Механическая обработка труб роликоопор.
Трубы роликов опор ленточных конвейеров изготавливают из бесшовных стальных труб. Наружные и внутренние поверхности труб роликов, как правило, не обрабатывают. Исключение составляет расточка мест соединения с буксами. Таким образом, механическая обработка труб состоит из двух операций: отрезной и расточной.
Трубы заданной длины отрезают от цельнотянутых труб на станках с дисковой пилой или на труборезных станках-полуавтоматах. Первый способ менее производителен и связан с потерей металла в стружку. При втором способе трубы режут дисковым ножом без снятия стружки.
Труборезный станок-полуавтомат (рис. 48) состоит из рамы 2, на которой расположены все механизмы станка, кроме насосной установки 7.
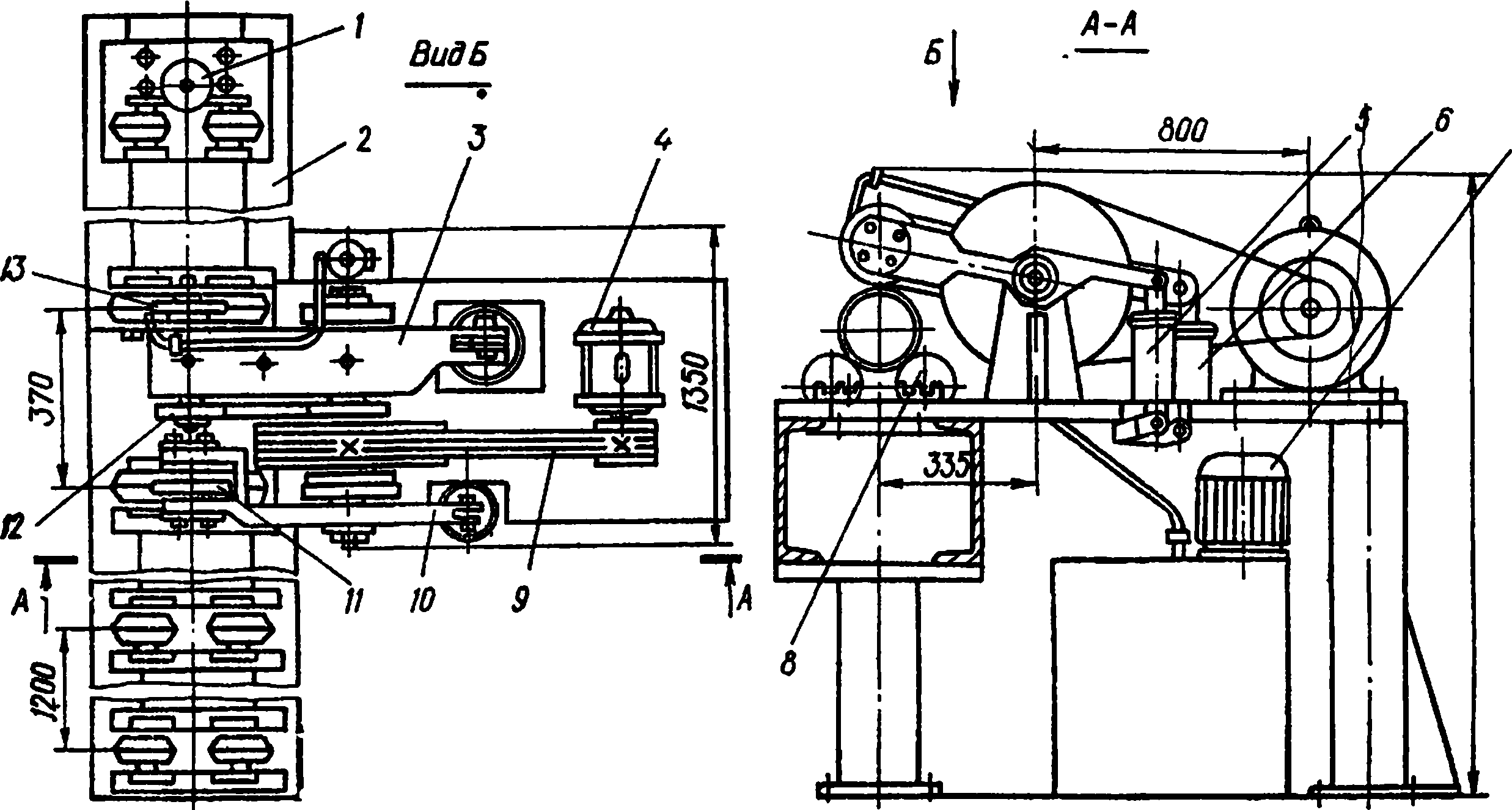
Рис. 48. Труборезный станок-полуавтомат:
1 — упорный ролик; 2 — рама; 3, 10 — рычаги; 4 — двигатель; 5, 6 — гидроцилиндры; 7 — насосная установка; в— опорный ролик; 9 — клиноременная передача; // — приводной ролик; 12 — зубчатая передача; 13 — дисковый нож [47]
Заготовка трубы укладывается на неприводные опорные ролики 8 и при помощи гидроцилиндра 5 и рычага 10 прижимается приводным роликом 11, получающим вращение от двигателя 4 через клиноременную передачу 9.
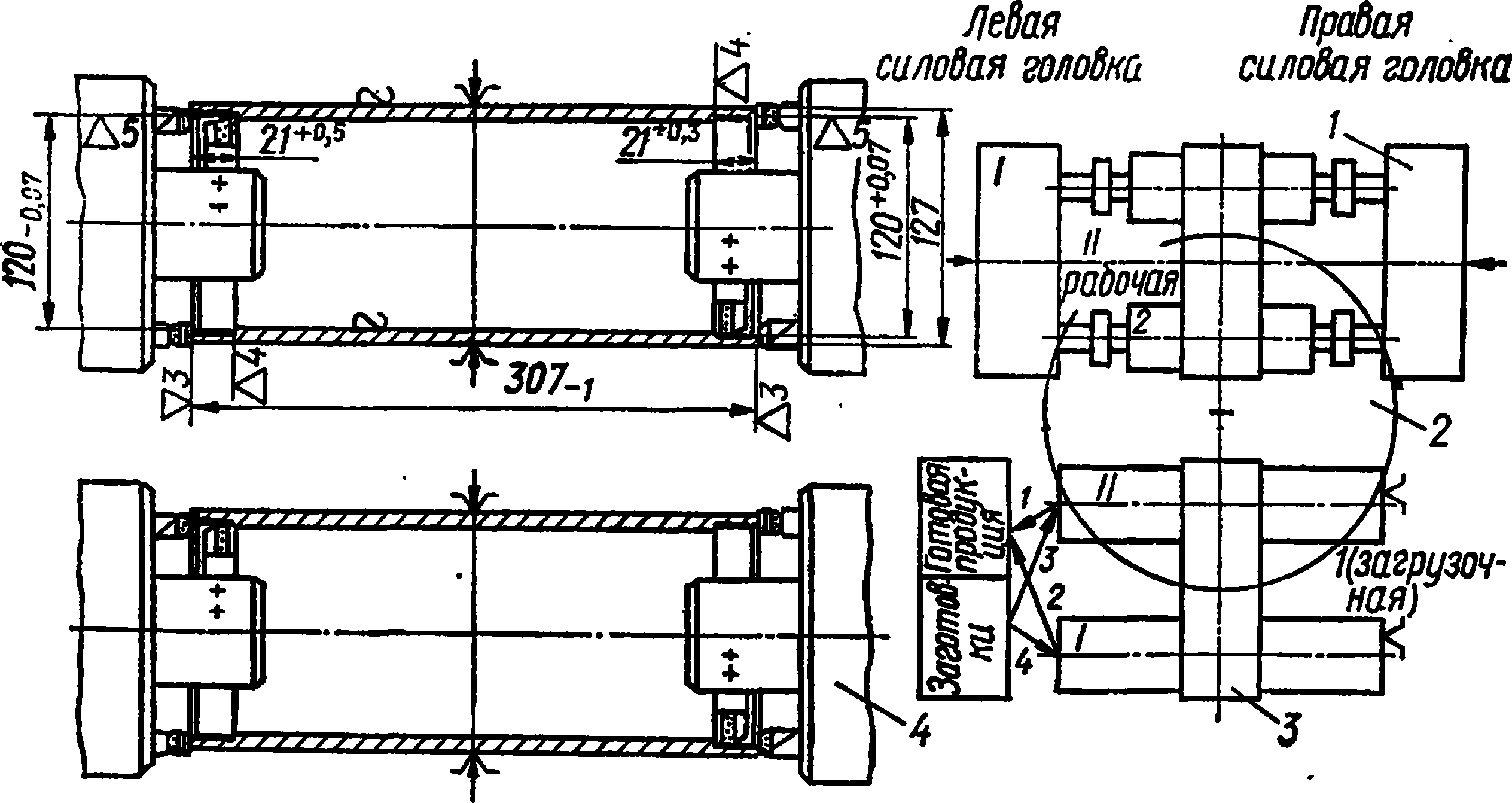
Рис. 49. Обработка трубы ролика иа агрегатном станке:
1— двухшпиндельные головки; 2 — поворотный стол; 3 — прижимное устройство; 4 —•
многорезцовая головка
Вследствие того, что опорные ролики 8 установлены под углом 87° к оси трубы, при вращении труба получает осевое перемещение. После упора трубы в упорный ролик 1, установленный на требуемом расстоянии, приводной ролик автоматически отключается и включается дисковой нож 13, получающий вращение от двигателя через зубчатую передачу 12. Диск к трубе прижимается с помощью гидроцилиндра 6 через рычаг 3. Отрезанная заготовка сбрасывается, автоматически отключается режущий дисковой нож, включается приводной ролик и цикл повторяется [47].
При крупносерийном и массовом производстве роликов расточная операция выполняется на агрегатном двустороннем четырехшпиндельном автомате (рис. 49), состоящем из двух двухшпиндельных головок 1 и поворотного стола 2. Заготовки труб устанавливаются в двухместном приспособлении с пневматическим прижимным устройством 3. В многорезцовой головке 4 ставят четыре резца: расточной, подрезной и два фасочных для внутренней и наружной фасок [18].
Дата добавления: 2017-01-08; просмотров: 2795;
Поиск по сайту
Узнать еще
- A. Трубопроводная обвязка окружения испарителя.
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- I.3.3 МЕХАНИЧЕСКАЯ ЭНЕРГИЯ. ЗАКОН СОХРАНЕНИЯ МЕХАНИЧЕСКОЙ ЭНЕРГИИ
- III. Последующая обработка.
- V. Механическая характеристика
- А. Особенности подъема, поддержания и укладки трубопровода при капитальном ремонте с заменой труб
- А. Сведения о трубах и сварных фасонных деталях

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
