Литье в песчаные формы.
Основные операции:
· Изготовление формы;
· Плавка металла;
· Заливка формы и охлаждение отливки;
· Удаление отливки из формы;
· Удаление литников и зачистка отливок.
Формы бывают разовые, полупостоянные и постоянные. В зависимости от размеров отливки и типа производства применяют ручную и машинную формовку. Существует ручная формовка по деревянным моделям; машинная формовка по деревянным и металлическим моделям, а также по металлическим моделям со сборкой стержней в кондукторах.
В песчаных формах можно получать отливки самой сложной конфигурации с широким диапазоном по массе (10¸1000кг), толщина стенок h³ 3мм.
Получаемые отливки характеризуются:
· Низкой точностью размеров (14¸17 квалитет);
· Низким качеством поверхности (Rz = 320¸80мкм);
· Большими припусками механическую обработку.
По сравнению с другими методами литья, литье в песчаные формы требует наибольших затрат металла (КИМ = 0,55¸0,7). Стоимость изготовления отливок незначительна, но стоимость их механической обработки больше, чем заготовок, полученных другими способами литья.
В песчаных формах получают, преимущественно, отливки из стали, чугуна (серого и ковкого) и, реже, из цветных металлов. Этот метод применяется, чаще всего, в единичном и серийном производстве. Применение его в массовом производстве возможно только при высокой степени механизации.
Область применения: изготовление фланцев, крышек, втулок, корпусов насосов, редукторов и т.д.
Сущность процесса.
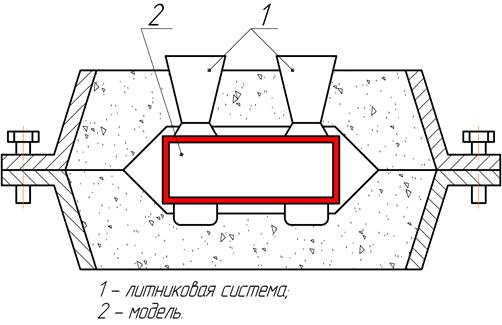
Форма состоит из верхней и нижней полуформ, которые взаимофиксируются при помощи литейных стержней. Для подвода расплавленного металла предусмотрена литниковая система. В качестве формовочного материала используется кварцевый песок, формовочная глина и вспомогательные материалы (графит, тальк, древесная мука и др.). Для изготовления форм используются облицовочные, наполнительные и единые смеси.
Облицовочной называется смесь, из которой изготавливают рабочий слой формы. Рабочим называют слой, соприкасающийся с расплавленным металлом. Его наносят на модель слоем толщиной 15-30мм. Облицовочная смесь содержит 50-90% формовочных материалов, а остальные 50-10% - это оборотная смесь для повторного потребления в качестве составляющей части формовочной смеси.
Наполнитель – смесь, используемая для наполнения форм после нанесения на поверхность модели облицовочного слоя. В состав наполнителя входит 90-98% оборотной смеси и 10-2% свежих формовочных материалов.
Единая смесь используется одновременно в качестве облицовочной и наполнительной. В ее состав входит 85-90% оборотной смеси и 15-10% свежих материалов. Единая смесь используется при механизированном производстве отливок.
Для приготовления формовочных смесей и стержней сушат и просеивают кварцевый песок и формовочную глину. Из отработанной смеси удаляют брызги металла, перемешивают составляющие с последующим вылеживанием для равномерного распределения влаги и разрыхления.
Пленочно-вакуумная формовка.
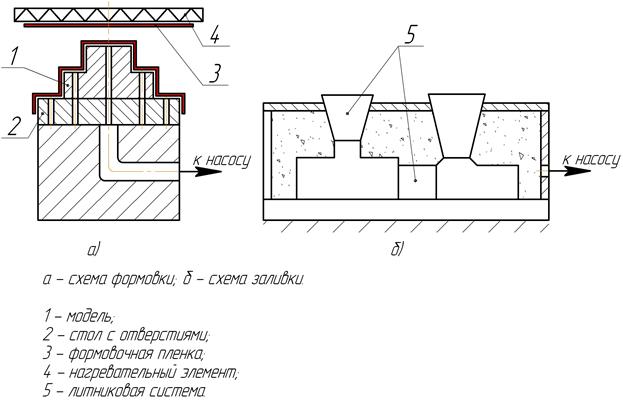
Формовочная пленка нагревается, провисает и обволакивает модель. Модель изготовляется из дерева. Под действием вакуума пленка плотно прилегает к модели, точно повторяя ее форму. Вакуумный насос удерживает песок в опоке. Вакуум держится в процессе заливки и отключается только после затвердевания отливки.
Дата добавления: 2016-12-27; просмотров: 3561;
Поиск по сайту
Узнать еще
- Билет №56. Строфика, твердые формы. Астрофичный стих.
- Вертикальные ограничения и их формы. Франчайзинг как особый вид вертикального контракта.
- Виды переработки пластмасс методами прессования и литьем под давлением
- Вопрос 1. Создания главной кнопочной формы.
- Грунты бывают скальные, песчаные и глинистые.
- Заготовки, получаемые литьём.
- Изготовление отливок электрошлаковым литьем
- Изменчивость. Основные формы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
