Электрическая дуга и ее свойства
При рассмотрении электрической дуги, будем рассматривать дугу прямого действия.
Сварочной дугой называется мощный электрический разряд между электродами, находящимися в среде ионизированных газов и паров металла.
Расстояние между электродами называется областью дугового разряда или длиной дуги. При сварке металлическими электродами нормальная дуга 3-6 мм. Такая длина называется короткой. При увеличении длины дуги повышается разбрызгивание, окисление металла и снижается качество шва – появляется пористость. При короткой дуге происходит меньшее насыщение металла кислородом и азотом воздуха, повышается прочность сварного шва.
Процесс зажигания эл. дуги включает в себя три этапа (рис. 5.8):
1 - короткое замыкание (рис. 5.9,а) – производится с целью разогрева торца электрода и основного металла в зоне контакта электродом.
2 - отвод электрода (рис. 5.9,б) – при этом за счёт разогретого торца электрода электризуются электроны, которые ионизируют нейтральные молекулы превращая их в положительные ионы (+). Под действием электрического поля электроны и отрицательные ионы движутся к аноду, а положительные к катоду. В результате дуговой промежуток становится электропроводным и через него начинается разряд электрического тока.
3 возникновение устойчивого дугового разряда (рис. 5.9,в).
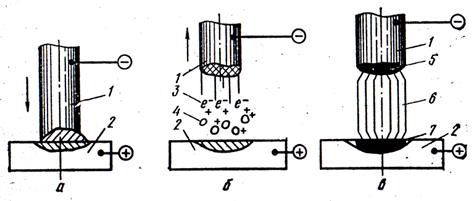
Рис. 5.9. Зажигание дуги при сварке.
а) короткое замыкание; б) отвод электрода; в) возникновение устойчивого дугового разряда.
1. Электрод. 2. Основной металл. 3. Электроны. 4. Ионизация. 5. Катодное пятно. 6. Столб дуги. 7. Анодное пятно.
Возникшая электрическая дуга является концентрированным источником тепла с очень высокой температурой.
При этом дуга имеет три зоны:
1 – Катодная (падение напряжения Uк), (рис. 5.9, поз.5),
2 - Столб (падение напряжения Ucт), (рис. 5.9, поз.6),
3 – Анодная (Uа). (рис. 5.9, поз.7).
Температура столба дуги достигает 60000С, а температура анодного и катодного пятна находится в пределах 2000-30000С.
Возможно зажигание дуги без короткого замыкания и отвода электрода с помощью высокочастотного электрического разряда через дуговой промежуток. Для этого в сварочную цепь на короткое время подключают источник высокочастотного переменного тока высокого напряжения (3000В и 150-250 кГц). Этот способ применяют для зажигания дуги при сварке неплавящимся электродом.
Общее напряжение дуги складывается Uд=Uк+Uст+Ua, где Uк - катодное напряжение, Uст – напряжение столба дуги, Ua – анодное напряжение. При сварке стали металлическим электродом напряжение на дуге составляет 18-28 В, угольным электродом – 30-40 В.
Для возбуждения дуги при сварке металлическим электродом необходимо напряжение 30-60 В. Это напряжение называется напряжением зажигания. При этом через столб дуги протекает электрический ток Iд. Зависимость Uд=f(Iд) называется вольт-амперной характеристикой дуги (рис. 5.9).
I область – падающая характеристика. Iд увеличивается , а Uд падает. В этой области электрический разряд мало устойчив и электрическая дуга с падающей характеристикой имеет ограниченное применение.
IIобласть – жёсткая характеристика Iд –растёт, а Uд-const. Обеспечивает устойчивый процесс сварки. Наиболее распространенная характеристика электрической дуги, применяется при ручной электродуговой сварке и автоматической под слоем флюса.
III область - возрастающая характеристика Iд и Uд возрастают.Здесь сечение столба дуги уже не может увеличиваться , плотность тока возрастает с увеличением величины тока, а проводимость дуги остаётся постоянной. Это вызывает увеличение напряжения дуги. Применяется при полуавтоматической сварке в среде защитных газов, а также автоматической сварке под слоем флюса на повышенных плотностях тока.
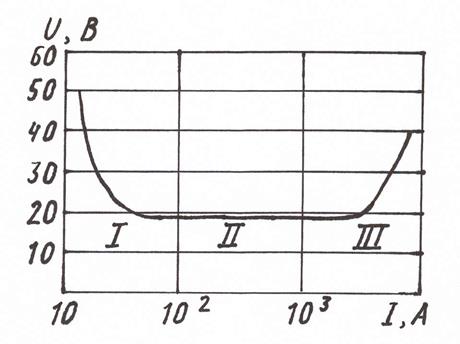
Рис. 5.10. Статическая вольтамперная характеристика напряжения дуги.
I – падающая характеристика;
II – жесткая; III – возрастающая.
Дата добавления: 2017-01-26; просмотров: 3596;
Поиск по сайту
Узнать еще
- II. Электрическая схема и принцип действия.
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- А) кислотные свойства
- А) Основные свойства
- А) Физические свойства минералов
- А. Оптические свойства минералов
- А. Свойства и виды рецепторов. Взаимодействие рецепторов с ферментами и ионными каналами
- Азотная кислота и ее свойства.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
