Технологические методы повышения долговечности деталей подъемно-транспортных машин.
Долговечность деталей машин — один из главных элементов, определяющих надежность машин в целом. Увеличение долговечности деталей позволяет сократить число, объем и продолжительность ремонтов, уменьшить расход запасных частей и увеличить сроки службы машин. Повышение долговечности деталей, а следовательно, и повышение надежности машин являются важной народнохозяйственной проблемой, решаемой на всех стадиях изготовления, монтажа, эксплуатации и ремонта машин.
С целью повышения и сохранения расчетных значений долговечности деталей машин используются различные методы: конструктивные, технологические и эксплуатационно-ремонтные.
К конструктивным относятся методы, обеспечивающие требуемую прочность и жесткость деталей, внедрение в конструкции машин элементов (деталей-компенсаторов) и устройств, компенсирующих износ основных элементов, тщательное укрытие узлов трения от внешней абразивной среды и т. д.
К технологическим методам относятся объемная и поверхностная закалка, химико-термическая обработка, применение которых во много раз увеличивает срок службы деталей. Так, например, борирование и азотирование деталей, работающих в абразивной среде, увеличивает сроки их службы в 6—10 раз.
К методам упрочняющей технологии относят также методы повышения твердости, прочности и чистоты рабочих поверхностей деталей машин. Повышение прочности и износостойкости поверхностного слоя деталей машин особенно важно, так как, во-первых, все процессы изнашивания протекают в поверхностных слоях и не затрагивают глубинные слои металла деталей; во-вторых, на поверхностных слоях остаются следы механической обработки (микроцарапины, ожоги), являющиеся местами концентрации напряжений, и термической — микротрещины; кроме того, поверхностные слои детали испытывают наибольшие напряжения при деформациях изгиба и кручения.
К методам упрочняющей технологии могут быть отнесены и методы нанесения износостойких покрытий, и методы механического упрочнения поверхностного слоя деталей:
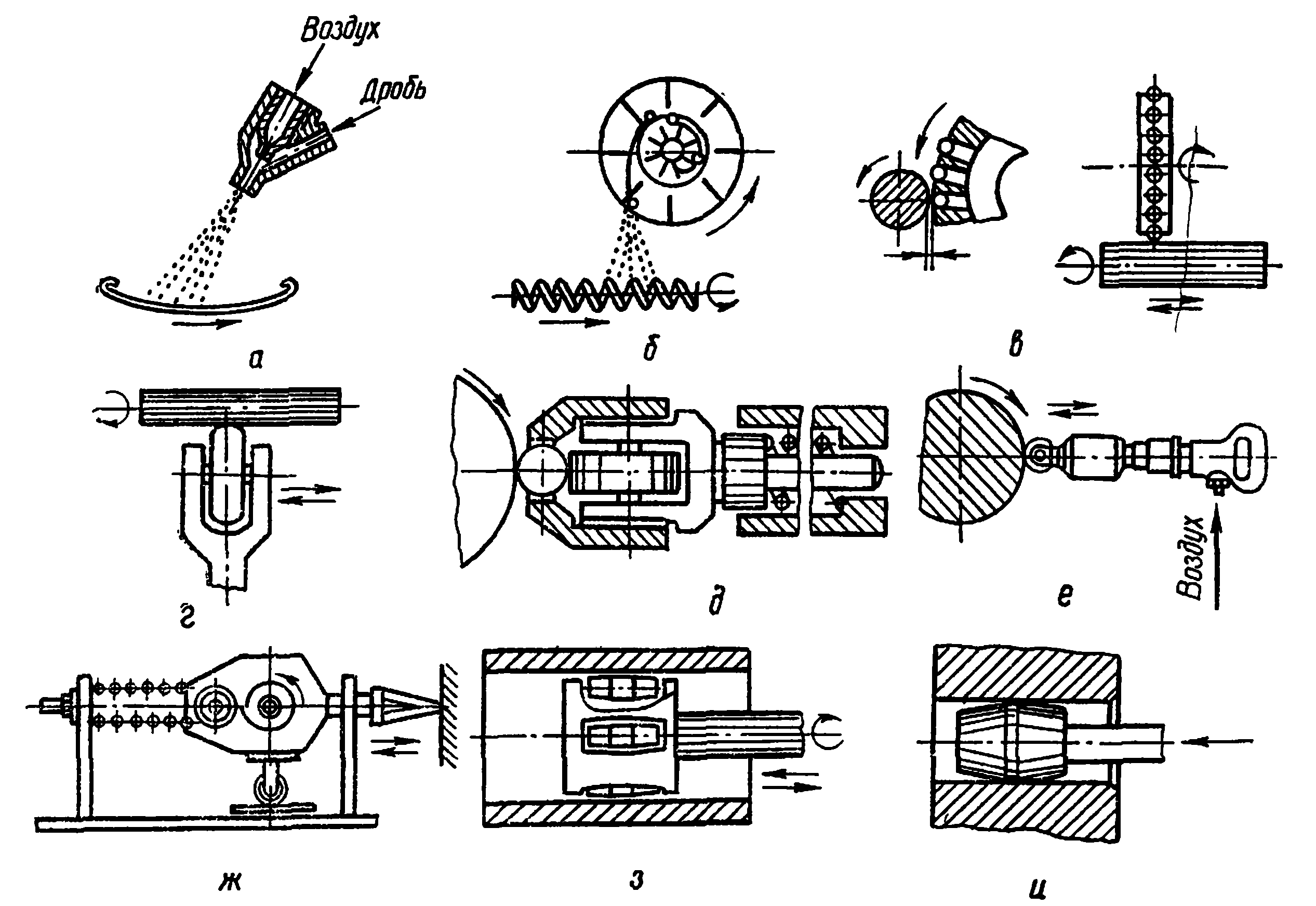
Рис. 50 Схемы основных методов механического упрочнения поверхностного слоя деталей машин
наклепывание поверхностей дробью (рис. 50, а, б);
наклепывание шариками (рис. 50, в)
накатывание (обкатывание) поверхностей гладкими роликами или шариками (рис. 50, г, д, е);
наклеп механической чеканкой (рис. 50, ж);
раскатывание и дорнирование отверстий (рис. 50, з, и) [52].
Упрочняющее воздействие поверхностного наклепа основано на уплотнении металла, которое получается в результате пластического деформирования в процессе наклепа.
Механическое упрочнение поверхностного слоя особенно эффективно для деталей, работающих
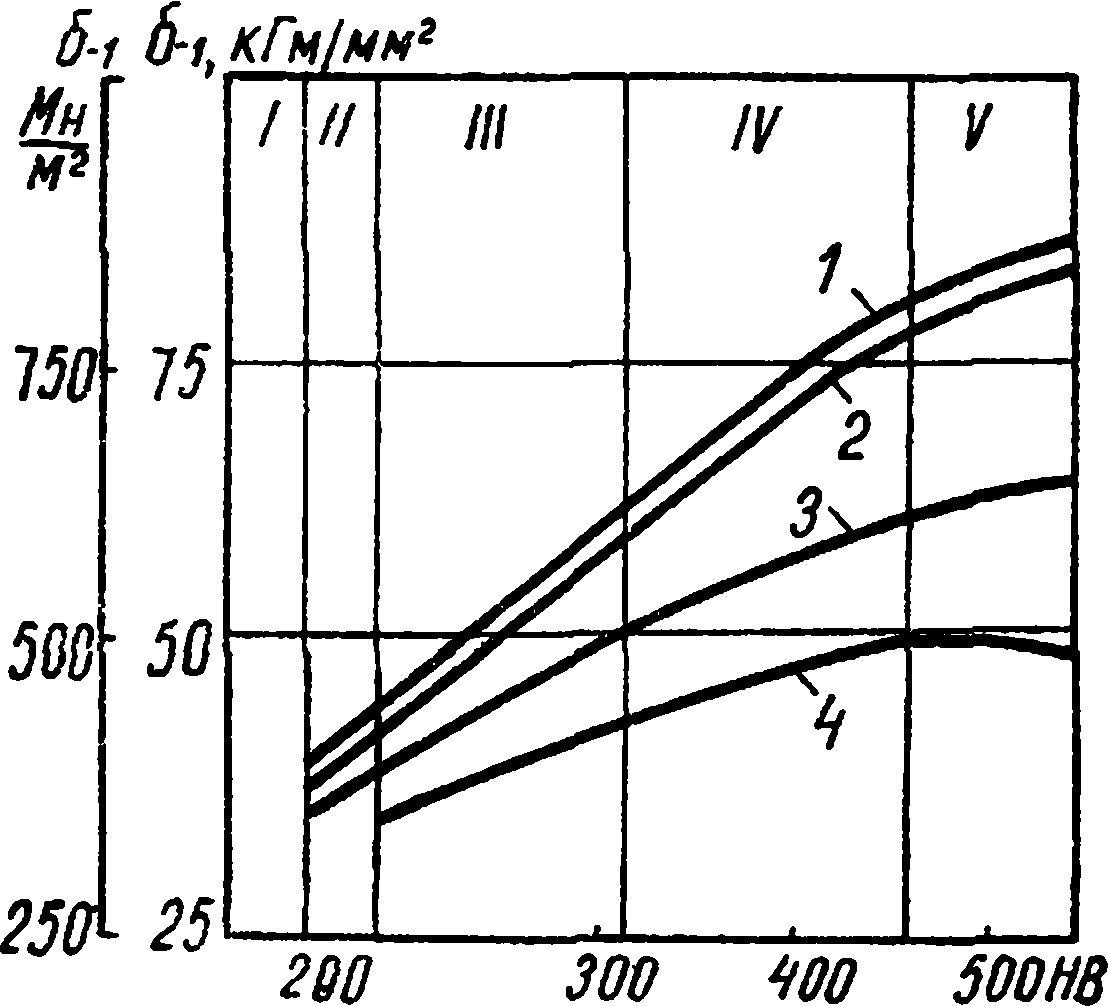
Рис. 51. Изменение предела выносливости образцов из стали 45Х в зависимости от твердости и метода обработки:
I— отжиг;II — нормализация;III — закалка с высоким отпуском; IV — закалка с низким отпуском; V — закалка без отпуска; 1—- шлифованные и упрочненные наклепом образцы; 2 — образцы, наклепанные дробью; а —образцы, подвергнутые токарной обработке; 4 —. шлифованные образцы [52]
в условиях циклического нагружения. Зависимость предела выносливости образцов из стали 45 X от твердости, получаемой в результате (термической обработки и механического упрочнения [52] (рис. 51), указывает, что наибольшее увеличение предела выносливости дает чистая закалка и закалка с низким отпуском и последующем упрочнением наклепом (кривые 1, 2).
Глубина наклепанного слоя зависит от вида и режима наклепа, а также твердости поверхностного слоя и находится обычно в пределах от 0,5 мм (дробеструйный наклеп) до 7—8 мм (обкатка гладкими роликами).
Дробеструйный наклеп особенно эффективен для пружин и рессор. Обкатка гладкими роликами применяется для упрочнения поверхностного слоя цапф и шеек валов и осей. При обкатывании происходит сглаживание микронеровностей, полученных при чистовой токарной обработке, и снижение шероховатостей на 2—3 класса. Обкатка гладкими роликами позволяет получить чистоту поверхности до 11 класса, что делает излишней операцию предварительного шлифования.
ЛЕКЦИЯ№5
Дата добавления: 2017-01-08; просмотров: 6050;
Поиск по сайту
Узнать еще
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- I. История открытия и методы исследования вирусов
- II. Категории и методы политологии.
- II. Физический и моральный износ машин.
- III. Методы искусственной физико-химической детоксикации.
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- А- технологические этапы изготовления
- Абсолютный возраст горных пород и методы его определения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
