Соединение отложного воротника с горловиной в изделиях с отворотами
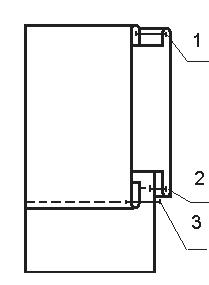
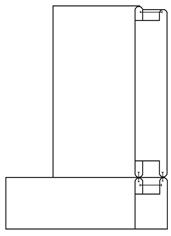
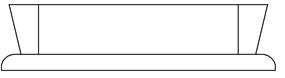
В изделиях из хлопчатобумажных и неосыпающихся шелковых тканей борта или только уступы бортов обтачивают одновременно с соединением воротника с горловиной за один прием. Для этого подборта складывают с деталями переда лицевыми сторонами внутрь, уравнивая срезы, и вкладывают воротник между ними. Концы воротника располагают на уровне надсечек, определяющих точки уступов. Со стороны подбортов стачивают уступы и втачивают воротник до плечевых швов или внутренних срезов подбортов, делая посадку воротника над плечевыми швами. Середина воротника совмещается с серединой горловины спинки. Около плечевого шва припуск на шов втачивания воротника надсекают, верхний воротник отгибают и дальше по спинке в горловину втачивают один нижний воротник. После вывертывания бортов на лицевую сторону на участке от уступов до плечевых швов шов втачивания воротника располагают между деталью переда и подбортом, а на участке между плечевыми швами шов втачивания нижнего воротника отгибают в сторону воротника. Срез стойки верхнего воротника на участке между плечевыми швами подгибают так, чтобы подогнутый край закрывал строчку втачивания нижнего воротника, и настрачивают его на расстоянии 1-2 мм от подогнутого края (рис. 131).
Воротник с низкой стойкой (менее 10 мм) на участке горловины спинки обрабатывают с обтачкой, выкроенной по форме горловины спинки. Обтачку притачивают к подбортам, втачивают воротник, шов втачивания настрачивают на обтачку.
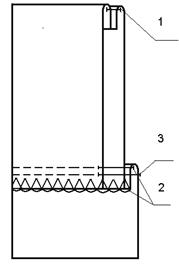
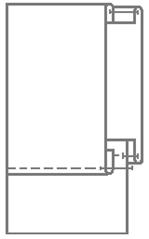
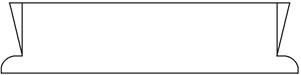
Воротник можно втачивать в горловину на стачивающе-обметочной машине швом шириной 7÷10 мм. Припуск на шов втачивания воротника настрачивают на изделие на расстоянии 4÷5 мм от строчки втачивания воротника (рис. 132).
а) б)
| Рис. 131. Соединение отложного воротника с горловиной в изделиях из тонких материалов: а) участок раскепов; б) участок горловины спинки | Рис. 132. Соединение воротника с горловиной на стачивающе-обметочной машине (участок горловины спинки) |
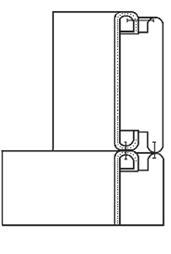
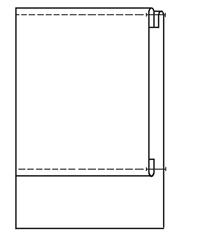
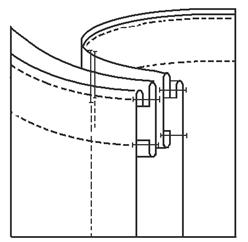
В изделиях из шерстяных или других толстых материалов втачивают нижний воротник в горловину и, не отрывая ниток, притачивают верхний воротник к подбортам по раскепам. Швы притачивания верхнего воротника к подбортам и шов втачивания нижнего воротника на участках от плечевых швов до уступов разутюживают, а на участке горловины спинки – заутюживают в сторону нижнего воротника. В изделиях с низкой застежкой нижние срезы разутюженных швов скрепляют между собой машинной строчкой или вручную на расстоянии 1-2 мм от шва соединения (рис. 133б).
На участке горловины спинки воротник соединяют аналогично рассмотренному ранее. Строчка настрачивания верхнего воротника по горловине спинки должна проходить по основной детали ниже шва втачивания нижнего воротника на 1-2 мм (рис. 133в).
а) б) в)
Рис. 133. Соединение отложного воротника с горловиной в изделиях
из толстых материалов:
а) участок раскепов в изделиях с высокой застежкой; б) участок раскепов в изделиях
с низкой застежкой; в) участок горловины спинки
Если при изготовлении таких изделий подборт соединяют с клеевой прокладкой, то для обеспечения красивого внешнего вида изделия дублированию подвергают верхний воротник.
В мужских верхних сорочках бывают воротники разных типов, например, стойка, апаш и др. Однако наиболее распространенным является так называемый отложной воротник сорочечного типа с застежкой по стойке на обметанную петлю и пуговицу. В зависимости от модели изделия он может быть с отрезной или цельновыкроенной стойкой.
В зависимости от толщины, плотности и структуры применяемых материалов, оказывающих влияние на толщину и ровноту обрабатываемых краев детали, степень пролегания швов на лицевую сторону, применяют различные способы обработки воротников. Воротники обтачивают по отлету и концам вместе с прокладкой или только по отлету, со смещением швов обтачивания по концам и без их смещения с последующим настрачиванием прокладки по шву обтачивания отлета, с отделочными строчками по краям и без них.
Для получения устойчивой формы воротников применяют дополнительные усилители к основной прокладке. Основная прокладка с учетом особенностей эксплуатации сорочек проектируется из материалов с точечным покрытием полиэтилена. Конструкция усилителей определяется моделью. В зависимости от модели воротника усилители располагают так, чтобы срезы их совпадали со срезами основной прокладки или располагались со смещением на ширину шва по отлету и концам и по срезу стойки (рис. 134).
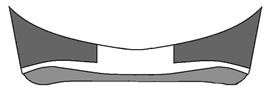
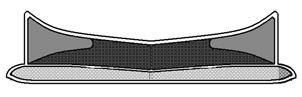
Рис. 134. Варианты усилителей прокладок воротников сорочек
Временное соединение дополнительных усилителей с основными прокладками может осуществляться в нескольких точках на специальном аппарате, постоянное прикрепление производят на прессах.
При обработке воротников мужских и детских сорочек с прямыми или острыми концами верхние воротники могут быть с припуском по концам, а нижние – меньше на величину этого припуска. В воротниках с отрезной стойкой (рис. 135а) припуск величиной 20÷30 мм располагают параллельно концам воротника. Припуски в воротниках с цельновыкроенной стойкой (рис. 135б) имеют по отлету 20÷30 мм, а к верхней точке выступа стойки этот припуск сводят на нет.
а) б)
Рис. 135. Воротник мужской сорочки с переходящими концами:
а) с отрезной стойкой; б) с цельновыкроенной стойкой
При обработке воротников с переходящими концами швы соединения боковых срезов верхнего и нижнего воротников отгибают к середине нижнего воротника. В воротнике, представленном на рисунке 135б, стачивают припуск верхнего воротника с нижним воротником, одновременно обтачивая концы стойки; после этого обтачивают воротник по отлету.
На рисунке 136 представлена сборочная схема воротника с цельновыкроенной стойкой.
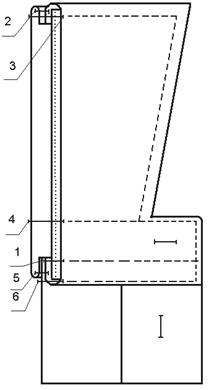
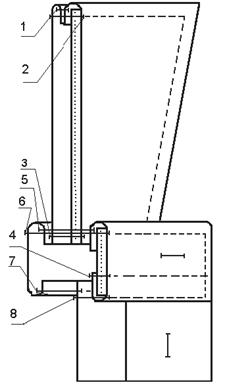
| Рис. 136. Обработка воротника с цельновыкроенной стойкой | Рис. 137. Обработка воротника с отрезной стойкой |
Нижний срез прокладки огибают стойкой верхнего воротника и прокладывают строчку 1 на расстоянии 5-6 мм от края. Воротник обтачивают (строчка 2). После вывертывания и приутюживания прокладывают отделочную строчку 3. Строчку по линии перехода отлета в стойку прокладывают на 5 мм ниже линии перегиба нижнего воротника, образуя напуск из ткани верхнего воротника.
Воротник втачивают со стороны нижнего воротника (строчка 5). Швы отгибают в сторону воротника, верхний воротник настрачивают на горловину (строчка 6) на расстоянии 1-2 мм от подогнутого края.
При обработке воротника на полуавтомате обтачивание воротника производится по заданному контуру на расстоянии от срезов 5÷7 мм.
При обработке воротников с отрезной стойкой (рис. 137) отлет воротника обрабатывается как обычно, после чего параллельно нижнему срезу воротника прокладывается скрепляющая строчка 3 на расстоянии 3-4 мм от среза. При этом предусматривается слабина верхнего воротника примерно на 2 мм для огибания нижнего.
Прокладка в верхнюю стойку выкраивается на 10÷12 мм уже основной детали. Нижний срез прокладки огибают нижним краем стойки и застрачивают на расстоянии 5÷7 мм. Отлет воротника вкладывают между нижней и верхней стойками и втачивают (строчка 5). После вывертывания и приутюживания воротника прокладывают строчку 6 на расстоянии 2-3 мм от шва. Нижний воротник втачивают в горловину (строчка 7), верхний настрачивают на горловину (строчка 8).
Горловина изделия без воротника может быть обработана с использованием обтачки; бейки, выкроенной под углом 45о к направлению нитей основы; окантована.
При обработке горловины обтачкой в изделиях без застежки части обтачки складывают лицевыми сторонами внутрь, уравнивая срезы, и стачивают швом шириной 5÷7 мм. Обтачка может быть соединена с клеевой или неклеевой прокладкой. Шов стачивания частей обтачки разутюживают, обтачку приутюживают. Внутренний срез обтачки обметывают, а в изделиях из легкоосыпающихся материалов – внутренний срез обтачки подгибают наизнанку на 5÷7 мм и застрачивают на расстоянии 2 мм от подогнутого края.
Если в изделии обработана застежка от горловины переда или спинки, концы обтачки притачивают к подбортам (обтачкам или припускам на обработку застежки). Ширина шва 7 мм. Швы отгибают в сторону подбортов (обтачек застежки).
Обтачку лицевой стороной накладывают на лицевую сторону горловины изделия, уравнивая срезы, а швы стачивания обтачек горловины переда и спинки совмещая с плечевыми швами изделия и обтачивают горловину со стороны обтачки. В изделиях из легкоосыпающихся материалов шов обтачивания горловины обметывают. Если линия горловины сложной конфигурации, то шов надсекают в нескольких местах, не доходя до строчки на 1-2 мм. Шов обтачивания горловины отгибают в сторону обтачки и настрачивают по лицевой стороне обтачки на расстоянии 3 мм от строчки (рис. 138а). Внутренний срез обтачки настрачивают на плечевые швы двойной строчкой, а к спинке и переду прикрепляют потайными стежками, располагая их между серединой переда и спинки и плечевыми швами, а в изделиях с большим вырезом горловины – посередине переда и спинки.
а) б)
Рис. 138. Обработка горловины обтачкой в изделиях:
а) без отделочной строчки по горловине; б) с отделочной строчкой по горловине
В изделиях из хлопчатобумажных тканей допускается обтачивать горловину до стачивания плечевых срезов. В этом случае перед и спинку обрабатывают обтачками отдельно. Обтачку переда перегибают в сторону изнанки, шов выправляют. Перед складывают со спинкой лицевыми сторонами внутрь, уравнивая плечевые срезы и обработанные края горловины, затем обтачку спинки перегибают и укладывают на изнаночную сторону переда и стачивают плечевые срезы (рис. 139). Плечевые швы в верхних углах подрезают, оставляя припуск 2-3 мм. Обтачку спинки отвертывают в сторону спинки, шов выправляют.
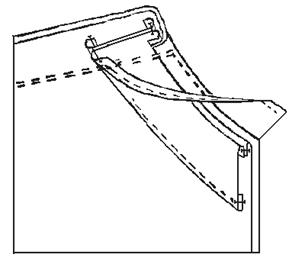
Рис. 139. Обработка горловины обтачкой в изделиях
из хлопчатобумажных тканей
При обработке изделий из легкоосыпающихся материалов, а также если согласно модели горловину обрабатывают с прокладкой из нетканого материала без клеевого покрытия, одновременно с обтачиванием горловины притачивают прокладку, располагая ее со стороны изнанки основной детали. Закрепление канта выполняют обычным способом. Обметывание внутренних срезов обтачки и прокладки выполняют в конце обработки (рис. 140).
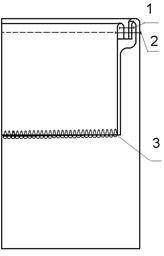
Рис. 140. Обработка горловины обтачкой в изделиях
из легкоосыпающихся материалов
При обработке горловины бейкой, выкроенной под углом 45о к нитям основы, применяют двухигольную машину со спецприспособлением для подгибания срезов бейки и горловины внутрь (рис. 141). Средние срезы спинки стачивают вместе с бейкой и закрепляют припуски на швы второй поперечной строчкой.
а) б)
Рис. 141. Обработка горловины бейкой:
а) настрачивание бейки; б) закрепление припусков на швы по спинке
Вырез горловины может быть обработан окантовочной полоской. Окантовочный шов выполняют с использованием специального приспособления. Если окантовочная полоска заканчивается в среднем шве спинки, ее срезы стачивают вместе со средними срезами спинки и закрепляют края второй поперечной строчкой. Концы окантовочной полоски могут переходить в завязки.
Дата добавления: 2016-11-29; просмотров: 6933;
Поиск по сайту
Узнать еще
- II. Соединение трёхфазной нагрузки звездой без нейтрального провода (симметричная нагрузка).
- III. Расчёт электрического состояния цепи с последовательным соединением элементов L, R, C.
- IV. Расчёт цепи с параллельным соединением R, L, C элементов
- RLC-контур с параллельным соединением элементов в цепи переменного тока.
- А — наложение первого ряда мышечно-мышечных швов; б — наложение второго ряда мышечно-мышечных швов; в — соединение краев пузырно-маточной складки брюшины (перитонизация).
- б) параллельное соединение
- Вметывание нижнего воротника на II примерку
- ВОПРОС 6. ВИДЫ СВАРКИ. СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
