Строение сварного шва
Сварка металлов плавлением представляет собой более сложный металлургический процесс по сравнению с металлургическим процессом, происходящим при получении металлических отливок.
Характерными особенностями сварки сталей являются следующие:
1. Высокая температура нагрева металла. При дуговой сварке температура сварочной ванны достигает ~ 25000С, вместо 17000С в печи;
2. Малый объем расплавленного металла в сварочной ванне. При ручной дуговой сварке он редко достигает 2 см3.
3. Кратковременность процесса. Время от начала расплавления до застывания сварочной ванны составляет несколько секунд (  ).
).
Высокая температура в зоне дуги приводит к быстрому плавлению электродного материала, флюса и основного металла. Молекулы азота, кислорода, водорода частично распадаются на атомы и очень активно взаимодействуют с расплавленным металлом, в результате чего свойства шва понижаются. Высокая температура приводит также к выгоранию, испарению и разбрызгиванию металла и других веществ.
Малый объем расплавленного металла в сварочной ванне и относительно холодный основной металл вызывают интенсивный отвод тепла, в результате чего химические реакции между расплавленным металлом и шлаком полностью завершаются, не создается равновесие.
Быстрое затвердевание и кристаллизация металла шва отражаются на структуре и механических свойствах шва.
Рассмотрим структуру сварного шва малоуглеродистой стали после кристаллизации (рис. 5.6).
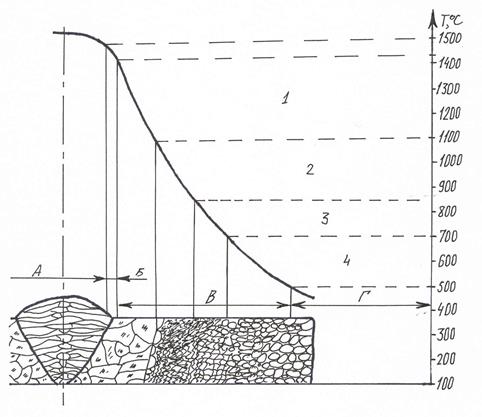
Рис. 5.7. Схема строения шва.
А – зона наплавленного металла, Б – зона сплавления,
В – зона термического влияния, Г – зона основного металла.
Структура сварного шва состоит из четырех зон (рис. 5.7):
Зона наплавленного металла (зона А) представляет собой перемешанный в жидком состоянии с основным металлом материал электрода или присадочной проволоки. Соотношение между основным и электродным металлом в шве зависит от скорости плавления электрода, глубины ванны, объема наплавленного металла и ряда других факторов.
Зона сплавления (зона Б) – это слой основного металла толщиной 0,1-0,4мм, с частично оплавленными зёрнами. Перегрев металла в этой зоне приводит к образованию игольчатой структуры, отличающейся хрупкостью и пониженной прочностью и оказывает значительное влияние на свойства соединения в целом.
Зона термического влияния (зона В) состоит из четырех участков, различающихся структурой:
1 – Участок перегрева – область основного металла, нагретого до 1100-14500С и имеющего крупнозернистую структуру. Перегрев снижает механические свойства металла (пластичность и вязкость). Разрушение сварочного соединения обычно происходит по этому участку, ширина которого достигает 3-4 мм.
2 – Участок нормализации – область основного металла нагретого до 900-10000С. Благодаря мелкозернистой структуре механические свойства металла на этом участке выше по сравнению с основным металлом. Ширина участка составляет 1-4 мм.
3– Участок неполной перекристаллизации – область основного металла, нагретого до 725-9000С., состоит из мелких и крупных зёрен. Неравномерное строение приводит к снижению механических свойств.
4- Участок рекристализации – область основного металла нагретого до 450-7250С. При этих температурах происходит восстановление формы зёрен, деформированных в результате предыдущего механического воздействия. Ширина зоны составляет 5-7 мм.
Величина зоны термического влияния зависит от способа и технологии сварки и свойств свариваемого металла, так, при ручной дуговой сварке от 2 до 10 мм, при газовой 20-25 мм.
Зона основного металла (зона Г) условно начинается от границы с температурой 4500С. Структура при температурах ниже 4500С не отличается от структуры основного металла, однако сталь, нагретая до Т= 200-4000С, обладает худшими механическими свойствами, что объясняется выпадением по границам зёрен оксидов и нитридов, ослабляющих связь между зёрнами. Это явление, вызывающее понижение пластичности и ударной вязкости при одновременном повышении прочности металла, называется синеломкостью.
Места разрушения сварных соединений.
Прочность металла шва, зоны термического влияния и основного металла различны. Поэтому сварное соединение следует рассматривать как неоднородное тело.
Разрушения могут происходить по всем трем зонам в зависимости от того, какая зона имеет меньшую прочность.
В настоящее время равнопрочность сварных соединений и основного металла обеспечивается электродами с качественными покрытиями и другими сварочными материалами.
Прочность сварных соединений зависит от прочности металла шва, ширины перегретого металла в зоне термического участка, совместной ширины металла шва и ширины перегретого металла, характера приложение внешней нагрузки, температуры эксплуатации изделия и других факторов.
Сварка плавлением
При сварке плавлением производится расплавление кромок свариваемых заготовок и присадочного материала для заполнения зазора между ними. Подвижность атомов материала в жидком состоянии приводит к объединению частей деталей в результате образования общей сварочной ванны. В результате кристаллизации металла сварочной ванны совместно с оплавленными кромками изделия и возникновения сварного шва образуется прочное соединение без приложения давления.
Дата добавления: 2017-01-26; просмотров: 7204;
Поиск по сайту
Узнать еще
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- II. Митохондрии (строение и функции)
- II. Построение продольного профиля по оси трассы
- Iii. строение, биосинтез и биологическое действие гормонов
- Анатомическое строение корней. Первичная и вторичная структура корня.
- Анатомическое строение корня
- Анатомическое строение листовой пластинки
- Анатомическое строение сердца. Сердечный цикл. Значение клапанного аппарата.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
