Оба цилиндра молота соединены воздушными каналами так, чтобы сжатый воздух поступал в рабочий цилиндр попеременно снизу и сверху, заставляя бабу молота двигаться вверх и вниз.
Управление молотом осуществляется воздушными кранами 9. Краны открываются и закрываются с помощью ножной педали 10. Крановое воздухораспределение обеспечивает работу молота единичными или несколькими ударами, автоматически следующими один за другим, либо позволяет прижимать поковку к нижнему бойку. А также позволяет удерживать бабу на весу в верхнем положении при работающем компрессоре.
Верхний боек 11 хвостовиком в форме ласточкиного хвоста и клином прикрепляется к бабе молота, а нижний боек 12 – к подушке 13, устанавливаемой на массивном металлическом основании – шаботе 14. Шабот не связан со станиной молота.
Характеристикой мощности молота является вес шабота который должен быть в 15–20 раз больше веса падающих частей молота
Вес падающих частей молота – это вес всех деталей молота, перемещающихся в его верхний части (рабочего поршня, бабы и верхнего бойка). Чем больше вес падающих частей, тем выше энергия удара верхнего бойка по заготовке.
Пневматические молоты изготавливаются с весом падающих частей 50 кг до 1000 кг, а паровоздушные – от 1000 кг до 8000 кг. Поэтому паровоздушные молоты применяют для ковки более крупных, массивных поковок.
Особенности устройства и использования гидравлических прессов: гидравлические прессы используют для ковки очень крупных, тяжелых изделий. В этих машинах верхний боек, соединенный с другими подвижными частями пресса, приводится в движение давлением жидкости в главном рабочем цилиндре. В качестве такой жидкости обычно используется минеральное масло под давлением 20–50 МПа. Деформация металла на гидравлическом прессе происходит достаточно медленно (несколько секунд, иногда десятки секунд). Здесь нет ударов. В качестве характеристики мощности пресса берется усилие, развиваемое им и передаваемое заготовке. Для ковки используются гидравлические прессы с усилием от 300 т до 15000 т.
 |
Рис. 8. Пневматический ковочный молот
Для сравнения мощности молота и пресса можно принять, что 1 т веса падающих частей молота примерно эквивалента 100 т усилия пресса.
На прессах можно ковать массивные, крупные слитки. Например, на прессе с усилием 15000 т – слитки весом до 350 т.
Необходимая мощность молота определяется по формуле:
G = K×F,
где G – вес падающих частей молота в кгс,
F – площадь поперечного сечения заготовки в см2,
K – коэффициент, равный для углеродистой стали 5, для легированной стали 7, для цветных металлов 3,5.
Необходимое усилие пресса можно найти по формуле:
P = F·σВ,
где σВ – предел прочности металла при температуре ковки, кгс/см2,
F – площадь соприкосновения бойка с поковкой в см2.
При изготовлении поковок свободной ковкой размеры их делаются больше размеров детали по чертежу на величину припусков.
Припуск Z – это увеличение размеров детали для последующей механической обработки на металлорежущих станках с целью получения необходимой точности размеров и качества поверхности детали.
Допуск Δ – это допустимое отклонение от размера поковки, т. е. точность, с которой должна быть изготовлена поковка.
Пояснения полей припусков и допусков дать на рис 9:
А – размер детали по чертежу;
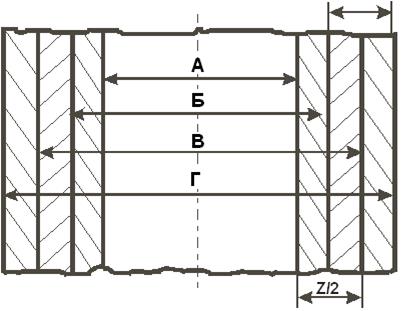
Б – наименьший допустимый размер поковки: Б = Б = В – Δ/2;
В – номинальный (расчетный) размер поковки: В = В = А + Z;
Г – наибольший допустимый размер поковки: Г = Г = В + Δ/2.
Рис. 9. Схема полей припусков и допусков на размер поковки
Величина припусков и допусков зависит от многих факторов. Приближенно припуски (в мм) на механическую обработку могут быть определены по следующим формулам.
1. При ковке на молоте:
а) припуск на диаметр или толщину поковки D
Z1 = Z1 = 0,06×D + 0,0017×L + 2,8;
б) припуск на длину поковки L
Z2 = Z2 = 0,08×D + 0,002×L + 10.
2. При изготовлении поковок на прессе:
а) припуск на диаметр или толщину поковки D
Z1 = Z1 = 0,06×D + 0,002×L + 2,3;
б) припуск на длину поковки L
Z2 = Z2 = 0,05×D + 0,05×L + 26.
3. Допуски (в мм) на размеры поковок можно приближенно определить из выражений:
а) на диаметр или толщину поковки D
Δ1 = 0,028×D + 0,0004×L + 0,5;
б) на длину поковки L
Δ2 = 0,03×D + 0,003×L + 1,2.
Тогда номинальный диаметр или толщина поковки (DП) определяется как
DП = D + Z1,
а допустимые наибольший и наименьший диаметры составят
DП max = DП + Δ1/2;
DП min = DП – Δ1/2.
Номинальная длина поковки (LП) составит
LП = L + Z2
а допустимые наибольшая и наименьшая длина выразятся как
LП max = LП + Δ2/2;
LП min = LП – Δ2/2.
Допуски устанавливаются на все размеры поковки, в том числе и на те, которые не подвергаются последующей механической обработке.
Дата добавления: 2020-11-18; просмотров: 1100;
Поиск по сайту
Узнать еще
- H-d- диаграмма влажного воздуха
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ
- IV. Выбор способа ориентации изображения.
- IV. Выбор способа формирования фонда капитального ремонта
- S Письменная жалоба
- V.5. Локальное загрязнение воздуха
- XI. АЭРОБНЫЕ НЕФЕРМЕНТИРУЮЩИЕ ГРАМОТРИЦАТЕЛЬНЫЕ ПАЛОЧКИ И КОККОБАЦИЛЛЫ
- А не о том, чтобы красиво войти.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
