Технологический процесс обработки изделий из трикотажа
Трикотаж – вязаное изделие или полотно, состоящее из петель, переплетающихся между собой. Его структура – петельные ряды и вертикальные петельные столбики.
Трикотаж бывает одинарный (однофонтурный) и двойной (лицевые петли с двух сторон), поперечно-вязаный (кулирный) и продольно-вязаный (основовязаный). Двухлицевые полотна дают возможность использовать изнаночную сторону как отделочную.
Машины для изготовления трикотажа бывают двух типов: плоские – с них получается полотно, круглые – с них получается трубка или купон.
Купон – трубка полотна с заработанным нижним краем. Длина основной части купона зависит от его назначения – для стана жакета или джемпера, рукавов, платья или юбки.
Между смежными купонами вяжется разделительный ряд. Выдергивая вручную нить разделительного ряда, купоны отделяют друг от друга после снятия с машины. Нить разделительного ряда должна быть прочной, гладкой и по цвету отличаться от нити заработки.
Выработка комплектов купонов для изделий может осуществляться двумя способами:
1) на каждой машине вяжется комплект купонов для всего изделия;
2) комплект купонов для изделия вырабатывается в зоне машин, обслуживаемых одной вязальщицей. Например, на машинах одного диаметра вяжутся купоны для рукавов, на машинах другого – для станов и т.д.
Стан купонного изделия, как правило, не имеет боковых швов; подкраивают только срезы горловины и проймы.
В зависимости от способа производства верхние трикотажные изделия бывают кроеные, полурегулярные и регулярные. Регулярные изделия получают из деталей, форма которых создается непосредственно в процессе вязания.
В зависимости от растяжения по ширине при нагрузке 0,006 Н полотна делят на 3 группы:
1 группа – до 40 %;
2 группа – 40÷100 %;
3 группа – свыше 100 %.
Начальная обработка основных деталей состоит из соединения их частей, выполнения отделочных строчек и стачивания вытачек. По срезам пройм, горловины может быть проложена строчка для предохранения их от растяжения.
Соединение частей переда или спинки может быть выполнено на краеобметочной трехниточной, краеобметочной четырехниточной машине, машине двухниточного цепного или челночного стежка с последующим обметыванием срезов. Соединение челночной строчкой применяется на участках, не подвергающихся растяжению при носке. В изделиях из капроновых (полиамидных) и лавсановых (полиэфирных) трикотажных полотен части подбортов, обтачек, поясов, срезы воротников, манжет, клапанов, планок могут быть соединены сварными швами. Срезы деталей, не соприкасающихся с телом, оплавляют. В изделиях из полотен 1 группы растяжимости из химических нитей и пряжи (кроме изделий из полиакрилонитрильной пряжи) долевые срезы деталей не обметывают.
Вытачки в трикотажных изделиях проектируются неразрезные. Их стачивают на машинах челночного или двухниточного цепного стежка и заутюживают.
Карманы в трикотажных изделиях могут быть прорезные, накладные, расположенные в швах соединения деталей, декоративные.
Клапаны могут быть цельновыкроенными, обтачными или одинарными. Обтачивание клапанов по боковым или трем сторонам выполняют швом 4-5 мм на стачивающих машинах двухниточного челночного или цепного стежка (1276-6 кл. ЗАО ЗПШМ г. Подольск).
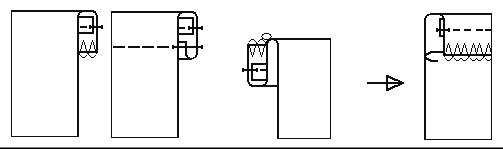
Боковые и нижний срезы клапана (как одинарного, так и двойного) могут быть отделаны бейкой с машины «Комец» на машине трехниточного плоского (рис. 142а) либо двухниточного цепного стежка (рис. 142б) с приспособлением для подачи бейки под лапку машины или цельновязаной бейкой на кеттельной машине (рис. 142в). Верхний срез клапанов обметывают.
а) б) в)
Рис. 142. Обработка боковых и нижнего срезов клапана на плоскошовной машине (а), машине двухниточного цепного стежка (б),
кеттельной машине (в)
Сборка кармана осуществляется по типовой последовательности на стачивающей машине челночного или двухниточного цепного стежка, двухигольной машине с ножом. Подкладка кармана – из того же полотна. После прорезания входа в карман закрепляют рамку. В зависимости от свойств полотна притачивание обтачек и прокладывание отделочных строчек по рамке можно совместить. Подкладку кармана стачивают на стачивающе-обметочной машине трехниточного цепного стежка. Строчка при максимальной затяжке игольной нитки в стежке обеспечивает достаточно прочное соединение. Уголки кармана закрепляют двойной строчкой на стачивающей машине челночного стежка.
Листочка в трикотажных изделиях может быть отрезной или цельновыкроенной с подкладкой кармана. В изделиях высшего качества и из растяжимых полотен на листочку с изнаночной стороны настрачивают кромку.
Накладные карманы по верхнему краю могут быть обработаны швом вподгибку, планкой с заработанным краем; нижний и боковые края могут быть окантованы бейкой или обработаны на кеттельной машине.
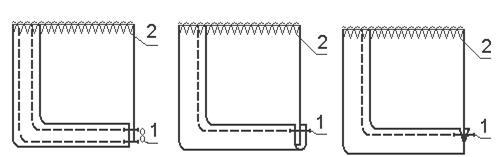
Если верхний край кармана обрабатывается припуском, то на него настрачивают кромку. Край припуска может быть обметан (рис. 143а), настрочен на карман (рис. 143б) или закреплен на двухниточной обметочной машине (рис. 143в).
а) б) в)
| Рис. 143. Обработка верхнего края накладного кармана с обметыванием (а), настрачиванием (б) среза, закреплением на двухниточной обметочной машине (в) |
Нижний и боковые срезы кармана могут быть обметаны; окантованы бейкой; обработаны на кеттельной машине; обработаны бейкой на плоскошовной машине.
Накладной карман может быть цельновыкроенным с клапаном.
Карманы в швах соединения деталей могут обрабатываться как с двумя деталями подкладки кармана, так и с цельновыкроенным припуском на обработку .
Декоративные клапаны соединяют с изделием также, как и в одежде из тканей.
Борта могут быть с цельновыкроенными или отрезными подбортами, отделываться планками, бейками и обтачками. В изделиях с цельновыкроенными подбортами срезы подбортов обметывают и настрачивают на подборта тесьму, прокладку из ткани или флизелина или соединяют подборта с клеевой прокладкой.
При обработке застежки с отрезными подбортами на них также настрачивается тесьма или прокладка при обтачивании входит в шов.
Обработка борта бейками (окантовывание, на плоскошовной или кеттельной машине) или планками выполняется аналогично обработке краев накладных карманов, клапанов.
Обработка бортов и горловины обтачками, двойной кроеной бейкой, бейкой с заработанными краями должна производиться после стачивания плечевых и боковых срезов изделия на швейных машинах с дифференциальным продвигателем материала, причем скорость подающей рейки должна быть больше, чем вытягивающей.
При обработке застежки на планки они притачиваются или прикеттлевываются к краям разреза.
Дата добавления: 2016-11-29; просмотров: 3892;
Поиск по сайту
Узнать еще
- AMD Opteron (Socket 940), Intel Xeon Dempsey и Xeon Woodcrest (Socket 771): популярные серверные двуядерные процессоры.
- I-s диаграмма рабочего процесса ГТД
- I. Диалектический характер процесса познания
- I. Обработка поверхности изделий.
- I.1.3 ТЕРМОДИНАМИЧЕСКИЙ ПРОЦЕСС. ИЗОПРОЦЕССЫ
- I.2.3 ПЕРВЫЙ ЗАКОН (НАЧАЛО) ТЕРМОДИНАМИКИ. ПРИМЕНЕНИЕ ПЕРВОГО ЗАКОНА ТЕРМОДИНАМИКИ К ИЗОПРОЦЕССАМ
- Intel - первый производитель, представивший четырёхядерные процессоры. Clovertown собирается из двух двуядерных кристаллов Woodcrest, помещённых в одну упаковку.
- N в процессе иммунного ответа антигенам 1-го класса принадлежит ведущая роль во взаимодействии между клеткой-эффектором (Т киллеры) и клеткой-«мишенью»

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
