Технологический процесс изготовления разовой литейной формы
Свойства стержневых смесей
Стержни служат для образования отверстий в отливках. Они работают в более тяжелых условиях под воздействием расплавленного металла и поэтому должны обладать повышенной прочностью.
В состав стержневой смеси дополнительно вводят 4–6 % глины, 90–92 % кварцевого песка, 2–3 % веществ, обеспечивающих дополнительную прочность (сульфидная барда, жидкое стекло или синтетическая смола), 3–4 % воды.
После изготовления стержни подвергаются просушке при 150–280 оС. При этом смола затвердевает, и стержень приобретает повышенную прочность.
Технологический процесс изготовления разовой литейной формы
В литейном цехе завода изготавливают формовочную и стержневую смеси.
В технологическом бюро по чертежу детали (рис. 1) разрабатывают отливки(см. рис. 2).
Рис. 1. Чертеж детали
При разработке чертежа отливки добавляется припуск на механическую обработку отливки и припуск на усадку при кристаллизации и охлаждении. Выбирается плоскость разъема модели, и назначаются литейные уклоны (для удобства извлечения модели при изготовлении формы) и галтели – скругления острых углов модели (для предотвращения образования трещин в отливке при её усадке).
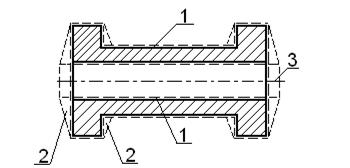
Рис. 2. Чертеж отливки:
1 – припуск на механическую обработку и усадку; 2 – литейные уклоны;
3 – плоскость разъема
По чертежу отливки в модельном отделении изготавливается модель отливки (рис. 3) и стержневой ящик.
Рис. 3. Чертеж модели:
Дата добавления: 2020-11-18; просмотров: 643;
Поиск по сайту
Узнать еще
- I. Специфические особенности процесса воспитания в сравнении с процессом обучения.
- II. Общее понятие о процессе познания и процессе обучения.
- II. Формализация процесса формирования математических моделей
- III. Единство и взаимосвязь процессов воспитания и обучения.
- III. Общий принцип сочетания методов в процессе обучения.
- III. Суммарные допуски формы расположения
- IX. ОСОБЕННОСТИ ПРОЦЕССА НАУЧНОГО ПОЗНАНИЯ
- RedOX процессы. Редоксиметрия

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
