Базирование заготовок
Погрешность установки – отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого. Она состоит из погрешности базирования, погрешности положения заготовки и погрешности ее закрепления.
Для правильной надежной установки и закрепления заготовки необходимо и достаточно устранить шесть степеней свободы ее возможного перемещения, т.е. наложить шесть двусторонних геометрических связей (рис. 2.3).
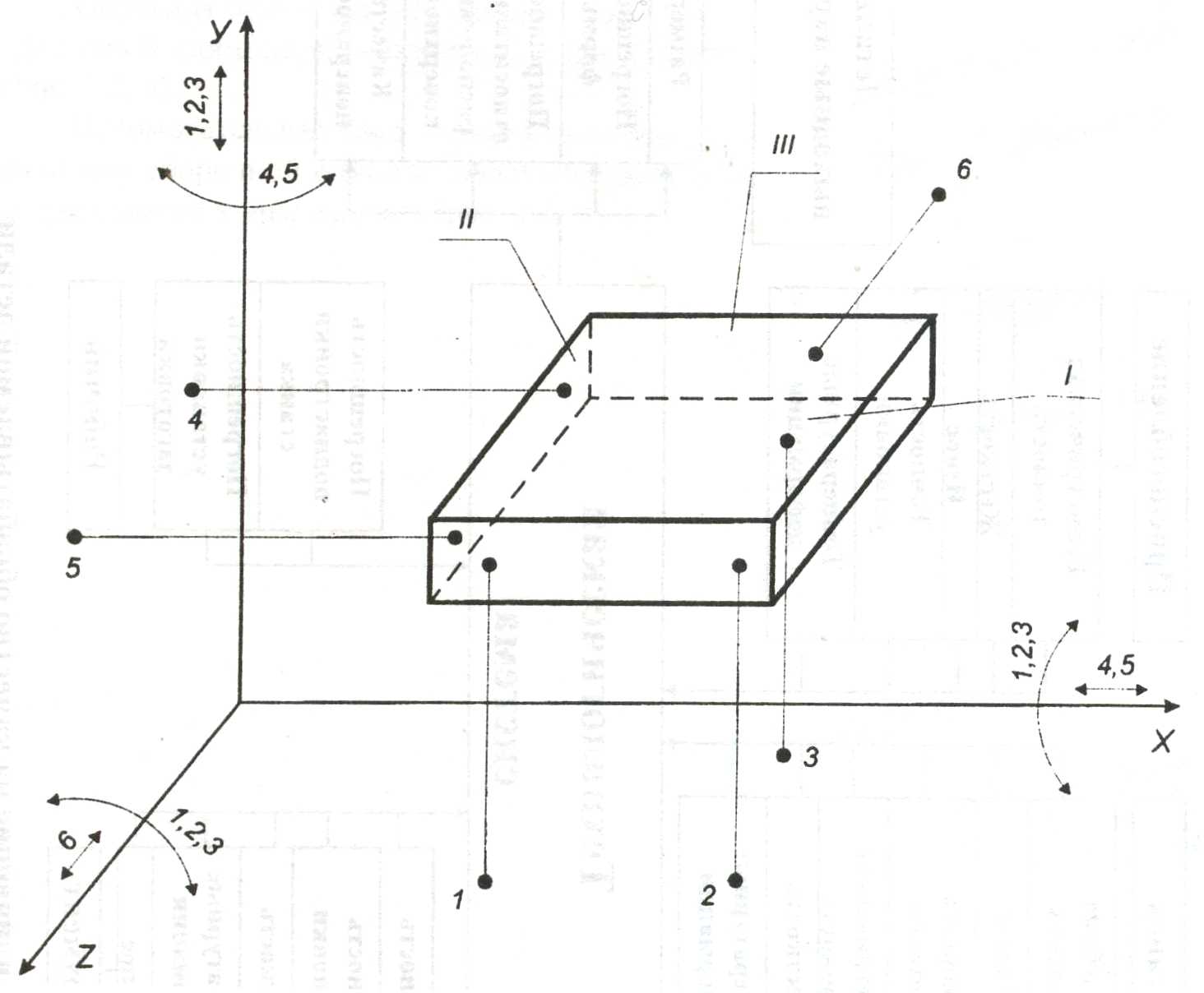
| Рис. 2.3. Устранение шести степеней свободы наложением геометрических связей |
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая при базировании.
Комплект баз – совокупность трех баз, образующих систему координат заготовки или изделия (рис. 2.3).
Базы подразделяются:
1. По назначению.
Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии.
Основная конструкторская база – база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии.
Вспомогательная конструкторская база – база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия.
Технологическая база – база, используемая для определения положения заготовки или изделия в процессе изготовления и (или) ремонта.
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения.
2. По лишаемым степеням свободы.
Установочная база – база, лишающая заготовку или изделие трех степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей – I (рис. 2.3).
Направляющая база – база, лишающая заготовку или изделие двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси – II (рис. 2.3).
Опорная база – база, лишающая заготовку или изделие одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси – III (рис. 2.3).
Двойная направляющая база – база, лишающая заготовку или изделие четырех степеней свободы – перемещения вдоль двух координатных осей и поворотов вокруг них.
Двойная опорная база – база, лишающая заготовку или изделие двух степеней свободы – перемещений вдоль двух координатных осей.
3. По характеру проявления.
Скрытая база – база заготовки или изделия в виде воображаемой плоскости, оси или точки.
Явная база - база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Схема базирования – схема расположения опорных точек на базах заготовки или изделия.
Все опорные точки на схеме базирования изображают условными знаками (прил. П1) и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек (рис. 2.4).
Способы базирования заготовок:
- установка на станках с ЧПУ с оценкой фактического положения заготовки (от базы измерения) и автоматической регулировкой положения инструмента;
- выверка по необработанным и обработанным поверхностям;
- выверка по разметке;
- установка в приспособлении без выверки.
Погрешность базирования  – это отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого или разность предельных расстояний измерительной базы относительно установленного на размер
– это отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого или разность предельных расстояний измерительной базы относительно установленного на размер
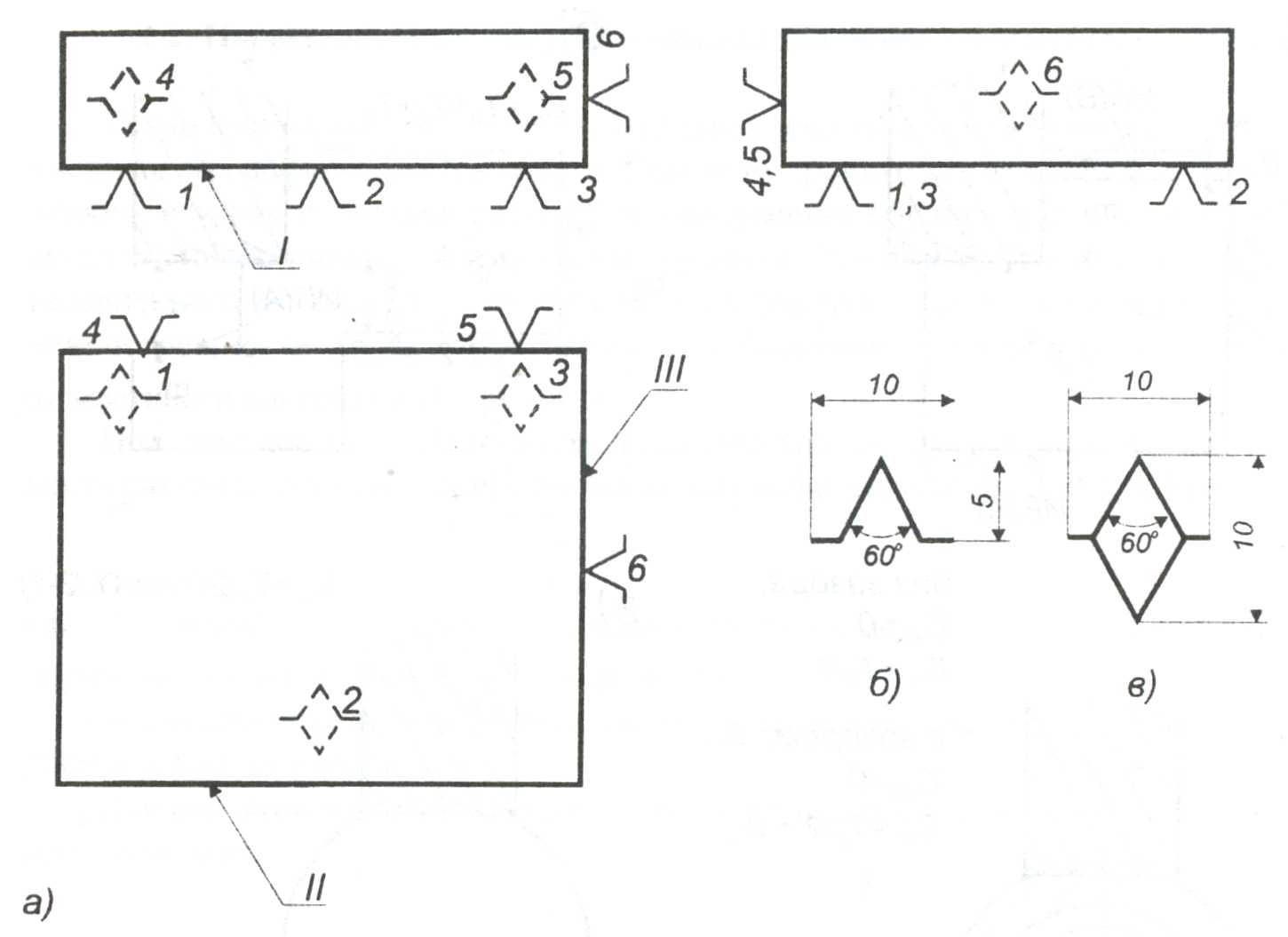
| Рис. 2.4. Базирование призматической детали: а – схема базирования; I, II, III – базы детали, 1…6 – опорные точки; б, в – условное изображение опорных точек на видах: спереди и сбоку (б), сверху (в) |
инструмента. Погрешность базирования равна сумме допусков на все звенья размерной цепи, соединяющей технологическую базу с измерительной (рис. 2.5).
Погрешность закрепления  возникает вследствие смещения заготовки под действием зажимных сил из-за непостоянства силы закрепления, неодинаковой твердости заготовок, неровностей на поверхностях заготовки и на опорах приспособления. Она равна разности между предельными величинами смещения у измерительной базы по направлению выполняемого размера (рис. 2.6).
возникает вследствие смещения заготовки под действием зажимных сил из-за непостоянства силы закрепления, неодинаковой твердости заготовок, неровностей на поверхностях заготовки и на опорах приспособления. Она равна разности между предельными величинами смещения у измерительной базы по направлению выполняемого размера (рис. 2.6).
Погрешность положения заготовки возникает вследствие неточного изготовления приспособления, износа его элементов и неточности его установки. Она является суммой векторных величин:
 (2.1)
(2.1)
где  - погрешность изготовления;
- погрешность изготовления;
 - величина износа приспособления;
- величина износа приспособления;
 - неточность индексации (установки) приспособления.
- неточность индексации (установки) приспособления.
Погрешности  ,
,  ,
,  являются векторными величинами, представляют собой поля рассеивания случайных величин и подчиняются закону нормального распределения. Тогда погрешность установки:
являются векторными величинами, представляют собой поля рассеивания случайных величин и подчиняются закону нормального распределения. Тогда погрешность установки:
 . (2.2)
. (2.2)
Правила выбора баз:
1. Поверхности должны быть ровные и чистые, без сварных швов, прибылей, литников и иметь достаточные размеры.
2. Если у заготовки все поверхности обрабатываются, то за базы следует принять поверхности с наименьшими припусками.
3. На первых операциях желательно принять за базирующие необрабатываемые в дальнейшем поверхности с
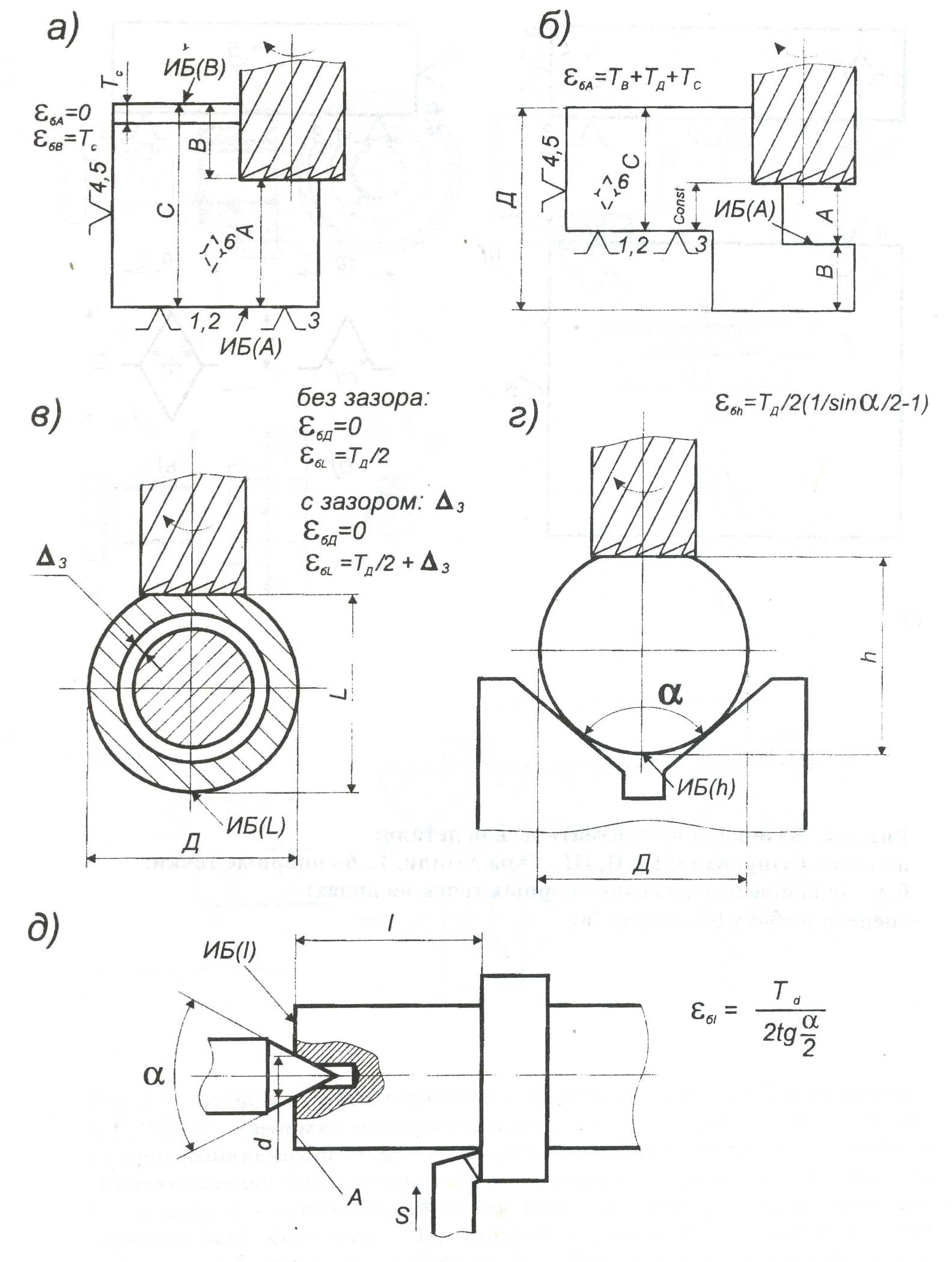
| Рис. 2.5. Погрешности базирования при различных схемах установки: а, б – на плоские поверхности; в – на оправку; г – в призме; д – в центрах |
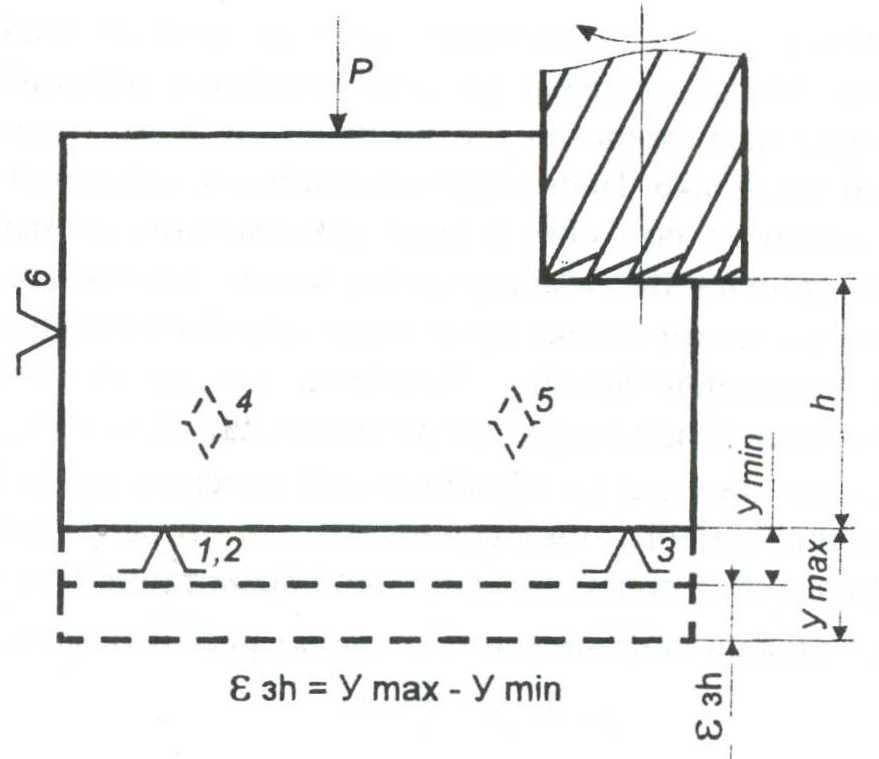
| Рис. 2.6. Схема образования погрешности закрепления |
целью получения более правильного положения обработанных и необработанных поверхностей.
4. Заготовка должна удобно устанавливаться, подвергаться минимальным деформациям, время на установку должно быть наименьшим.
5. Повторная установка на черновую базу, как правило, не допускается.
6. В качестве технологических следует выбирать основные базы.
7. Следует соблюдать принцип единства баз.
8. Желательно измерительную базу использовать в качестве технологической.
9. Выбранные базы должны обеспечивать простую и надежную конструкцию приспособления, удобства установки, крепления и снятия заготовки.
Для уменьшения погрешности установки необходимо:
- выполнять правила выбора баз;
- применять одинаковый по твердости материал заготовок (для настроечной партии);
- соблюдать постоянство усилия зажима заготовки;
- применять вместо шаровых опор – плоские или с большим радиусом закругления;
- выбирать направление действия силы зажима против опоры или так, чтобы она не влияла на размер обработки;
- применять приспособления-спутники;
- повышать точность и жесткость приспособлений;
- повышать точность выполнения размеров технологических баз, уменьшать их шероховатость, правильно назначать размеры на чертежах.
Дата добавления: 2016-06-29; просмотров: 10969;
Поиск по сайту
Узнать еще
- Активный контроль заготовок до обработки. Блокирующие устройства
- Базирование по плоскости и отверстию с применением установочных пальцев.
- Базирование призматических тел
- Базирование. Классификация баз (продолжение).
- Базирование. Классификация баз.
- Базирования заготовок
- Выбор метода получения заготовок

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
