П.2. Материалы для моделей
В практике ювелирного литья применяются только воскоподобные модельные материалы с температурой плавления ниже 100 °C. Это позволяет удалять их горячей водой, паром или в термическом воздушном шкафу.
Такие воскоподобные составы используются для изготовления моделей как в расплавленном, так и в пластифицированном и пастообразном состояниях.
Главными компонентами легкоплавких смесей являются парафин, натуральный и синтетический стеарин, буроугольный или горный (монтановый), а также торфяной воски (битумы), сложные эфиры высших кислот, синтетические, полиэтиленовые, реже натуральные воски.
В качестве добавок, улучшающих реалогические свойства составов, повышающих их прочность и теплопроводность, снижающих хрупкость, используются кубовой остаток термического крекинга парафина, касторовое масло, этилцеллюлоза, канифоль, полиэтилен и др.
Требования, предъявляемые к модельным составам • Состав должен точно воспроизводить полость прессформы и не прилипать к ней.
• Модели после затвердевания должны иметь достаточную прочность, чтобы не деформироваться на всех технологических операциях.
• Состав должен быть несложным в приготовлении и содержать недорогие компоненты.
• Состав должен обладать хорошей жидкотекучестью в расплавленном состоянии для изготовления и выплавления его из формы.
• Плотность состава должна быть менее 1 кг/см3.
• Модельный состав должен хорошо смачиваться суспензией.
• Зольность состава должна быть минимальной.
• Модельный состав должен быть пригоден для многократного использования.
• Состав должен быть безвреден для работающих. Свойства отечественных модельных составов приведены в таблице 2.1.
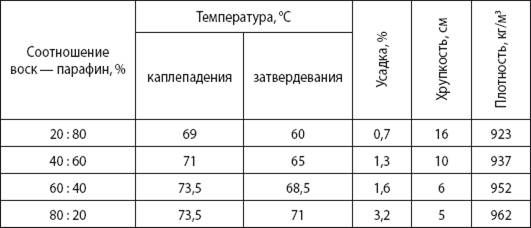
В ювелирной промышленности ряда производств применяют специальные импортные и отечественные модельные составы. Последние представлены в таблице 2.2.
Модели обычно изготовляются методом свободной заливки жидкого модельного состава, методом запрессовки жидкого модельного состава и методом запрессовки пластифицированного состава или пасты (смесь модельного состава с 10–15 % воздуха).
Растворимые модели В художественном литье растворимые модели применяются достаточно редко. Их применяют главным образом для изготовления стержней, выполняющих различные полости в моделях из обычных парафиностеариновых составов.
Таблица П.2.1 Выплавляемые модельные составы
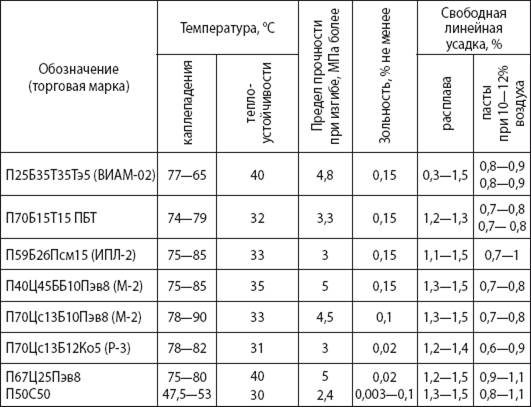
Условные обозначения: П – парафин; Б – буроугольный воск; Т – торфяной воск; Тэ – триэтиламин; Псм – пластичный смазочный материал ПВК (ГОСТ!953783); Ц – церезин; Пэв – полиэтиленовый воск (низкомолекулярный полиэтилен); Цс – синтетический церезин; Ко – Кубовый остаток крекинга парафина; С – стеарин.
Таблица П.2.2 Специальные модельные составы
Такие стержни устанавливают в прессформу и затем запрессовывают или заливают модельный состав. Материалом такого стержня служит карбамид. Удаление карбамидного стержня из модели производят растворением в воде. Полученная после этого полость модели точно отображает внешнее очертание растворившегося стержня с чистой и гладкой поверхностью и большой точностью общей конфигурации. Этот способ применяют для изготовления моделей с полостями, которые нельзя выполнить другими стержнями изза различных поднутрений. Растворенный в воде карбамид может быть повторно использован. Возвращение растворенного материала производится выпариванием воды. Хранение карбамида должно осуществляться в сухом помещении изза его гигроскопичности.
Растворимый воск В настоящее время появились водорастворимые литьевые воски ISM Hydrowax, которые поставляются в гранулах. Работа с ними заключается в следующем. Воск расплавляют при 100 – 120 °C и выдерживают в расплавленном состоянии не менее 24 часов. Перед началом работы его вакуумируют и выдерживают под вакуумом не менее 8 часов. Затем воск охлаждают до 72–76 °C и шприцем или инжектором производят заполнение холодной эластичной прессформы, в которой его выдерживают не менее 3х минут. Растворение проводят в воде при комнатной температуре в течение 5 минут.
С помощью растворимого воска можно значительно улучшить приведенный технологический процесс и получить более точную восковку, отливая ее целиком.
Дата добавления: 2017-01-08; просмотров: 2072;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. Проводниковые материалы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
