Базирования заготовок
Черновые базы – необработанные поверхности заготовки, используемые при базировании. Чистовые базы – обработанные поверхности заготовки, используемые при базировании. Черновые базы используются только для первой установки, чистовые – для последующих.
Правила выбора черновых баз:
- необработанные (черновые) поверхности в качестве баз можно использовать только на первой операции. При дальнейшей обработке это не допускается;
- в качестве технологических баз следует принимать наиболее точные поверхности достаточных размеров, с наименьшей шероховатостью, без прибылей, литников, окалин и других дефектов. Это обеспечивает большую точность базирования и закрепления;
- если у заготовки обрабатываются не все поверхности, то за технологические для первой операции рекомендуется принимать поверхности, которые вообще не
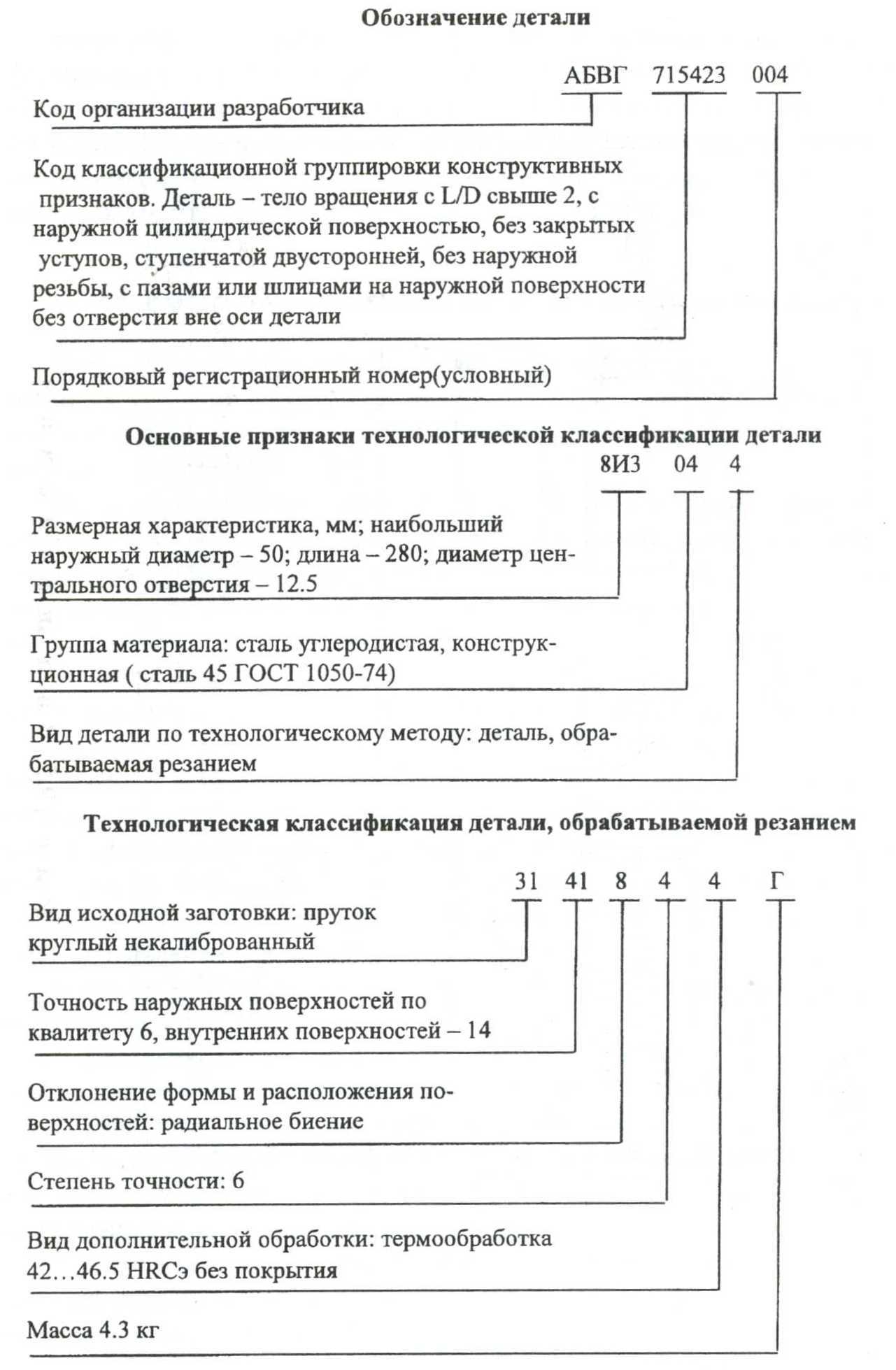
| Рис. 5.1. Пример формирования конструкторско-технологического кода шлицевого вала |
| Рис. 5.1. Пример формирования конструкторско-технологического кода шлицевого вала |
обрабатываются. Это обеспечивает наиболее точное относительное положение обрабатываемых и необрабатываемых поверхностей;
- если у заготовки обрабатываются все поверхности, то в качестве черновой базы целесообразно принимать поверхности с наименьшими припусками. Это позволяет лучше «выкроить» деталь и избежать появления «чернот»;
- черновая база должна выбираться с учетом обеспечения лучших условий обработки поверхностей, принимаемых в дальнейшем в качестве чистовых технологических баз.
Правила выбора чистовых баз:
- наибольшая точность обработки достигается при использовании на всех операциях механической обработки одних и тех же поверхностей, т.е. необходимо соблюдать принцип постоянства баз. При вынужденной смене баз необходимо переходить от менее точной базы к более точной;
- соблюдать принцип совмещения баз, согласно которому в качестве технологических баз используются измерительные базы. При их совмещении погрешность базирования равна нулю. При их несовпадении выбранная технологическая база считается приемлемой при условии, что погрешность базирования в сумме с погрешностью технологической системы не превышает допуск на размер, выдерживаемый на выполняемом переходе;
- точность, форма и размеры технологической базы должны обеспечивать необходимую точность обрабатываемой поверхности;
- для операций, на которых обеспечиваются требования по точности относительного расположения поверхностей, в качестве технологической базы выбираются поверхности, связанные с обрабатываемой требованиями по относительному расположению;
- в качестве технологической базы следует использовать те поверхности, которые связаны с обрабатываемой кратчайшей размерной связью;
- поверхности, которые будут использованы в качестве технологической базы в дальнейшем , должны быть обработаны на первой операции, желательно за один установ детали;
- выбранные технологические базы должны обеспечивать простую и надежную конструкцию приспособления, удобство и быстроту установки и снятия обрабатываемой детали. Поверхности детали не должны деформироваться под действием сил резания, зажима и собственной массы;
- базы, используемые на операциях окончательной обработки, должны иметь наибольшую точность;
- при отсутствии у заготовки надежных технологических баз, можно создать искусственные базы, изменив при необходимости конструкцию заготовки (бобышки, приливы, технологические и центровые отверстия и др.).
Выбор технологических баз сопровождается расчетом погрешностей базирования, что является основой для обоснования выбора схемы установки заготовки. Как правило, в зависимости от сложности детали может быть предложено несколько схем базирования, анализ которых производится на основе расчета технологических размерных цепей.
Дата добавления: 2016-06-29; просмотров: 3902;
Поиск по сайту
Узнать еще
- Активный контроль заготовок до обработки. Блокирующие устройства
- Базирование заготовок
- Влияние погрешности установки и базирования заготовки на станке или в приспособлении
- Выбор метода получения заготовок
- Выбор методов обработки поверхностей заготовок
- Дефекты заготовок, полученных обработкой давлением.
- Допуски радиального биения заготовок зубчатого колеса

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
