Резьбовых метрических соединений
Общие положения.
Степени точности и основные отклонения метрической резьбы
с зазором
Из всего разнообразия видов резьбы наиболее широко применяется в машиностроении цилиндрическая метрическая резьба треугольного профиля с углом a = 60°. Поэтому рассмотрим допуски и посадки только этого вида резьбовых соединений. 
Система допусков и резьбовых посадок должна обеспечивать как взаимозаменяемость свинчиваемых деталей (условно «болта» и «гайки»), так и прочность резьбового соединения. Наиболее широко применяются соединения с зазором (ГОСТ 16093-2004), однако существуют соединения с натягом (ГОСТ 4608-81) и с переходными посадками (ГОСТ 24834-81).
Все отклонения и допуски отсчитываются от номинального профиля (номинального контура) в направлении, перпендикулярном оси резьбы. Поля допусков резьбовых деталей определяются предельными контурами резьбы – наименьшим и наибольшим. Номинальный контур резьбы на схемах расположения полей допусков выделяется утолщённой линией.
По ГОСТ 16093-2004 установлены следующие степени точности резьбы болта и гайки для посадок с зазором (таблица 7.1).
Таблица 7.1 – Степени точности метрической резьбы с зазором
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная резьба («болт» | d | 4, 6, 8 |
| d2 | 3, 4, 5, 6, 7, 8, 9, 10* | |
| Внутренняя резьба («гайка») | D2 | 4, 5, 6, 7, 8, 9* |
| D1 | 4, 5, 6, 7, 8 | |
| * Только для резьбы на деталях из пластмасс |
В качестве основного принят допуск 6 степени точности, исходя из которого рассчитаны допуски остальных степеней точности. Резьбы 6 степени могут быть получены фрезерованием, нарезанием резцом, метчиком, холодным накатыванием и т.д. Более точные резьбы требуют последующего шлифования профиля резьбы.
Стандартом не установлены допуски на шаг резьбы Р и угол профиля a. Возможные отклонения по ним допускаются за счёт изменения среднего диаметра резьбы(d2 и D2) путём введения диаметральных компенсаций. Геометрически средний диаметр, шаг и угол профиля взаимосвязаны. Погрешность половины угла наклона боковой стороны профиля a/2определяется как среднее арифметическое абсолютных величин отклонений правой и левой половин угла профиля резьбы.
Положение полей допусков резьбы, как и в гладком соединении, определяется основными отклонениями (рисунки 7.1 и 7.2, таблица 7.2).
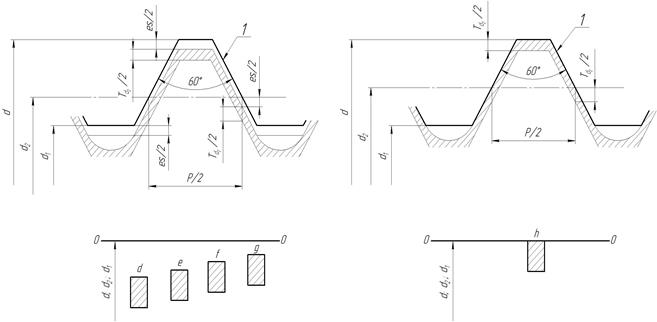
Рисунок 7.1 – Схема расположение полей допусков болта (посадки с зазором)
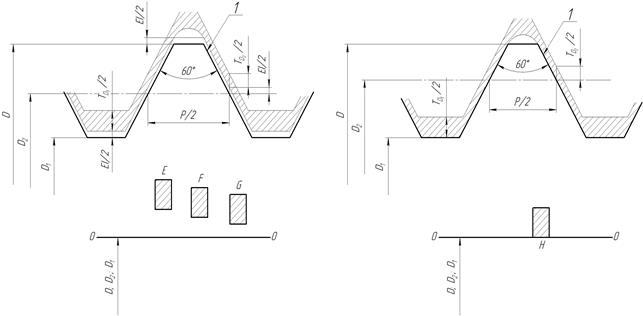
Рисунок 7.2 – Схема расположение полей допусков гайки (посадки с зазором)
Таблица 7.2 – Основные отклонения метрической резьбы с зазором
| Вид резьбы | Диаметр резьбы | Основные отклонения |
| Наружная резьба («болт») | d | d, e, f, g, h |
| d2 | d, e, f, g, h | |
| Внутренняя резьба («гайка») | D2 | E, F, G, H |
| D1 | E, F, G, H | |
| Примечания: 1 Верхнее отклонение диаметра d1 должно соответствовать основному отклонению диаметра d2. 2 Нижнее отклонение диаметра D должно соответствовать основному отклонению диаметра D2. |
Для обеспечения свинчиваемости резьбы средний диаметр болта необходимо уменьшить, а средний диаметр гайки увеличить в процессе обработки с учётом погрешностей шага и половины угла профиля. Это достигается применением приведённого среднего диаметра, за счёт которого создаётся некоторый зазор по профилю соединения, в который вписываются эти погрешности.
Приведённый средний диаметр – диаметр условной идеальной резьбы, увеличенный для болта или уменьшенный для гайки на суммарную диаметральную компенсацию погрешностей шага и половины угла профиля:
– для болта: dпр = d2изм+ fР + fa;
– для гайки: Dпр = D2изм– fР – fa,
где d2изм и D2изм – измеренные средние диаметры болта и гайки.
Дата добавления: 2016-10-18; просмотров: 2131;
Поиск по сайту
Узнать еще
- Амфотерность соединений
- Биодеградация токсичных соединений
- Биотрансформация органических соединений
- Взаимное влияние атомов в молекулах органических соединений: индуктивный и мезомерный эффекты. Примеры.
- Взаимное пересечение геометрических фигур.
- Взаимозаменяемость шлицевых соединений
- Виды и общая характеристика болтовых соединений
- Виды сварных соединений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
