Обозначение полей допусков и посадок метрической резьбы
Обозначениеполей допусков и посадок метрической резьбы рассмотрим на примере посадок с зазором. При указании точности резьбы обозначение поля допуска следует за обозначением геометрических параметров резьбы (диаметр, мелкий шаг, число заходов). При этом сначала указывается поле допуска среднего диаметра (d2 или D2), затем поле допуска наружного диаметра болта dили внутреннего диаметра гайки D1: болт М10–7g6g и гайка М10´1–5H6H. Если обозначение поля допуска наружного диаметра болта d или поля допуска внутреннего диаметра гайки D1совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется: М12–6g, М12–6H.
Обозначение группы длин свинчивания указывается за полем допуска резьбы и отделяется от него чертой, например, М18´1,5–S. Нормальная длина свинчивания в обозначении резьбы не указывается. Указание на левую резьбу даётся также после поля допуска резьбы, например, М18´1,5–4Н5Н–S–LH.
Резьбовые посадки обозначаются, как для гладких соединений, в виде дроби, в числителе которой указывается поле допуска гайки, в знаменателе – поле допуска болта: М12–6H/6g–L; М20´2–6H/5g6g–S–LH; М12´1–6H/6g.
7.4 Допуски и посадки метрической резьбы с натягом
и с переходными посадками
В отличие от резьбовых посадок с зазором посадки с натягом и переходные применяются значительно реже, поэтому ограничимся только беглым обзором и рассмотрением схем расположения полей допусков, основных отклонений и степеней точности.
Посадки с натягом для метрической резьбы назначают по ГОСТ 4608-81, а переходные посадки по ГОСТ 24834-81. Эти посадки применяют для шпилек, которые ввинчиваются в корпус.
Переходные посадки обеспечивают полную взаимозаменяемость резьбы и облегчают процесс сборки резьбовых соединений. Однако они требуют дополнительного элемента заклинивания: контакт по коническому сбегу резьбы, упор в плоский бурт шпильки, упор цилиндрической цапфы шпильки в дно гнезда.
Резьбовые соединения с натягом не обеспечивают полной взаимозаменяемости. Требуется контроль 100% и сортировка на размерные группы. Число сортировочных групп (2 или 3) указывается после обозначения степени точности в скобках. Натяг образуется только по среднему диаметру, по наружному и внутреннему диаметрам предусмотрены зазоры (рисунок 7.3). Длина свинчивания зависит от материала корпуса: для стали от 1dдо 1,25d; для чугуна от 1,25d до 1,5d; для алюминиевых и магниевых сплавов от 1,5d до 2d. Выбор полей допусков и посадок зависит от материала корпуса, диаметра и шага резьбы.
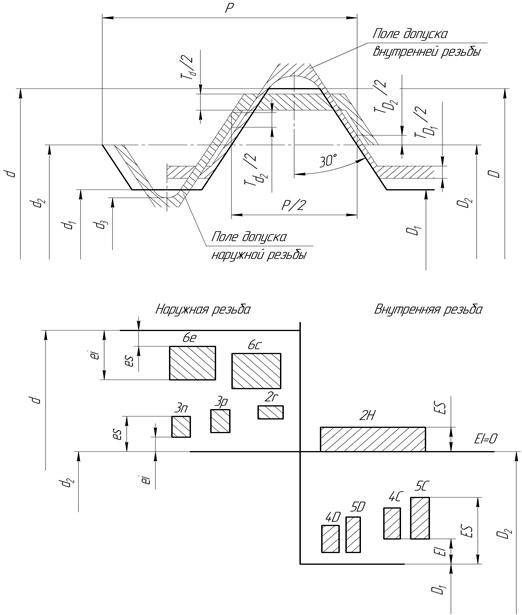
Рисунок 7.3 – Схема расположения полей допусков резьбы (посадки с натягом)
Допуски среднего диаметра резьбы с натягом, сортируемой на размерные группы, не включают диаметральных компенсаций погрешностей шага и угла профиля. Погрешности шага и угла профиля ограничиваются своими допусками. Допуски среднего диаметра резьбы с переходными посадками являются суммарными, как для резьбы с зазором.
Схема расположения полей допусков резьбы с переходными посадками представлена на рисунке 7.4.

Рисунок 7.4 – Схема расположения полей допусков резьбы
с переходными посадками
В приведённых стандартах установлены основные отклонения и степени точности для резьбы с натягом (таблица 7.5) и для резьбы с переходными посадками (таблица 7.6).
Таблица 7.5 – Основные отклонения и степени точности резьбы с натягом
| Вид резьбы | Диаметры резьбы | Основные отклонения при шагах Р, мм | Степени точности | |
| до 1,25 | св. 1,25 | |||
| Болт | Наружный d | e | c | |
| Средний d2 | n, p, r | 2, 3 | ||
| Гайка | Наружный D | H | – | |
| Средний D2 | H | |||
| Внутренний D1 | D | C | 4, 5 |
Таблица 7.6 – Основные отклонения и степени точности резьбы
с переходными посадками
| Вид резьбы | Диаметры резьбы | Номинальный диаметр резьбы d,мм | Основные отклонения | Степени точности |
| Болт | Наружныйd | от 5 до 45 | g | |
| Средний d2 | от 5 до 16 | j, k, m | 2, 4 | |
| от 18 до 30 | j, m | 2, 4 | ||
| от 33 до 45 | j, h | |||
| Гайка | Наружный D | от 5 до 45 | H | – |
| Средний D2 | от 5 до 30 | H | 3, 4, 5 | |
| от 33 до 45 | H | |||
| Внутренний D1 | от 5 до 45 | H |
Резьбовые изделия контролируют в основном комплексным методом с помощью предельных резьбовых калибров. В комплект для контроля цилиндрический резьбы входят рабочие проходные и непроходные предельные калибры. Проходные резьбовые калибры должны свинчиваться с резьбой изделия. Они контролируют приведённый средний диаметр, наружный диаметр гайки и внутренний диаметр болта. Непроходные резьбовые калибры контролируют собственно средний диаметр.
При поэлементном контроле резьбы применяют дифференцированный метод. Он служит в основном для контроля точной резьбы: калибров-пробок, резьбового инструмента и т.д. Отдельно проверяют наружный и собственно средний диаметры, шаг, половину угла профиля, используя универсальные и специализированные измерительные инструменты и контрольные приборы.
СПИСОК ЛИТЕРАТУРЫ
1. Анурьев, В. И. Справочник конструктора-машиностроителя : в 3 т. [Текст] / В. И. Анурьев. – М. : Машиностроение, 2001. – Т. 1 – 936 с.
2. Дунаев, П. Ф. Конструирование узлов и деталей машин [Текст] /
П. Ф. Дунаев. – 12-е изд. – М. : Издательский центр «Академия», 2009. – 496 с.
3. Анухин, В. И. Допуски и посадки [Текст] : учебное пособие /
В. И. Анухин. – 3-е изд. – СПб. : Питер, 2005. – 207 с.
4. Анухин, В. И. Допуски и посадки [Текст] : учебное пособие /
В. И. Анухин. – 5-е изд. – СПб. : Питер, 2012. – 256 с.
5. Допуски и посадки [Текст] : справочник : в 2 ч. / В. Д. Мягков [и др.] ; под ред. В. Д. Мягкова. – 5-е изд. – Л. : Машиностроение, 1978. – 1032 с.
6. Палей, М. А. Допуски и посадки [Текст] : справочник : в 2 т. /
М. А. Палей, А. Б. Романов, В. А. Брагинский. – 9-е изд. – СПб. : Изд-во «Политехника», 2009. – 1159 с.
Дата добавления: 2016-10-18; просмотров: 4240;
Поиск по сайту
Узнать еще
- АДАПТИВНЫЙ БАЙЕСОВ ПОДХОД ПРИ ПАРАМЕТРИЧЕСКОЙ АПРИОРНОЙ НЕОПРЕДЕЛЕННОСТИ
- Асинхронный двигатель. Устройство и условное обозначение на схемах.
- Ассортимент зеленых насаждений. Виды посадок. Нормативы по размещению зеленых насаждений.
- Аэрозолем называется микрогетерогенная система, в которой частички твердого вещества или капельки жидкости взвешены в газе. Условное обозначение аэрозолей: Т/Г или Ж/Г.
- БИОЛОГИЧЕСКАЯ ЗАЩИТА ОТ ВОЗДЕЙСТВИЯ ЭЛЕКТРИЧЕСКИХ И МАГНИТНЫХ ПОЛЕЙ
- Биофизические принципы исследования электрических полей тканей и органов.
- Буквенно-цифровое обозначение трубопровода
- Виды допусков расположения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
