Особенности обозначения и изображения полей допусков резьбовых деталей.
1. нулевая линия имеет форму номинального профиля резьбы и является общей для внутренней и наружной резьбы (рис. 44
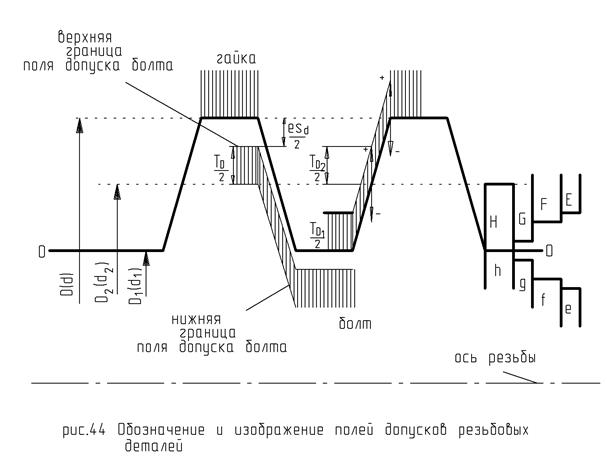
2. отклонение отсчитываются от номинальной линии в направлении перпендикулярном оси резьбы, причем положительные от оси, отрицательные - к оси.
3. Отклонения и допуски резьбовых деталей, в отличие от гладких цилиндрических соединений, представлены в радиальном, а не диаметральном выражениях. ESD2: здесь индекс стоит параметра, т.е. следует читать: верхнее отклонение среднего диаметра внутренней резьбы.
4. Основные отклонения регламентируются для всех трёх диаметров резьбы. Для посадок с зазором используются следующие основные отклонения: H, G, F, E. Для наружных резьб, т.е. для болта, добавляется еще основное отклонение d: h, g, f, e, d.
Изобразим основные отклонения относящиеся к внутренней резьбе, т.е. к гайке, верхнюю границу поля допуска не показываем. Основные отклонения - ближайшие к нулевой линии. Обозначим с помощью основного отклонения H границу поля допуска, нижняя граница совпадает с номинальным профилем резьбы. Теперь построим соответствующую границу и для болта. Все соответствующие отклонения будут представлены в радиальном выражении. Промежуточные диаметры, они не имеют регламентации, но условно соединяются сплошной линией, мы видим верхнюю границу поля допуска болта. При этом мы имеем возможность убедиться, что у нас не только для наружного и внутреннего диаметра обеспечиваются гарантированные, т.е. минимальные зазоры, но и для среднего диаметра.
Величина основных отклонений одинакова для всех трех диаметров резьбы и зависит только от ее шага.
5. Второе предельное отклонение не устанавливается для наружного диаметра гайки D, и для внутреннего диаметра болта d1. Поэтому соответствующие поля допусков этих диаметров не ограничиваются сверху для гайки и снизу для болта. Остальные диаметры имеют предельное отклонение, зависящее от шага резьбы и выбранной степени точности.
Резьбы
| точные | нормальные | грубые | ||
| Гайка | D2 | 4,5 | 6,7 | 8, 9* |
| D1 | 4,5 | 6,7 | ||
| Болт | d2 | 3,4,5 | 6,7 | 8, 9, 10* |
| d1 |
* - степени точности для резьбовых деталей из пластмасс.
Таким образом регламентируются классы точности резьбовых соединений, значит, что назначив класс точности назначается полностью поле допуска. Сочетание класса точности и основного отклонения ограничивает поле допуска целиком по соответствующему диаметру. Точный класс используется для высокоточных резьб в кинематических парах, прецизионных станках, в авиационно-ракетно-космической технике и т.д. Средней класс - в общем машиностроении. Грубый используется при нарезании резьбы в глухих отверстиях, в деталях без предварительной обработки и т.п. Если применяютсярезьбовые детали присоединения, то нужно использовать четвертый и пятый класс, обеспечивающие часто плотность соединения соответствующих деталей и центрирование
При назначении класса резьбы необходимо учитывать длину свинчивания. По этому параметру резьбы делят на три группы:
1) нормальные N,
2) короткие S,
3) длинные L.
Для нормальных резьб длина свинчивания ограничивается величиной от 2,24Р до 6,7Р (Р - шаг). Причем, если требования по плотности соединения одинаковы для резьбовых деталей, то точность длинных резьб должна быть увеличена на единицу, а коротких уменьшена на единицу по сравнению с нормальной. Если мы увеличили на единицу для длинных резьб, то там возникнут различные погрешности по углу, которые накапливаются для длинных резьб, или по шагу, и длинная резьба должна быть при одинаковых требованиях плотности соединения грубее, чем нормальная.
Соответственно для коротких резьб точнее, потому что это необходимо для компенсации накапливающихся погрешностей по шагу и углу профиля. Если длина свинчивания не указана, то требования по точности относят ко всей длине резьбы
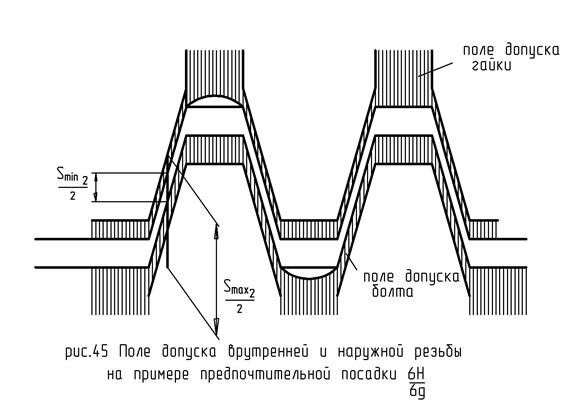
Образование полей допусков для предпочтительной посадки 6H/6g.
Изображение начинаем с нулевой линии. Покажем соответствующие диаметры: внутренний d1(D1), средний d2(D2) и наружный d(D), соответствующие основные отклонения.
Изобразим те части полей допусков, которые не регламентируются, для гайки - наружные. Наружный диаметр внутренней резьбы верхняя граница поля допуска не регламентируется, т.е. она уходит как бы в бесконечность. Верхняя граница поля допуска болта лежит ниже нулевой линии, так как основное отклонение болта g отрицательно.Обозначаем те диаметры, которые у болта не регламентируются, это внутренние диаметры. Для гайки непосредственно от нулевой линии откладываем соответствующие предельные отклонения для среднего и внутреннего диаметров. Для примера рассмотрим величину допуска гайки по среднему диаметру TD2/2. Поле допуска уходит по наружному диаметру гайки в бесконечность. Поля допусков обозначены только для характерных диаметров - среднего и для внутреннего для гайки. Аналогично изображаем поле допуска болта. Так как образование посадки происходит по средней линии, то в этом месте и образуется зазор.
Дата добавления: 2016-07-27; просмотров: 2863;
Поиск по сайту
Узнать еще
- I. ОСОБЕННОСТИ ДЕЛОВОГО И ЛИЧНОСТНОГО ОБЩЕНИЯ В СОВМЕСТНОЙ ДЕЯТЕЛЬНОСТИ
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- I2. Особенности аэродинамики несущего винта (НВ)
- II. Завоевание Китая маньчжурами. Экономическое положение страны в XVII – начале XIX вв.: аграрная политика Цинской династии, особенности развития городского ремесла
- II. Особенности политического устройства Ирана
- II. Особенности развития турецкой буржуазии. Становление младотурецкого движения
- II. РЕЖИМ И ОСОБЕННОСТИ ЛИЧНОЙ ГИГИЕНЫ
- III. Особенности политической элиты России.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
