Формирование ковра.
Формирование ковра осуществляется при помощи формующих машин. Машины укладывают осмоленную стружку в форму. При этом формирование может быть одно- двух- и трехслойным. Трехслойное формирование ковра характерно для предприятий, использующих старое оборудование. При использовании такого оборудования внутренний слой делается из крупной стружки, а наружные - из очень мелкой. Трехслойное ДСП на срезе имеет ярко выраженные наружные слои.

| В современном оборудовании используется однослойная укладка, когда размер стружки меняется постепенно – от самой крупной в середине до самой мелкой по краям. При этом выделить на срезе какие-то слои не представляется возможным. Постепенность перехода обеспечивается устройством, разделяющим стружку при помощи воздушного потока. Формирование ковра осуществляется в таких машинах за один проход. На фото подпрессовщик ДСП постоянного типа действия. |
Стружечный ковер — это непрерывная лента определенной ширины и толщины. Он разделяется на пакеты, из которых и образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым образом влияет на качество плит (равноплотность, равнотолщинность).

Прессование.
Прессование и склеивание древесно-стружечных плит осуществляется в термопрессах, которое производится при 180°С и удельном давлении 2,5—3,5 МПа. Продолжительность прессования 0,3—0,35 мин на 1 мм толщины плиты.Различают два типа прессования - плоское и экструзионное.При плоском прессовании усилие пресса направлено перпендикулярно пласти плиты. В этом случае стружка располагается параллельно пласти, что несколько повышает механическую прочность ДСП (хотя существуют и противоположные мнения).
 Многоэтажная линия прессования ДСП. Многоэтажная линия прессования ДСП.
| При экструзионном прессовании давления пресса направлено на кромку плиты, а стружка располагается перпендикулярно направлению пласти. Механическая прочность плиты на изгиб в этом случае ниже. Большая часть вертикальных прессов экструзионного прессования относится к категории устаревших, хотя существуют и современные вертикальные прессы для производства экструзионного ДСП с внутренними каналами. Такая ДСП ламинируется и используется для производства мебели и некоторых столярных изделий (межкомнатные двери и т.п.)
Используются одноэтажные или многоэтажные линии прессования.
|
Современные многоэтажные прессы имеют размеры горячих плит, достигающие 6x3 м, до 22 рабочих промежутков (одновременно прессуются 22 древесностружечные плиты). Высота пресса достигает 8 м.
6. Охлаждение и обрезка плит ДСП.
Спресованные листы ДСП подвергаются обрезке под заданный торговый формат. Обрезание листа может происходить на горячую, сразу из под пресса или после его охлаждения. Таким образом разделяют горячую и холодную обрезку. Наиболее чаще в линии производства используют холодную обрезку.
Необходимость охлаждения плит ДСП связана с тем, что после выгрузки из термопресса они, во-первых, имеют очень высокую температуру, а во-вторых - достаточно большую разбежку по той же температуре и влажности. Влажность внешних слоев составляет около 2—4%, при том что внутренние слои ДСП содержат в это время около 10—13% влаги. Разница в температуре же может составлять порядка 80 градусов по Цельсию (105 снаружи и до 180 внутри). Такие градиенты являются источником внутренних напряжений. При дальнейшей обработке горячей плиты эти напряжения могут привести к ее деформации. Именно поэтому плите дают остыть в охладителях.
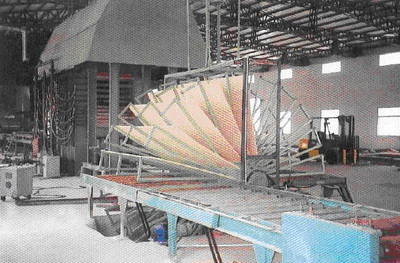 Охладитель ДСП веерный. Охладитель ДСП веерный.
| Для охлаждения древесно-стружечных плит используют веерные охладители, которые представляет собой установку с большим вращающимся барабаном, состоящим из нескольких десятков ячеек. При установке новой плиты барабан поворачивается на одну ячейку: при этом с другой стороны охладителя снимается плита уже достигшая температуры около 50 градусов. Производительность охладителей составляет порядка 200 листов в час: на охлаждение одной плиты толщиной 19 мм до температуры 50 градусов уходит порядка 12-15 минут. |
Обрезка листов происходит на нескольких специальных форматных станках.

| 
| 
|
| Станок для шлифовки торцов. | Станок для распила боковин. | Поперечный распиливатель боковин. |
Затем плиты перемещаются на промежуточный склад, укладываются в стопы, где выдерживаются не менее 5 суток.
Дата добавления: 2016-12-16; просмотров: 3107;
Поиск по сайту
Узнать еще
- II стадия – формирование абсцесса.
- III. Формирование личности посредством профориентации и организации досуговой деятельности.
- VIII. Формирование и структура характера
- Анализ исходных данных и формирование материала для эскизного проекта колористического решения интерьера
- Анализ спроса на продукцию и формирование портфеля заказов
- Антигитлеровская коалиция. Формирование коалиции
- Великое Московское княжество и освобождение русских земель от монгольского ига. Формирование центральных органов власти.
- Влияние океана и климатов Земли на формирование осадочных полезных ископаемых раннего протерозоя

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
