Первичная подготовка проката
Перед сваркой прокат должен быть очищен от ржавчины, окалины, масел и других загрязнений, вызывающих дефекты в сварных швах или снижающих их прочность. При мелкосерийном производстве металлоконструкций прокат очищают при помощи ручных или механизированных стальных щеток, наждачных кругов с гибким валом и других приспособлений.
При поточном производстве первичная обработка металла осу- ществл. ется на поточных линиях, которые строятся для каждого вида проката: листового, уголков, швеллеров и т. д.
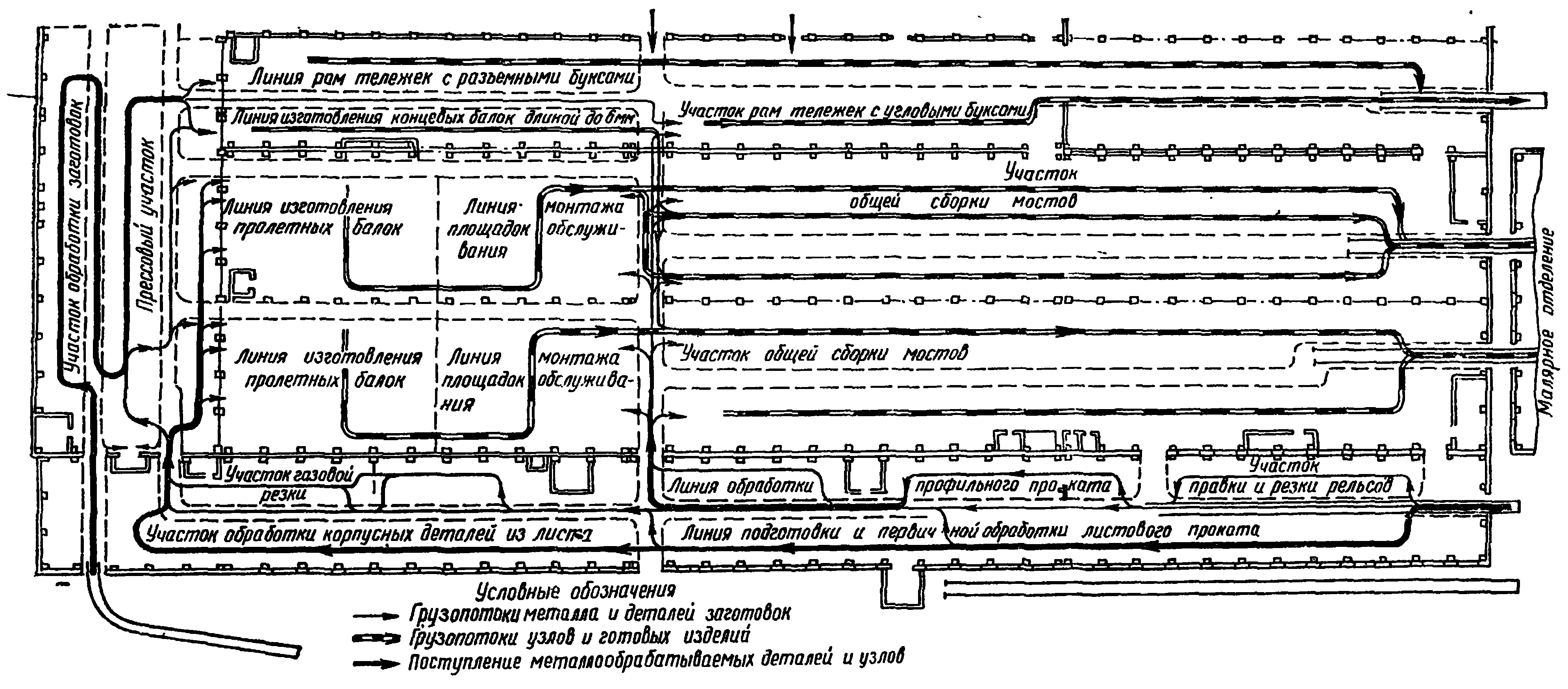
Рис. 52. Общая схема расположения технологических линий и участков при поточном производстве металлоконструкций кранов
При этом для очистки проката применяют химические методы и механические при помощи струи мелкой чугунной или стальной дроби. При химических методах очистки листы последовательно опускают в ванны с раствором кислот, теплой водой, раствором щелочей и снова в ванны с теплой водой, или эти же составы последовательно направляют в виде струи на очищаемую поверхность. Более производительным является струйный метод, так как струя раствора одновременно оказывает на металл и механическое воздействие, что ускоряет процесс очистки.
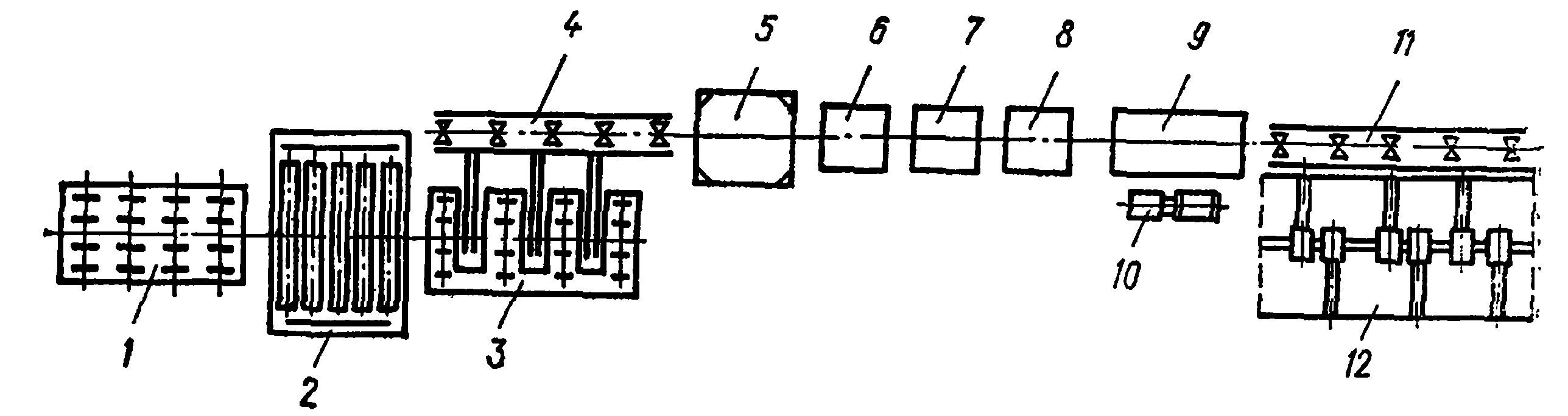
Рис. 53 Схема непрерывной поточной линии дробеструйной очистки и фосфатирования листового проката:
I, 3, 4 — рольганги; 2 — листоправильные вальцы; 5 — камеры; 6, 8 — агрегаты промывки; 7 — агрегат фосфатирования; 9 — агрегат пассивирования; 10 — редуктор; 11 — выходной рольганг; 12 — кантователь
На непрерывной поточной линии, предназначенной для дробеметной очистки и последующего фосфатирования (рис. 53), стальные листы с приемного рольганга 1 поступают в листоправильные вальцы 2 и на рольганг 3. Затем листоукладчиком листы ставятся на рольганг 4 в вертикальном положении и, передвигаясь по его- приводным роликам, последовательно проходят через камеры 5 двухсторонней дробеметной очистки и агрегаты первой промывки 6, фосфатирования 7, горячей и холодной промывки 8 и пассивирования 9. Ролики приводятся во вращение двигателем через редуктор 19. Пройдя пассивирование, листы поступают на выходной рольганг 11 и кантователем 12 укладываются в горизонтальном положении на выходной рольганг или стол.
Цель фосфатирования, т. е. образования на поверхности листа тонкой пленки нерастворимого соединения (фосфорно-кислой соли) железа и марганца,— предохранить очищенный металл от Воздействия кислорода воздуха. Цель пассивирования — образование на поверхности стальных листов тончайших оксидных пленок, защищающих металл от коррозии.
К первичной подготовке проката относится также его правка, осуществляемая на специальных машинах для правки листа, уголка, швеллера и других профилей. Схема действия листоправильной машины показана на рис. 54. Лист толщиной s вводится в машину направляющими приводными валками 1. При этом рабочие валки 2, установленные друг от друга на расстоянии /, выправляют имеющиеся неровности листа. Рабочие валки передают возникающие нагрузки опорным роликам -9. На листоправильных машинах правятся листы толщиной от 5 до 40 мм.
После правки фасонный прокат (уголки, швеллеры, трубы) дисковыми пилами, ножницами или ручной газовой резкой режется на заготовки или элементы необходимой длины. Резка производится по упору или разметке.
Заготовки или элементы с прямолинейными контурами вырезаются из листового проката на гильотинных или дисковых ножницах. Листовые заготовки и элементы, имеющие криволинейные контуры, вырезаются (раскраиваются) с помощью газовой резки переносными газорезательными приборами типа ПП-1, ПП-2 или стационарными газорезательными машинами типа АСП-1, АСШ-2.
Выкраивать заготовки из листа можно по разметке, по шаблонам (копирам) или с использованием фотооптических аппаратов. Однако в любом случае необходимо стремиться к минимальным отходам металла.
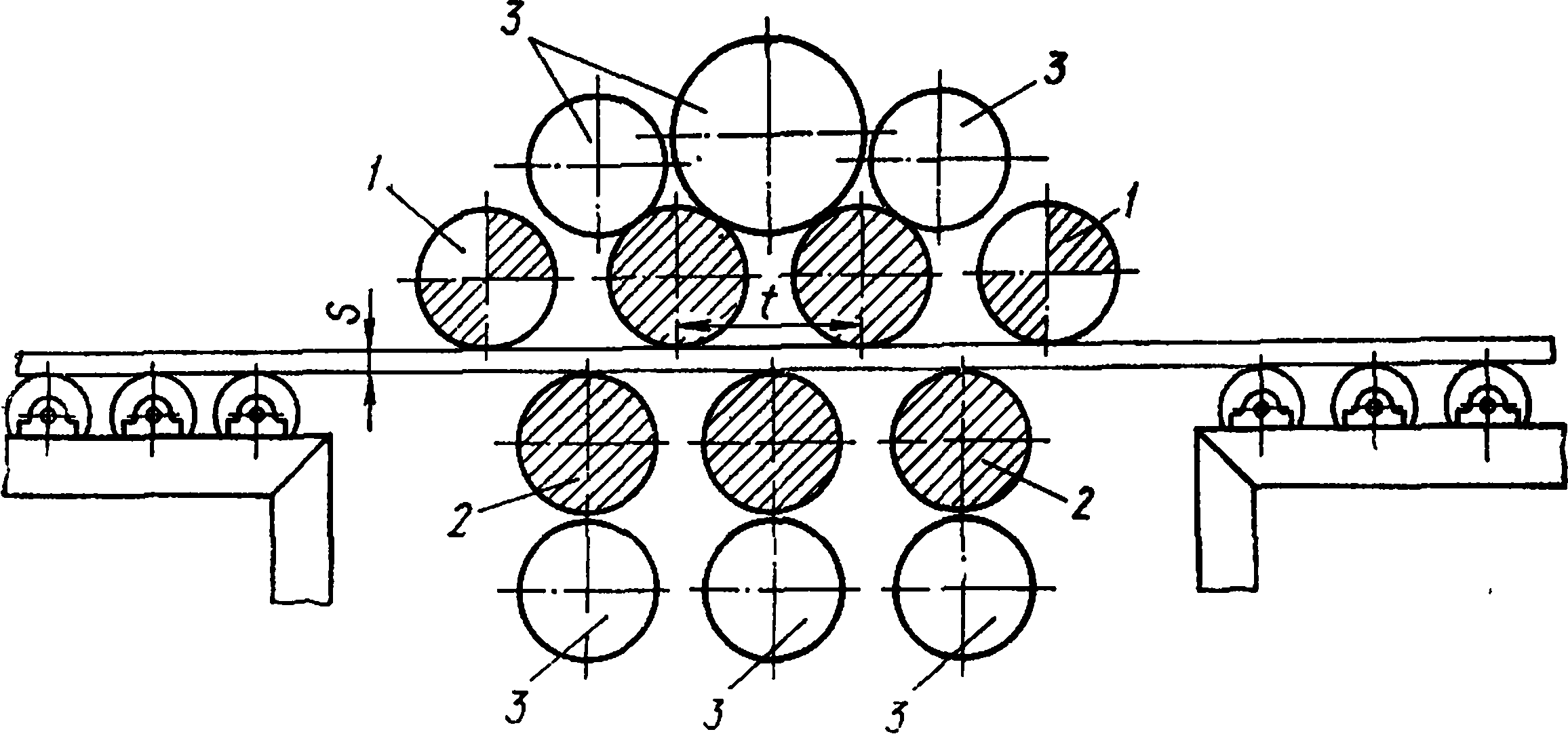
Рис. 54. Схема листоправильной машины:
1—приводные валки, 2 — рабочие валки; 3 — опорные ролики
Дата добавления: 2017-01-08; просмотров: 2976;
Поиск по сайту
Узнать еще
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- V. Подготовка личного состава службы
- VI. Подготовка кадров службы торговли и питания ГО района
- Александр II. Предпосылки реформ и их подготовка
- Анализ кала на скрытую кровь. Цель исследования. Подготовка пациента. Оформление направления.
- Анатомическое строение корней. Первичная и вторичная структура корня.
- Билет № 20 (2) Понятие «ткань». Подготовка основы и утка к ткачеству.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
