Стержневые знаки; 2 – фиксаторы
 |
В стержневом ящике из стержневой смеси формуется стержень. Длина стержня больше длины отверстия, на величину стержневых знаков. (рис. 4).
Рис. 4. Стержень
Технология формовки
1) Технология изготовления нижней полуформы.
На подмодельную плиту 4 (рис. 5) устанавливается половина модели (без фиксаторов) 3 и ставится нижняя опока 2. Поверхность модели покрывается тонким слоем модельной пудры (графита) для того, чтобы к ней при формовке не прилипала формовочная смесь. Для удержания пудры на поверхности модели модель смачивают керосином или соляркой. В опоку засыпается формовочная смесь 1 и уплотняется с помощью трамбовок.
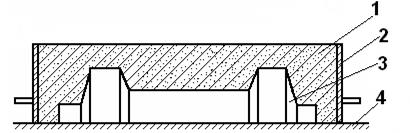
Рис. 5. Изготовление нижней полуформы:
1 – формовочная смесь; 2 – опока; 3 – модель; 4 – подмодельная плита
2) Технология изготовления верхней полуформы.
Готовая полуформа поворачивается на 180о. Устанавливается вторая половина модели по фиксаторам. Устанавливается верхняя опока, и жестко фиксируется взаимное положение опок.
Разъем литейной формы присыпается песком. Устанавливается модель стояка литниковой системы, производится засыпка и уплотнение формовочной смеси (см. рис. 6).
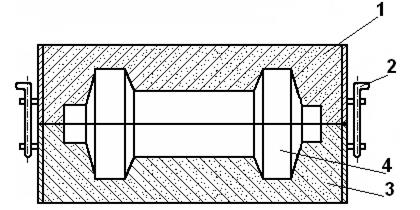
Рис. 6. Изготовление верхней полуформы:
1 – верхняя опока; 2 – устройство для центрирования опок;
3 – нижняя опока; 4 – модель
3) Оформление литниковой системы (рис. 7).
Удаляется модель стояка и начинается оформление литниковой системы (рис. 7): прорезается литниковая чаша, и накалываются вентиляционные каналы. Верхняя опока с уплотнённой формовочной смесью снимается с нижней опоки. Удаляется модель. Прорезаются питатель и шлакоуловитель – части литниковой системы.
Рис. 7. Литниковая система:
1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатель
4) Сборка формы.
Перед сборкой литейная форма осматривается, заделываются местные разрушения, из полости формы и литниковой системы удаляют частицы формовочной смеси. После укладки стержней верхняя половина формы устанавливается на нижнюю часть, и теперь форма готова для заливки металла (см. рис. 8).
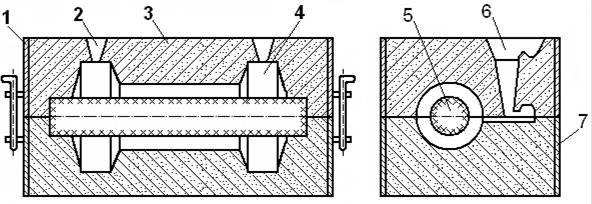
Рис. 8. Литейная форма в сборе:
1 – верхняя опока; 2 – вентиляционный канал (выпор); 3 – формовочная смесь;
4 – полость формы; 5 – стержень; 6 – литниковая система; 7 – нижняя опока
Вопросы для самоконтроля
1. Перечислите основные способы литья.
2. Роль литейного производства в машиностроении (примеры).
3. Перечислите свойства формовочной смеси.
4. Что такое прочность и пластичность формовочной смеси?
5. Зачем нужна газопроницаемость и податливость формовочной смеси?
6. Состав формовочной смеси.
7. Условия работы стержня и состав стержневой смеси.
8. Чем отличается чертеж отливки от чертежа детали?
9. Что такое модель, стержень, опоки? Для чего они нужны?
10. Устройство литниковой системы.
11. Перечислите операции изготовления литейной формы.
12. Из каких частей состоит литейная форма в сборе?
Дата добавления: 2020-11-18; просмотров: 685;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
