Технология изготовления кованых и штампованых заготовок
Заготовки деталей из поковок получают методом свободной ковки на молотах или прессах. Из поковок изготавливают ступенчатые валы, валы-шестерни, крюки, траверсы и т. д. Размеры поковок определяются размерами детали и величинами припусков и допусков. Для поковок из углеродистой и легированной стали, получаемых свободной ковкой на молотах, величины припусков и допусков определяются ГОСТ 7829—70, а для поковок, получаемых на прессах,— ГОСТ 7062—67. Поковки последнего вида изготавливаются двух групп точности: I — повышенная и II — нормальная.
Получать заготовки методами свободной ковки целесообразно при единичном и мелкосерийном производстве, а также при изготовлении поковок больших габаритов.
Штэмпованые заготовки деталей ПТМ получают методом горячей объемной и холодной листовой штамповки.
Горячая объемная штамповка производится при помощи открытых или закрытых штампов, закрепляемых на молотах, прессах или машинах. В зависимости от величины припусков и допусков заготовки, изготовляемые горячей объемной штамповкой, делятся на четыре группы точности, определяемые ГОСТ 7505—74. Штамповкой в открытых штампах изготавливают заготовки валов, катков, зубчатых колес, крюков и др. Такую штамповку иногда применяют в качестве заключительной операции при изготовлении сложных заготовок. Последовательность выполнения технологических операций ковки грузового крюка крана показана на рис. 15 [48].
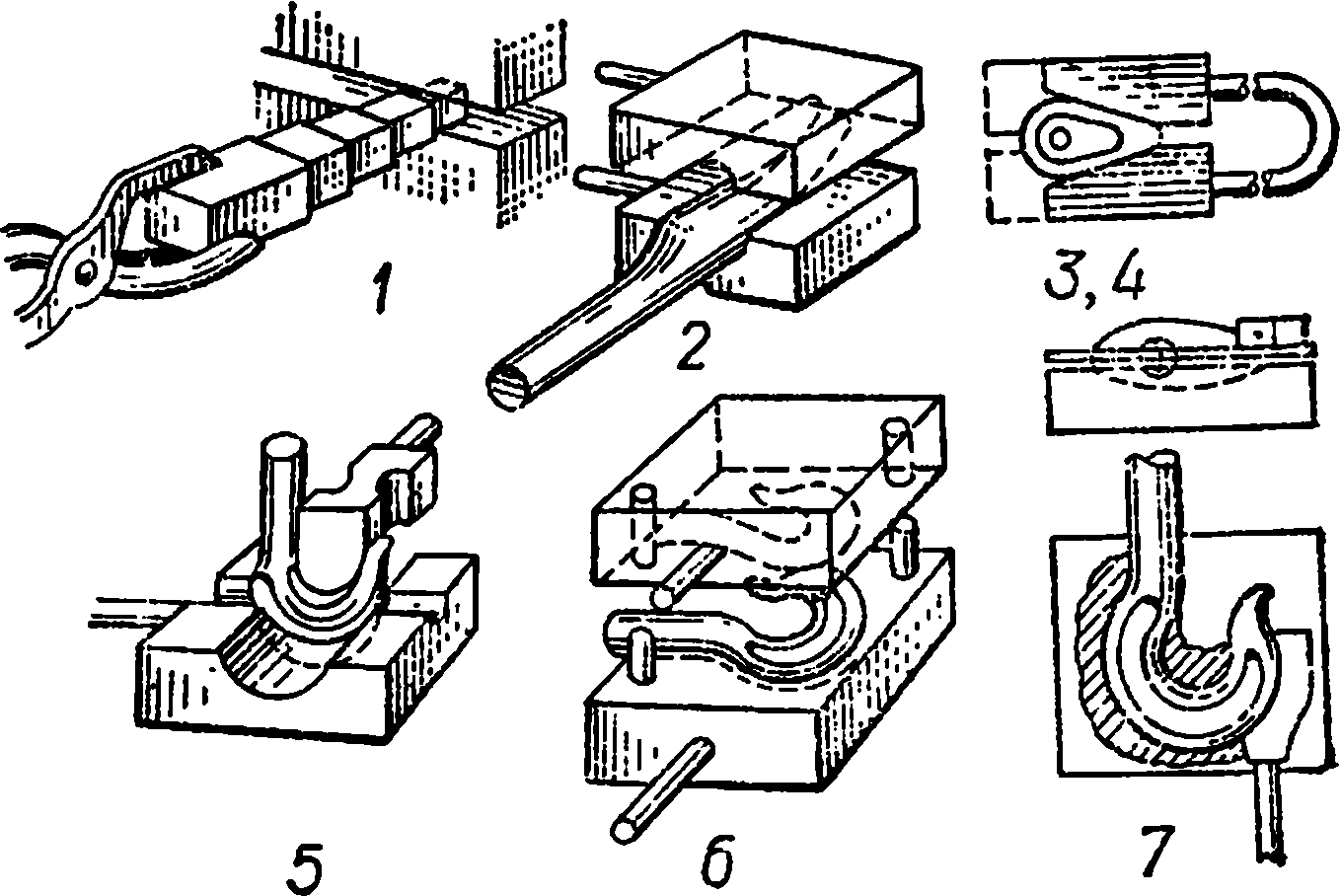
Рис. 15. Эскизы к технологическим операциям ковки крюка
Операция 1 — оттяжка конца заготовки на конус, выполняемая методом свободной ковки.
Операции 2, 3 — закатка конца заготовки в конусной обжимке и обкатка цилиндрической части в цилиндрической обжимке.
Операция 4 — поперечное обжатие заготовки на клиновое сечение в накладном штампе.
Операция 5 — гибка заготовки с помощью нижника и полукруглой накл'адки.
Операция 6 — штамповка в штампе.
Операция 7 — обрезка заусенца.
Штамповкой в закрытых штампах получают заготовки обойм зубчатых муфт, угловых букс, катков тележек подвесных конвейеров, ходовых колес, звездочек, рычагов.
Штампованые заготовки по сравнению с заготовками, полученными свободной ковкой, имеют меньшие величины припусков и большую чистоту поверхности. Процесс получения заготовок методом штамповки более производителен, но он требует сложной технологической оснастки и сложного оборудования. Учитывая
это, метод горячей объемной штамповки применяют при крупносерийном и массовом производстве.
Методом холодной листовой штамповки получают заготовки звеньев втулочно-роликовых цепей, крышки роликов конвейеров и других деталей из полосового или листового проката в вырубных штампах.
Методом листовой гибки получают заготовки деталей или элементы металлоконструкций: кронштейны площадок, ступени лестниц, усиливающие угловые накладки (рис. 16).
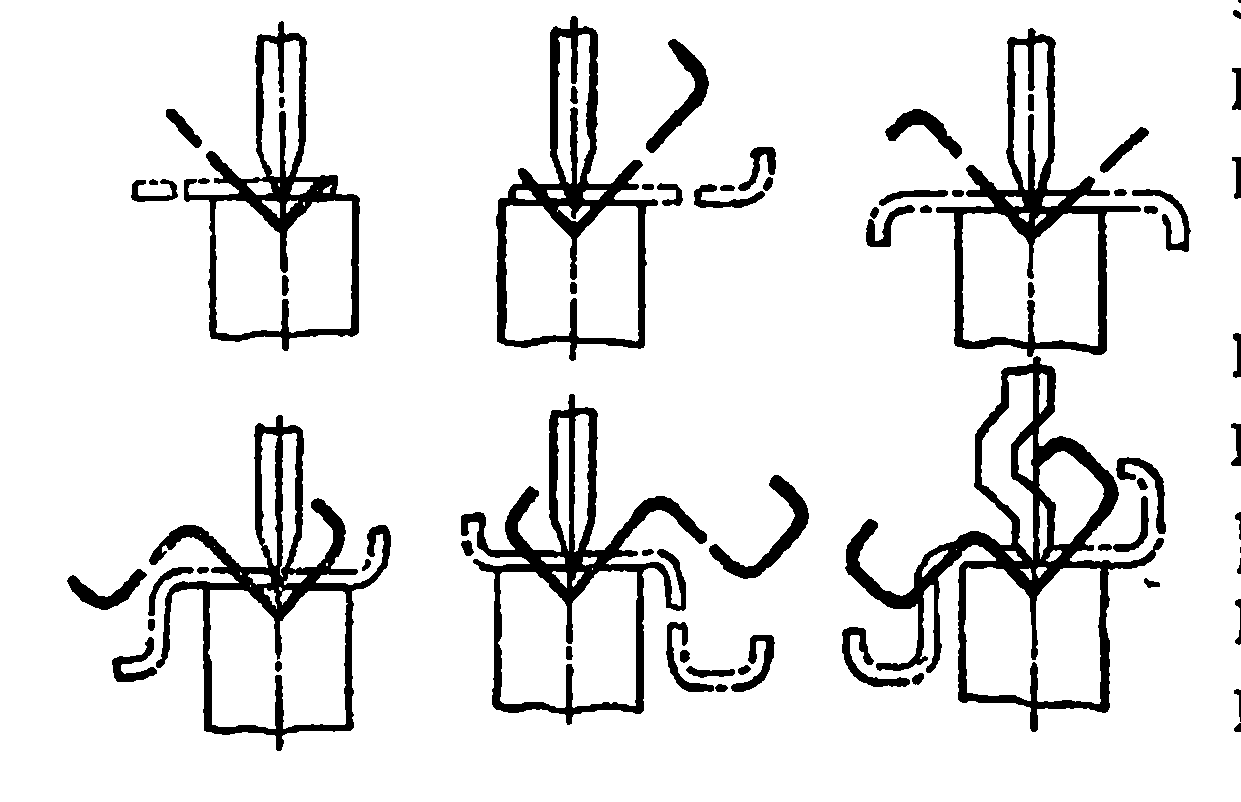
Рис. 16. Образование сложного гнутого профиля в гибочном штампе
С помощью вальцовки получают заготовки ходовых крановых колес, у которых обод формируется методом прокатки на специальных станах.
Дата добавления: 2017-01-08; просмотров: 2690;
Поиск по сайту
Узнать еще
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- IDEA NXT - новый подход в технологиях блочного симметричного шифрования
- II. СРАВНИТЕЛЬНАЯ ОЦЕНКА КАЧЕСТВА ИЗГОТОВЛЕНИЯ ПАЯННЫХ И ЦЕЛЬНОЛИТЫХ ЗУБНЫХ ПРОТЕЗОВ
- II. Технология производства ДСП. Шлифованное ДСП.
- III Раздел: ЭЛЕКТРОТЕХНОЛОГИЯ НА СТРОИТЕЛЬНОЙ ПЛОЩАДКЕ.
- А – полносборная заводского изготовления; Б – поэлементной сборки
- А- технологические этапы изготовления
- АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТРУБ НА ВООЛЖСКОМ ТРУБНОМ ЗАВОДЕ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
