Общая характеристика технологических процессов.
Характер технологических процессов механической обработки деталей ПТМ и способ размещения технологического и подъемнотранспортного оборудования цеха во многом определяются видом производства. При мелкосерийном производстве технологический процесс механической обработки деталей основан на использовании универсального оборудования, оснастки и инструмента с групповым расположением технологического оборудования (группа или участок токарных, фрезерных и других станков). Однако такое расположение оборудования усложняет и удлиняет технологические и грузовые потоки. за счет многократного транспортирования одних и тех же деталей на технологические участки (в соответствии с технологическим процессом обработки деталей).
При массовом производстве технологический процесс обработки основан на использовании принципа поточности, оборудование и рабочие места располагают в соответствии с последовательностью выполнения технологических операций (обработка, сборка, окраска), стремясь при этом к наиболее коротким (предпочтительно прямолинейным) транспортным связям. Это упрощает грузовые потоки, позволяет уменьшить количество подъемно-транспортных средств цеха, повысить производительность труда рабочих. Планировка линий и участков термической и механической обработки деталей, а также общей сборки тележек кранов с соблюдением принципов поточного производства приведена на рис. 19 (Узловский машиностроительный завод) [29].
При поточно-массовом производстве технологический процесс основывается на использовании специальных станков, токарных
автоматов и полуавтоматов, станков с программным управлением и другого современного оборудования. Для обработки таких деталей, как фланцы, полумуфты, широко применяются вертикальные шестишпиндельные полуавтоматы (рис. 20). Карусель станка
1 периодически поворачивается на угол 60°. В ней размещены вращающиеся вертикальные шпиндели с патронами 2, в которых закрепляют обрабатываемые заготовки. Режущий инструмент закрепляют в суппортах 3, которые могут передвигаться в вертикальной и горизонтальной плоскостях в направляющих колонны 4. В пяти суппортах инструмент закрепляется в соответствии с переходом, выполняемым на данной позиции, что позволяет одновременно обрабатывать пять заготовок. При каждом повороте карусели к шестой позиции, расположенной в разгрузочнопогрузочной зоне, подходит обработанная заготовка, рабочий снимает ее со станка и устанавливает черновую. Периодичность поворота карусели определяется тактом обработки заговок на позициях.
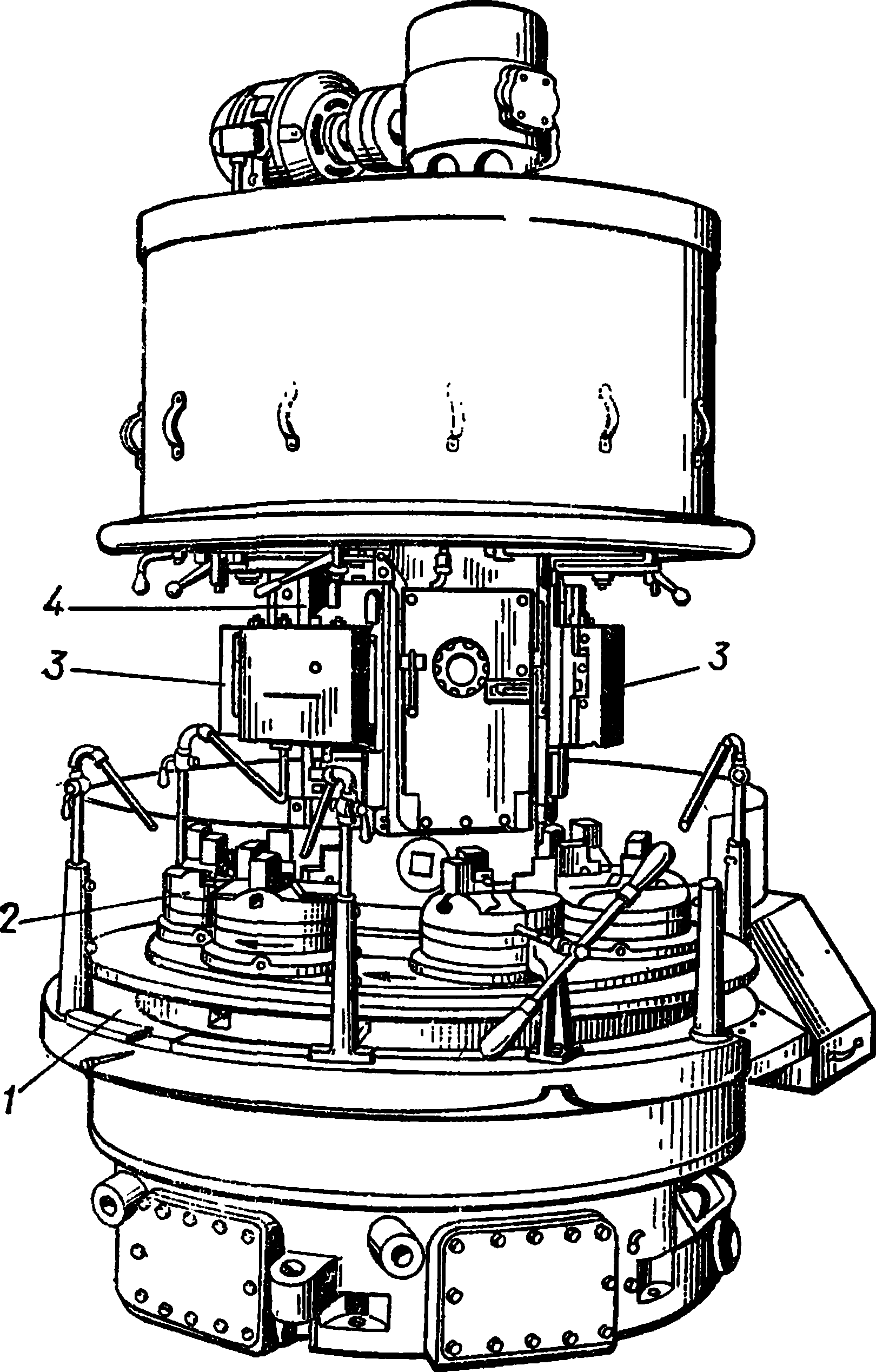
Рис. Вертикальный шестишпиндельный полуавтомат:
1-карусель станка, 2-патрон, 3-суппорты, 4-направляющие колонны
Дата добавления: 2017-01-08; просмотров: 2542;
Поиск по сайту
Узнать еще
- Cравнительная характеристика усилителей на БТ
- I. Загальна характеристика
- II. Монозы и их характеристика
- Nemathelmintes. Общая характеристика типа. Nematoda. Характеристика класса. Медицинское значение. Био- и геогельминты.
- Plahelmintes (Плоские черви).Общая характеристика типа. Морфология, систематика, основные представители, значение.
- Protozoa. Общая характеристика подцарства. Классификация. Представители. Медицинское значение.
- V. Механическая характеристика
- V. Упрощенная схема замещения трансформатора и внешняя характеристика.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
