Классификация калибров
Гладкие предельные калибры различаются по наименованию, конструкции и по назначению.
По наименованию калибры делятся на:
− скобы;
− пробки.
По конструкции калибры бывают:
- жёсткие и регулируемые;
- цельные и составные;
- односторонние, двухсторонние и совмещённые.
По назначению калибры делятся на:
− рабочие;
− приёмные;
− контрольные.
Рабочие калибры (Р-ПР, Р-НЕ) предназначены для контроля деталей в процессе их изготовления. Эти калибры используют рабочие и контролёры ОТК завода-изготовителя. При этом контролёры пользуются частично изношенными калибрами Р-ПР и новыми калибрами Р-НЕ, так называемыми приёмными калибрами.
Приёмные калибры предназначены для проверки деталей представителями заказчика. Эти калибры были официально в системе ОСТ. В современных стандартах они не предусмотрены, но они могут быть введены стандартами предприятий. Приёмные калибры специально не изготовляются, а отбираются из рабочих калибров (частично изношенных Р-ПР и новых Р-НЕ). Это делается для страховки от появления случайного исправимого брака и для того, чтобы правильно принятые рабочими калибрами детали не были забракованы калибрами контролёра и представителя заказчика.
Контрольные калибры(контркалибры) предназначены для установки на размер регулируемых калибров-скоб и контроля нерегулируемых калибров-скоб в процессе их изготовления и эксплуатации. Контркалибры предназначены только для скоб, то есть они применяются только при изготовлении валов. Применение контркалибров при обработке отверстий экономически нецелесообразно: рабочие калибры-пробки проще контролировать приборами, чем применять трудно изготавливаемые и дорогостоящие контркалибры-скобы.
Следовательно, контркалибры – только пробки:
– К-ПР – для скобы Р-ПР;
– К-НЕ – для скобы Р-НЕ;
– К-И – для изъятия из эксплуатации предельно изношенных скоб Р-ПР.
Несмотря на малую величину допуска контркалибров, они все же искажают установленные поля допусков на изготовление и износ рабочих калибров, поэтому контркалибры по возможности не следует применять. Их целесообразно заменять, особенно в мелкосерийном производстве, и тем более в единичном, концевыми мерами длины или использовать универсальные измерительные приборы. Детали с допуском 01...5 квалитетов не рекомендуется проверять калибрами, так как при малых допусках они вносят значительную погрешность измерения, а изготовление калибров такой точности сложно и трудоёмко. В таких случаях детали проверяют универсальными измерительными средствами и приборами.
Для снижения затрат на калибры стремятся увеличить их износостойкость за счёт применения твёрдых сплавов и нанесения износостойких покрытий на их рабочие поверхности.
3.2 Допуски калибров
Допуски и отклонения размеров калибров устанавливает ГОСТ 24853-81«Калибры гладкие для размеров до 500 мм. Допуски». Стандарт предусматривает следующие допуски и отклонения калибров:

| – | допуск на изготовление калибров-пробок для отверстия; |
| H1 | – | допуск на изготовление калибров-скоб для вала; |
| Hp | – | допуск на изготовление контрольного калибра для скобы; |

| – | отклонение середины поля допуска на изготовление пробки Р-ПР относительно наименьшего предельного размера отверстия; |

| – | отклонение середины поля допуска на изготовление скобы Р-ПР относительно наибольшего предельного размера вала; |

| – | допустимый выход размера изношенной пробки Р-ПР за границу поля допуска отверстия; |

| – | допустимый выход размера изношенной скобы Р-ПР за границу поля допуска вала; |

| – | величина для компенсации погрешности контроля калибрами отверстий с размерами свыше 180 мм; |

| – | величина для компенсации погрешности контроля калибрами валов с размерами свыше 180 мм. |
3.3 Схемы расположения полей допусков калибров
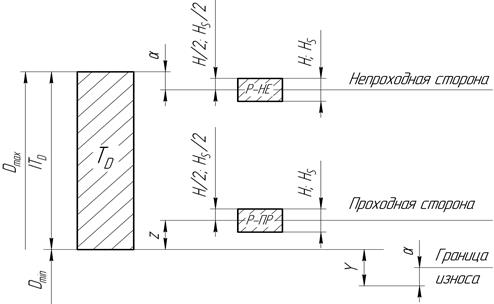
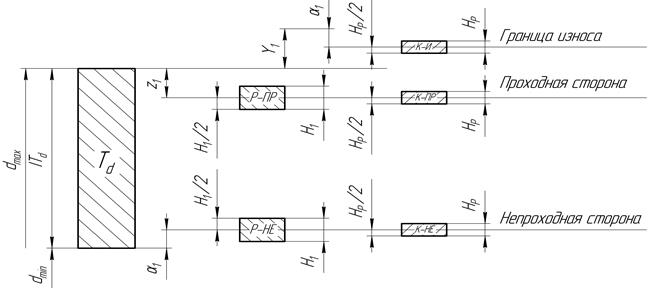
ГОСТ 24853-81предусматривает восемь схем расположения полей допусков калибров в зависимости от квалитетов и номинальных размеров проверяемых деталей. Наиболее общими являются схемы для отверстий (рису- нок 3.2 а) и валов (рисунок 3.2 б) квалитетов 6, 7 и 8 с номинальными размерами свыше 180 мм.
Остальные схемы представляют собой частные случаи указанных общих схем расположения полей допусков калибров. Для калибров Р-ПР кроме допуска на изготовление предусматривается допуск на их износ. При этом поле допуска калибра сдвинуто внутрь поля допуска детали, а поле допуска на износ выходит за границу поля допуска детали. Для деталей 9...17 квалитетов (при больших допусках) поле допуска на износ калибра располагается внутри поля допуска детали и ограничено ее проходным пределом, т.е. Y = 0 и Y1 = 0. При номинальных размерах до 180 мм погрешность контроля деталей калибрами незначительна и поэтому не учитывается, т.е.  и
и  .
.
а)
б)
Рисунок 3.2 – Схемы расположения полей допусков калибров для отверстий (а) и валов (б) квалитетов 6, 7 и 8 с номинальными размерами свыше 180 мм
Следует отметить, что на схемах износ калибров Р-ПР нагляднее и удобнее изображать не границей износа, а полем допуска на износ по аналогии с полем допуска на изготовление, как это показано на рисунке 3.3.
Сдвиг полей допусков калибров и границ износа их проходных сторон внутрь поля допуска детали устраняет возможность искажения характера посадок и гарантирует получение размеров годных деталей в пределах установленных допусков. Этого в полной мере невозможно добиться для точных деталей (квалитеты 6...8) ввиду довольно жёстких допусков и повышения стоимости изготовления деталей. Поля допусков на износ калибров Р-ПР для таких деталей выходят за пределы проверяемого поля допуска. Допуск детали при этом несколько расширяется, не вызывая нарушения взаимозаменяемости.
3.4 Расчёт исполнительных размеров калибров
Исполнительными размерами калибров называются размеры, по которым изготовляются калибры.
На чертежах калибров допуски на их изготовление задают «в тело» калибра, то есть как для основного отверстия и основного вала. В качестве номинального размера калибра принимают размер, соответствующий наибольшему количеству металла в калибре. Таким образом, на чертеже скобы проставляют её наименьший предельный размер с положительным отклонением, для пробки (рабочей и контрольной) – наибольший размер с отрицательным отклонением.
Приведём основные расчётные формулы для определения размеров калибров.
Наибольший размер новой проходной пробки:
 .
.
Наименьший размер изношенной проходной пробки
 .
.
Наибольший размер непроходной пробки
 .
.
Наименьший размер проходной новой скобы
 .
.
Наибольший размер изношенной проходной скобы
 .
.
Наименьший размер непроходной скобы
 .
.
Наибольшие размеры контрольных калибров:
 ;
;  ;
;
 .
.
Размеры калибров, полученные расчётом, округляются в соответствии с ГОСТ 24853-81. Табличный метод расчёта исполнительных размеров рабочих калибров, более простой для практического применения, изложен в этом же стандарте.
Рассмотрим пример расчёта исполнительных размеров калибров для контроля деталей соединения  .
.
По ГОСТ 25347-82 и ГОСТ 24853-81находим предельные отклонения размеров деталей и необходимые данные для расчёта размеров калибров:
EI = 0; ES =+30мкм; ei = – 29 мкм; es = – 10 мкм;
H = H1 = 5 мкм; HP = 2 мкм; Z = Z1= 4 мкм;
Y = Y1 = 3 мкм; a = a1=0.
Построим схему расположения полей допусков калибров (рисунок 3.3).
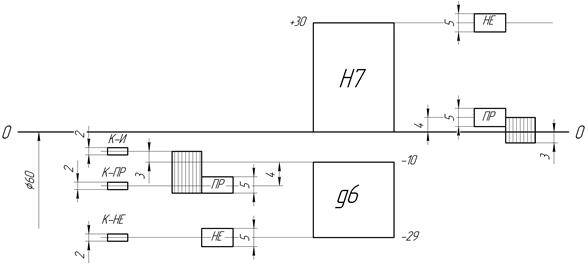
Рисунок 3.3 – Схема к расчёту размеров калибров
Рабочие калибры-пробки для отверстия  :
:
 ;
;
 ;
;
 .
.
Исполнительные размеры калибров-пробок:
 ;
;  ;
;  .
.
Рабочие калибры-скобы для вала  :
:
 ;
;
 ;
;
 .
.
Исполнительные размеры калибров-скоб:
 ;
;  ;
;  .
.
Контрольные калибры:
 ;
;
 ;
;
 .
.
Исполнительные размеры контрольных калибров:
К – ПР = 59,987–0,002; К – И = 59,994–0,002; К – НЕ = 59,972–0,002.
Контрольные вопросы и задания
1 Что такое гладкий предельный калибр?
2 Какие виды гладких калибров применяются на производстве?
3 Чем отличаются контрольные калибры от рабочих калибров?
4 В каких условиях производства применяется контроль калибрами?
5 В каких условиях производства применяется контроль универсальными измерительными инструментами?
4 Допуски и посадки
призматических шпоночных соединений
Шпоночные соединения предназначены, как правило, для соединения с валами зубчатых колёс, шкивов, маховиков, муфт и других деталей и служат для передачи крутящих моментов. В связи с разнообразием конструкций остановимся на рассмотрении только наиболее широко применяемого в машиностроении соединения с призматическими шпонками, схематическое изображение которого показано на рисунке 4.1 а.
Размеры, допуски, посадки и предельные отклонения соединений с призматическими шпонками регламентированы ГОСТ 23360-78. Стандартом установлены поля допусков по ширине шпонки и шпоночных пазов для свободного, нормального и плотного соединений. Для ширины пазов вала и втулки допускаются любые сочетания полей допусков, приведённых на рисунке 4.1 б.
Как уже было сказано ранее, посадки шпоночных соединений назначаются в системе вала. Пример шпоночного соединения вала со втулкой показан на рисунке 4.2.
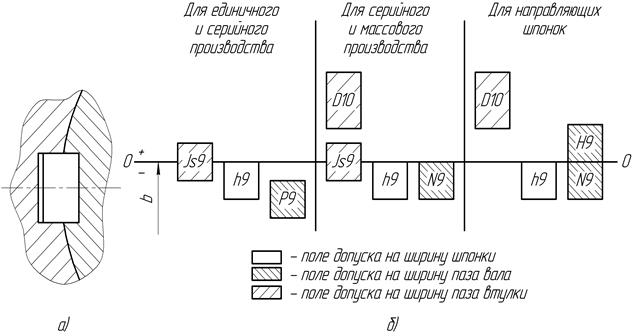
Рисунок 4.1 – Поля допусков шпоночных соединений
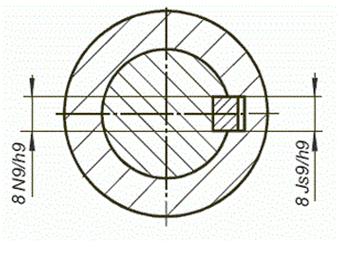
Рисунок 4.2 – Пример указания посадок шпоночного соединения на чертежах
Контроль размеров, симметричности расположения и прямолинейности шпоночных пазов втулки и вала осуществляется универсальными измерительными инструментами, гладкими предельными и специальными калибрами.
Контрольные вопросы и задания
1 В каких случаях и для чего применяются шпоночные соединения?
2 Применяются ли шпоночные соединения при переходных посадках?
3 В какой системе назначаются посадки шпоночных соединений?
4 Как осуществляется контроль размеров шпоночных пазов?
5 Допуски и посадки подшипников качения
У подшипников качения присоединительными поверхностями являются наружная поверхность наружного и внутренняя поверхность внутреннего колец. По присоединительным поверхностям подшипников обеспечивается полная внешняя взаимозаменяемость, которая позволяет быстро монтировать их, а также заменять изношенные подшипники при хорошем качестве сборки.
5.1 Классы точности подшипников качения
Качество подшипников определяется точностью изготовления их деталей и точностью сборки. Основными показателями точности подшипников и их деталей являются:
- точность размеров присоединительных поверхностей;
- точность формы и расположения поверхностей колец и шероховатость их поверхностей;
- точность формы и размеров тел качения и шероховатость их поверхностей;
- точность вращения, характеризуемая радиальным и торцовым биением дорожек качения и торцов колец.
В зависимости от этих показателей точности по ГОСТ 520-2011 «Подшипники качения. Общие технические условия» установлены следующие классы точности подшипников, указанные в порядке повышения точности:
− нормальный, 6, 5, 4, Т, 2 – для шариковых и роликовых радиальных и шариковых радиально-упорных подшипников;
− 0, нормальный, 6Х, 6, 5, 4, 2 – для роликовых конических подшипников;
− нормальный, 6, 5, 4, 2 – для упорных и радиально-упорных подшипников.
Самым точным является второй класс точности. Класс точности подшипника выбирают исходя из требований, предъявляемых к точности вращения и условиям работы механизма. Для механизмов общего назначения обычно применяют подшипники класса точности 0. Подшипники более высоких классов точности применяют при больших оборотах и высокой точности вращения вала, например, для шпинделей шлифовальных станков, авиадвигателей, приборов и др. Для гироскопических и других прецизионных приборов и механизмов применяются подшипники класса точности 2.
Класс точности указывается через тире перед условным обозначением серии подшипника, например, 6–205. Для всех подшипников, кроме конических, класс точности «нормальный» обозначается знаком «0».
Учитывая большое многообразие конструкций подшипников, ограничимся рассмотрением посадок только для шариковых радиальных подшипников.
5.2 Допуски и посадки соединений с подшипниками качения
Посадки наружного кольца подшипника с корпусом осуществляются в системе вала, посадки внутреннего кольца с валом – в системе отверстия. Диаметры наружного и внутреннего колец подшипника приняты соответственно за диаметры основного вала и основного отверстия с определённой оговоркой, о чём будет сказано дальше.
В большинстве случаев, в частности при вращающемся вале, внутреннее кольцо подшипника монтируется на валу неподвижно. Для этого необходимо применять либо переходные посадки, либо посадки с натягом. Однако применение тех и других посадок исключено по следующим причинам:
- первые требуют дополнительного крепления (шпонки и т.д.), что усложнит конструкцию подшипника и неприемлемо по точности (неравномерные деформации кольца при закалке из-за концентраторов напряжений) или вообще конструктивно неосуществимо из-за недостаточной толщины кольца подшипника;
- вторые дают натяг, недопустимый по прочности внутреннего кольца подшипника.
Введение каких-либо специальных посадок с малыми натягами для подшипников качения экономически нецелесообразно. Поэтому поступают так: на вал назначается стандартное поле допуска для переходной посадки, а поле допуска внутреннего кольца подшипника опускается симметрично вниз относительно нулевой линии. Следовательно, у внутренних колец подшипников допуск размера задается в минус, а не в плюс, как это принято у обычных основных отверстий. Такая комбинация полей допусков обеспечивает натяги, допустимые по прочности внутреннего кольца, и гарантирует неподвижность соединения.
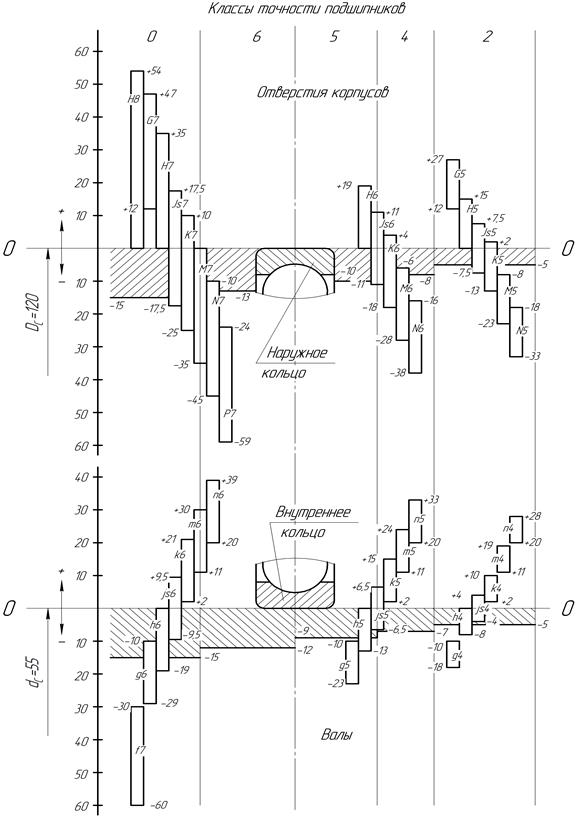
Рисунок 5.1 – Пример посадок шариковых радиальных подшипников
Таким образом, основные (верхние) отклонения обоих присоединительных диаметров подшипников качения приняты равными нулю (рисунок 5.1) и обозначаются прописной и строчной буквами L и l, соответственно для внутреннего и наружного колец подшипника.
Выбор посадки подшипника на вал и в корпус производится в зависимости от класса точности подшипника (рисунок 5.1), вида нагружения колец подшипника, режима его работы, от величины и характера нагрузки, скорости вращения и других факторов.
В зависимости от конструкции и условий эксплуатации изделия, в котором смонтированы подшипники, кольца подшипников могут испытывать различные по характеру виды нагружения: местное, циркуляционное и колебательное (рисунок 5.2).
При местном нагружении кольцо воспринимает постоянную радиальную нагрузку (например, натяжение приводного ремня, силу тяжести конструкции) лишь ограниченным участком дорожки качения и передаёт её соответствующему ограниченному участку посадочной поверхности вала или корпуса (рисунки 5.2 а и 5.2 б).
При циркуляционном нагружении кольцо воспринимает радиальную нагрузку последовательно всей окружностью дорожки качения и передаёт её также последовательно всей посадочной поверхности вала или корпуса (рисунки 5.2 а и 5.2 б).
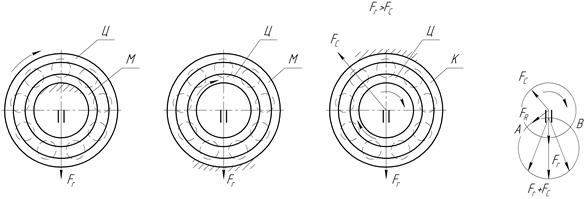
а) б) в) г)
Рисунок 5.2 – Виды нагружения колец подшипников
При колебательном нагружении кольцо воспринимает равнодействующую двух радиальных нагрузок (одна – постоянная по направлению, а другая – меньшая по величине, вращается) ограниченным участком дорожки качения и передаёт её соответствующему ограниченному участку посадочной поверхности вала или корпуса (рисунки 5.2 в и 5.2 г). Равнодействующая нагрузка в данном случае не совершает полного оборота, а колеблется между точками А и В.
В зависимости от вида нагружения колец радиальных подшипников установлены следующие поля допусков, образующих посадки (таблица 5.1).
Таблица 5.1 – Поля допусков валов и отверстий корпусов для установки радиальных подшипников
| Вид нагружения | Поля допусков | |
| валов | отверстий | |
| Местное | js5, js6, h5, h6, g6, f7 | Js6, Js7, H6, H7, H8, H9, G7 |
| Циркуляционное | n5,m5, k5, js5, n6, m6, k6, js6 | N6, M6, K6, P7, N7, M7, K7 |
| Колебательное | js5, js6 | Js6, Js7 |
При вращающемся вале на внутреннее кольцо назначается неподвижная, а на наружное кольцо подвижная посадки. При неподвижном вале наоборот. Подшипник монтируется с зазором по тому кольцу, которое испытывает местное нагружение. Это устраняет заклинивание шариков и позволяет кольцу под действием толчков и вибраций постепенно поворачиваться по посадочной поверхности, что обеспечивает равномерный износ беговой дорожки и удлиняет срок службы подшипника.
Монтаж подшипника по посадке с натягом производится по кольцу, испытывающему циркуляционное нагружение, что исключает проскальзывание кольца по посадочной поверхности и устраняет возможность её истирания и развальцовывания.
Обозначение подшипниковых посадок имеет свои особенности. Как было показано ранее, для подшипников установлено специальное основное отклонение отверстия, не соответствующее основному отклонению по ГОСТ 25347-82. Оно обозначается прописной буквой L. С целью унификации основное отклонение наружного кольца подшипника обозначается строчной буквой l. Учитывая, что применение системы отверстия для соединения внутреннего кольца подшипника с валом и системы вала для соединения наружного кольца с корпусом является обязательным, принято на сборочных чертежах посадки колец подшипников обозначать одним полем допуска.
На сборочных чертежах посадка подшипника обозначается полем допуска детали, сопрягающейся с его соответствующим кольцом, например,  – по наружному кольцу,
– по наружному кольцу,  – по внутреннему кольцу. Если известен класс точности подшипника, например 6, то поля допусков присоединительных диаметров подшипника будут иметь следующие условные обозначения: для наружного диаметра – l6, внутреннего диаметра– L6, а размеры для приведённого примера соответственно
– по внутреннему кольцу. Если известен класс точности подшипника, например 6, то поля допусков присоединительных диаметров подшипника будут иметь следующие условные обозначения: для наружного диаметра – l6, внутреннего диаметра– L6, а размеры для приведённого примера соответственно  и
и  В этом случае посадки по присоединительным диаметрам подшипника допускается обозначать в виде традиционной дроби: по наружному диаметру –
В этом случае посадки по присоединительным диаметрам подшипника допускается обозначать в виде традиционной дроби: по наружному диаметру –  , по внутреннему диаметру–
, по внутреннему диаметру– 
Контрольные вопросы и задания
1 Какие особенности назначения посадок подшипников качения?
2 Какие существуют виды нагружения колец подшипников?
3 Как зависят посадки от вида нагружения колец подшипников?
4 Как указываются посадки подшипников качения на чертежах?
Допуски и посадки
Дата добавления: 2016-10-18; просмотров: 11345;
Поиск по сайту
Узнать еще
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- I. КЛАССИФИКАЦИЯ ПО ИСПОЛЬЗОВАНИЮ.
- I. Классификация углеводов.
- I.4. Классификация групп крови
- III.3. Классификация пород-коллекторов нефти и газа
- IV. Классификация в зависимости от локализации источника кровотечения
- IV. Классификация обязательств РК по международным договорам
- IV.3. Классификация залежей нефти и газа

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
