Виды переработки пластмасс методами прессования и литьем под давлением
1. Прямое прессование без предварительного подогрева.
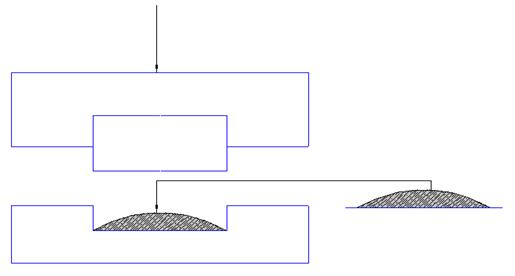
Подготовленную по массе или объему дозу пресс-порошка загружают в нагретую форму, где под действием температуры и давления материал принимает заданную форму и выдерживается до отверждения. Такой тех. процесс можно эффективно применять при изготовлении преимущественно изделий малой высоты, требующих засыпки порошка тонким слоем, а также изделий с малой толщиной стенок до 2 мм и несложной конфигурации.
В процессе прессования давление передается непосредственно на прессуемое изделие. В начале запрессовки оно достигает 25…40 МПа. Производительность можно увеличить при увеличении температуры формы.
Недостатки:
- образование облоя по линии разъема формы;
- необходимость создания повышенных условий прессования;
- трудность формирования изделий сложной конфигурации и изделий с
арматурой.
2. Прямое прессование с предварительным подогревом таблетирован-ного материала.
Таблетированный на гидравлических или механических таблет-машинах материал, разогревается в генераторах токов высокой частоты до требуемой температуры и загружается в форму, где происходит процесс прессования аналогичный предыдущему.
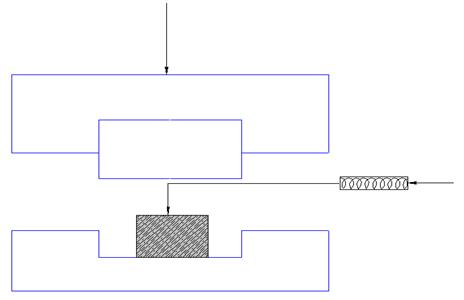
Этот метод более производителен по сравнению с предыдущим, так как предварительный подогрев уменьшает время отверждения пресс-материалов в 1,5…2 раза, позволяет получать изделия более сложной конфигурации и более высокого качества.
3. Литьевое прессование.
Предварительно подогретый в нагревательном устройстве таблетированный материал загружается не непосредственно в форму, а в спец. камеру, откуда под давлением плунжера масса перетекает через литниковую систему в оформляющие полости предварительно сомкнутые формы. Здесь при дальнейшей выдержке под давлением материал отверждается.
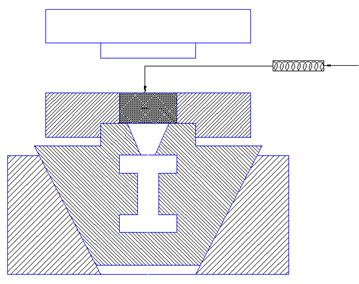
Метод позволяет получать изделия сложной формы с глубокими отверстиями малого диаметра. По плоскости разъема формы облой образуется в небольшом количестве либо отсутствует.
Недостатки:
- Повышенный расход материала из-за больших необратимых отходов на литники и на неизбежный технологический избыток материала в литьевой камере;
- Большая сложность и стоимость форм, чем при прямом прессовании.
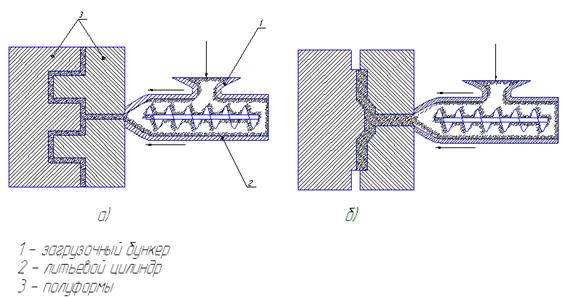
4. Прямое прессование с предварительной пластикацией пресс-порошка.
Сущность способа заключается в том, что предварительный подогрев материала, пластикация и дозировка осуществляется в цилиндре с вращающимся шнеком. Подготовка и дозирование порций материала, как правило, автоматически подается в форму.
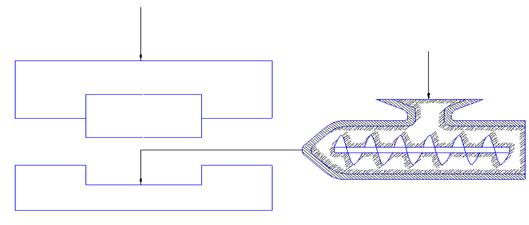
Предварительная шнековая пластикация предъявляет повышенные требования к стабильности свойств перерабатываемых материалов, особенно в отношении гранулометрического (ситового) состава и скорости отверждения пресс материалов.
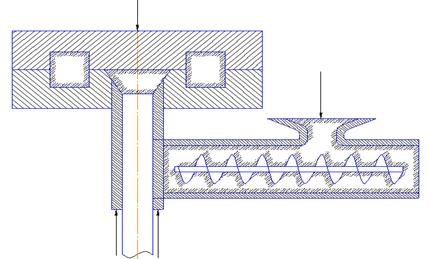
5. Литьевое прессование с предварительной пластикацией пресс-порошка.
Отличается от предыдущего метода тем, что подготовленный материал подается не в форму, а в литьевой цилиндр. Материал впрыскивается в закрытую форму плунжером. Процесс эффективен при изготовлении толстостенных сложных по форме армированных изделий.
Недостатки:
- Большая сложность и увеличенные размеры оборудования и оснастки. - Значительный объем наладочных работ при переходе с одного изделия на другое.
6. Литье под давлением реактопластов и термопластов
Является основным способом переработки термопластичных материалов в изделии. Он позволяет изготавливать высококачественные изделия с высокой степенью точности из разных марок пластмасс.
Процесс литья под давлением ведут на литьевых машинах при температуре литьевого цилиндра 160…280°С (в зависимости от применяемого материала) выдавливанием расплавленной пластмассы в охлажденную форму, где материал остывает и отверждается.
Для расширения технологических возможностей литьевых машин, помимо традиционного литья иногда применяют способы интрузии, а также совмещения литья и прессования. Основные отличия интрузионного формования заключаются в том, что операции пластикации и впрыска совмещены и начальная стадия заполнения формы происходит при вращающемся, но неподвижном в осевом направлении шнеке. Окончательное заполнение формы происходит при поступательном перемещении шнека без вращения. Последующие стадии аналогичны обычному литью.
Интрузионный способ позволяет получать отливки большего объема, чем номинальный объем впрыска литьевой машины на 30…35%. При совмещении литья с прессованием в период заполнения форма не полностью замкнута. Первоначально в приоткрытой форме на 0,05…0,2 мм получают заготовку близкую к изделию по конфигурации и размерам. Последующая операция – прессование происходит при замыкании форм с необходимым усилием, при этом изделие окончательно формируется и далее отверждается. Этот способ наиболее целесообразно применять при литье реактопластов и вспененных термопластов.
Дата добавления: 2016-12-27; просмотров: 3610;
Поиск по сайту
Узнать еще
- Arthropoda.Систематика.Блохи.Виды блох.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское и эпидемиологическое значение.Меры борьбы.
- HTML заголовок и его виды
- I. Выборы: понятие, значение и виды.
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- IDEA NXT - новый подход в технологиях блочного симметричного шифрования
- II. Абсолютное пространство по самой своей сущности, безотносительно к чему бы то ни было внешнему, остается всегда одинаковым и неподвижным».
- II. Оппозиционные организации и их роль в подготовке революции

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
