Автоматическая сварка под слоем флюса
Автоматической дуговой сваркой под флюсом называют такой вид сварки, когда дуга горит под слоем гранулированного порошка – флюса, подача сварочной проволоки в зону дуги и перемещение дуги вдоль шва механизированы (рис. 5.11).
Особенность процесса заключается в следующем:
1. Сварку ведут непокрытой электродной проволокой;
2. Дугу и сварочную ванну защищают флюсом;
3. Подача и перемещение электродной проволоки механизированы.
При сварке дуга горит под слоем расплавляющегося флюса, между проволокой и основным металлом. Флюс насыпается на изделие толщиной 50-60 мм, в результате дуга горит не в воздухе, а в газовом пузыре, находящемся под расплавляемым при сварке флюсе и изолированном от непосредственного контакта с воздухом. Этого достаточно для устранения разбрызгивания жидкого металла и нарушения формирования шва даже при больших токах.
Флюсы предназначены:
- для защиты расплавленного металла и зоны дуги от контакта с кислородом и азотом воздуха;
- для стабилизации сварочной дуги;
- для легирования металла шва;
- для раскисления наплавленного металла;
- для формирования шва;
- для уменьшения потерь тепла;
- для уменьшения потерь электродного металла на угар и разбрызгивание.
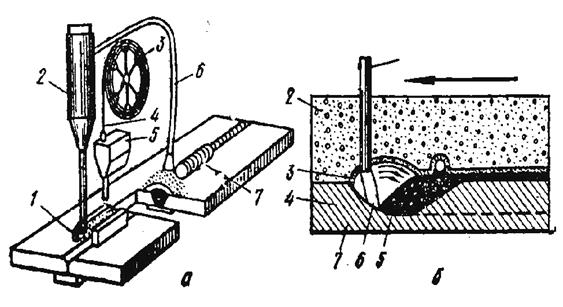
Рис. 5.12. Схема автоматической сварки под слоем флюса (а) и продольного разреза зоны сварки (б):
а) 1 – зона горения дуги; 2 – бункер; 3 – катушка; 4 – электродная проволока; 5 – головка автомата; 6 – трубка; 7 – корка шлака.
б) 1 – электродная проволока; 2 – флюс; 3 – жидкий шлак; 4 - наплавленный металл; 5 – жидкий металл; 6 – газовый пузырь; 7 – основной металл.
Преимущества по сравнению с ручной дуговой сваркой:
1. Повышается производительность в 2-8 раз, за счёт применения больших токов (до 2000А) и непрерывности процесса сварки. Применять такие токи при ручной сварке нельзя, т.к. произойдёт сильное разбрызгивание металла.
2.Более высокое качество сварных соединений, это происходит благодаря надёжной защите сварочной ванны флюсом.
3. Уменьшение стоимости одного погонного метра шва за счёт непрерывности процесса сварки.
Применяется: в серийном и массовом производстве для выполнения длинных, прямоугольных и кольцевых швов в нижнем положении, на металле толщиной от 2 до 100 мм. Сваривают углеродистые и легированные стали, медь, алюминий и их сплавы.
Дата добавления: 2017-01-26; просмотров: 2234;
Поиск по сайту
Узнать еще
- I. Автоматическая частотная разгрузка.
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- IDEA NXT - новый подход в технологиях блочного симметричного шифрования
- II. Абсолютное пространство по самой своей сущности, безотносительно к чему бы то ни было внешнему, остается всегда одинаковым и неподвижным».
- II. АВТОМАТИЧЕСКАЯ РАЗГРУЗКА ПО ЧАСТОТЕ
- II. Оппозиционные организации и их роль в подготовке революции
- II. ПОДГОТОВИТЕЛЬНЫЙ ПЕРИОД ТРЕНИРОВКИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
