Припуски на обработку заготовок
Припуском на обработку называют слой излишнего материала, который необходимо удалить с заготовки, чтобы получить готовую деталь. Величина припуска определяется разностью между размером элемента заготовки и аналогичным размером элемента детали по рабочему чертежу. Поскольку припуск на обработку может быть дан только для обрабатываемых поверхностей, то для необрабатываемых поверхностей заготовок, как правило, повышаются требования к чистоте. Величина припуска на обработку определяется следующими основными факторами:
толщиной поврежденного при изготовлении заготовки поверхностного слоя материала, наличием в нем раковин, трещин, плен, окалины и пригара;
неизбежными погрешностями изготовления заготовок, неточностью их геометрических размеров и форм;
технологическими требованиями получения заготовок, например необходимостью создания в литых заготовках литейных уклонов, а в штамповках — штамповочных уклонов.
При назначении припусков на обработку руководствуются теми соображениями, что уменьшение величин припусков не должно чрезмерно усложнять и удорожать процесс изготовления заготовки, а их увеличение — удорожать процесс механической обработки заготовки. Оптимальные величины припусков должны обеспечить минимум суммарных затрат на изготовление и последующую обработку заготовки. Насколько важна проблема уменьшения припусков на обработку заготовок, видно из следующих данных о средней величине отходов (в процентах от массы обработанной детали): отливки стальные, чугунные, бронзовые — 15—22; поковки — 15— 45; штамповки — 10—12 и прокат — 15—18.
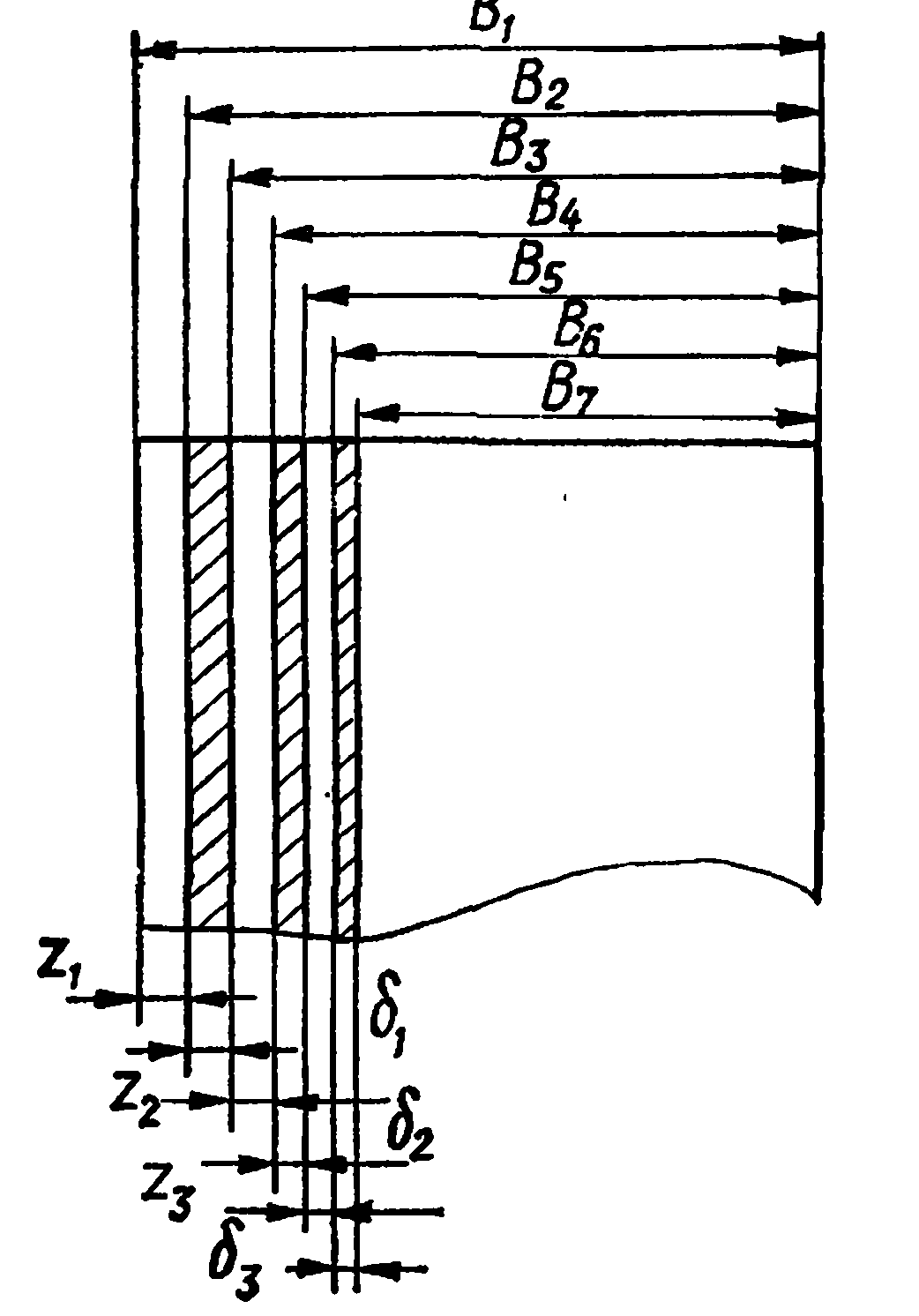
Рис. 17. Схема расположения межоперационных припусков и допусков при обработке детали типа вал:
В, — размер заготовки (вала); В2 и В3, В4 и ВБ, В( и В, — наибольший и наименьший предельные размеры после первой, второй и третьей операций; Z1 — и bit z2 и 62 и Zs и 83 — межоперационные припуски и допуски на первую, вторую и третью операции
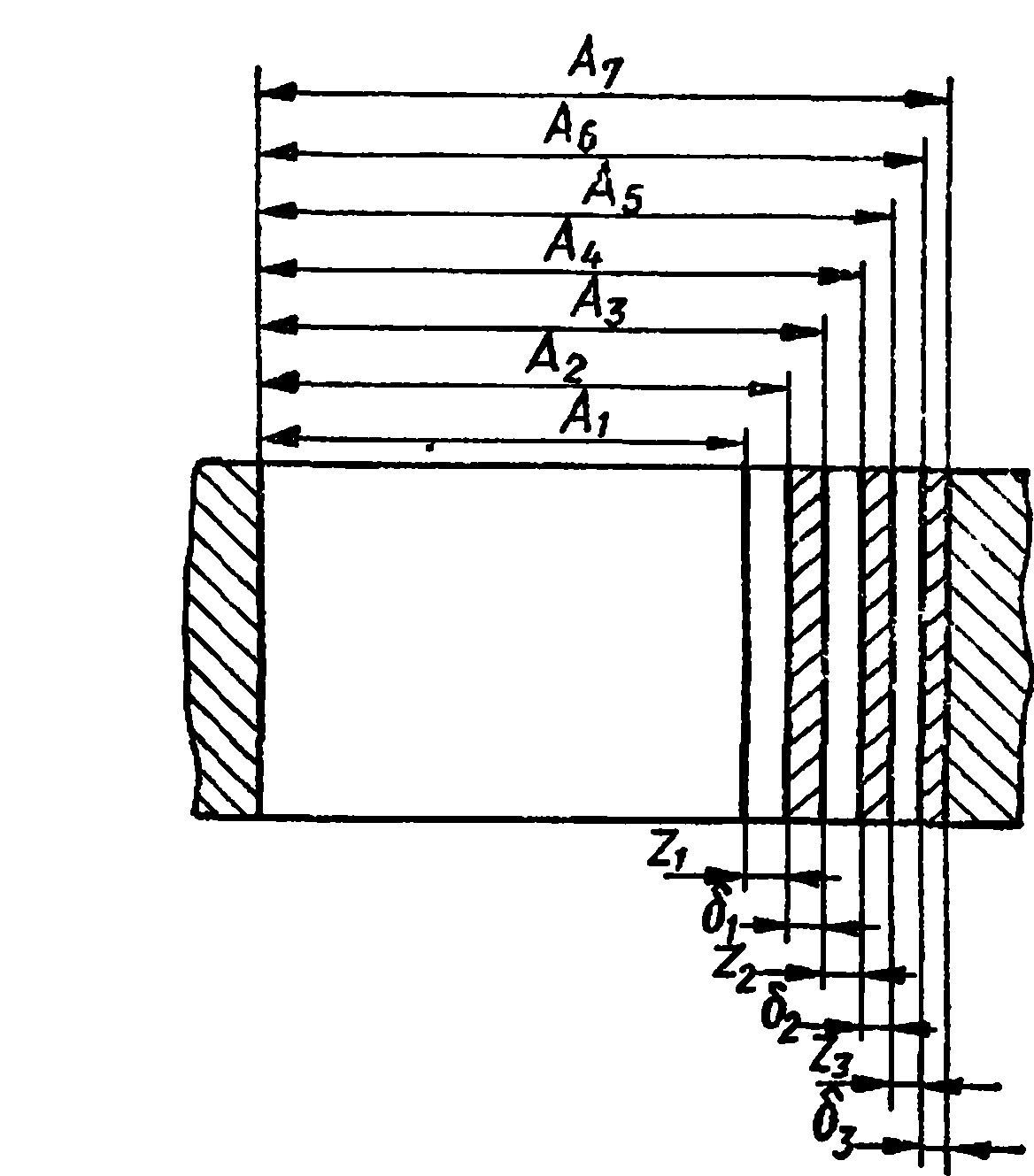
Рис. 18. Схема расположения межоперационных припусков и допусков при обработке детали типа втулка:
Ах — размер отверстия в заготовке; Аг и Ал, А4 и Аь, и А7 — наименьший и наибольший предельные размеры после первой, второй, третьей операций; Zt н 5f;
и S2, Zz и 83 — межоперационные припуски и допуски на первую, вторую и третью операции
В соответствии с технологическим процессом обработки заготовки различают промежуточный припуск или припуск на данную операцию (переход) и общий припуск. Припуском на данную операцию называют слой материала, который должен быть удален к концу операции. Промежуточные припуски называют также меж- операционными.
На припуски задаются допуски, определяющие предельные размеры припусков:

где δ2 — допуск на припуск;
ZM. нб — наибольшее предельное значение припуска;
Zm.hu — наименьшее предельное значение припуска.
Общим припуском называют слой материала, который должен быть удален в результате выполнения всех предусмотренных операций и переходов. Величина общего припуска на обработку равна сумме межоперационных припусков и допусков без допуска на последнюю операцию.
Размеры припусков в производственных условиях определяются на основании норм, приводимых в ГОСТах или заводских нормалях. Значения минимальных величин припусков на обработку могут быть установлены также расчетным путем [14]. Так, например, симметричный припуск на диаметр наружных и внутренних цилиндрических деталей определяется по формуле

где Zмин— минимальный припуск на сторону для выполняемого перехода;
На — высота микронеровностей;
Та — глубина дефектного поверхностного слоя;
ра — суммарное значение пространственных отклонений обрабатываемой поверхности;
εВ — погрешность установки заготовки при выполнении операции и перехода.
Схема расположения припусков и допусков на различных стадиях обработки деталей типа вал и втулка показаны соответственно на рис. 17 и 18.
ЛЕКЦИЯ№4
Дата добавления: 2017-01-08; просмотров: 5224;
Поиск по сайту
Узнать еще
- Активный контроль заготовок до обработки. Блокирующие устройства
- Базирование заготовок
- Базирования заготовок
- Выбор метода получения заготовок
- Выбор методов обработки поверхностей заготовок
- Дефекты заготовок, полученных обработкой давлением.
- Допуски радиального биения заготовок зубчатого колеса
- Значение припусков на обработку.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
