Взаимозаменяемость по волнистости и шероховатости поверхностей деталей. Обозначения на чертежах. Методы и средства контроля.
Общие понятия влияния погрешности формы расположения волнистости и шероховатости на эксплутационные характеристики изделий.
Во всех предыдущих разделах мы предполагали, что действительная поверхность детали эквидистантна номинальной, что в действительности не наблюдается. Вместо цилиндрического вала мы можем увидеть конус, пирамиду или фигуру сложной формы – погрешность формы. Причем, если ось этой фигуры не совпадает с номинальной осью, то это погрешность расположения. Ось является базой, относительно которой определяется номинальная поверхность.
Если рассмотреть поверхность детали, то окажется, что она может носить периодических характер. При малой частоте периодичности это - волнистость, при большой – шероховатость.
Таким образом, если действительная поверхность детали не выходит за пределы поля допуска, то можно было бы считать деталь годной. При реальном соединении детали контактируют не номинальные, а действительные поверхности, у которых имеется своя волнистость (шероховатость), а также погрешности формы и расположения, поэтому для многих деталей помимо допусков на размеры следует ввести и другие ограничения.
Номинальная поверхность детали, указанная на чертеже, базируется относительно какого-либо элемента. Под базовым элементом могут понимать какую-либо поверхность, линию, точку или их совокупность.
При этом допуск на размер нормирует действительную поверхность при допущении, что она имеет ту же форму, что и номинальная, причем действительный базовый элемент также должен совпадать с номинальным. Однако в ряде случаев форма расположения относительно базового элемента и микроструктура действительной поверхности определяют эксплуатационные характеристики изделия, поэтому деталь не может быть годной, даже если действительный размер не выходит за поле допуска Td. Следовательно, необходимо наложить специальное ограничение.
Рассмотрим цилиндрический вал, укажем его номинальную поверхность, базовую ось, радиальные допуски  , номинальный диаметр детали
, номинальный диаметр детали  , действительную поверхность, а также действительную ось (рис. 54).
, действительную поверхность, а также действительную ось (рис. 54).
Из рисунка видно, что действительная поверхность детали не выходит за пределы допуска и деталь должна быть признана годной, однако в отличие от номинального профиля детали, действительный профиль имеет форму конуса. Профиль – сечение соответствующей поверхности какой-либо плоскостью.
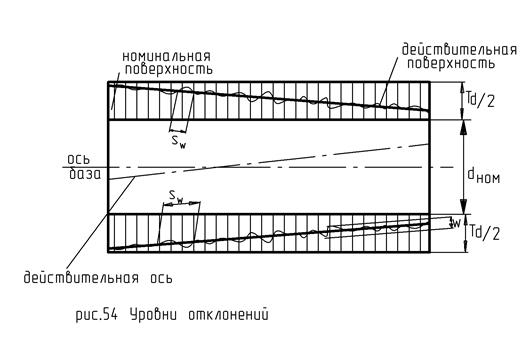
Если действительная поверхность коническая, а это имеет решающее значение в соединении, то это отклонение нормируется погрешностью формы, если действительная ось не соответствует номинальной, то это погрешность расположения.
Если на действительной поверхности наблюдается периодическая структура со средней амплитудой W и шагом Sw и относительный шаг  :
:
 - волнистая поверхность,
- волнистая поверхность,
 - шероховатая поверхность,
- шероховатая поверхность,
 - погрешность формы.
- погрешность формы.
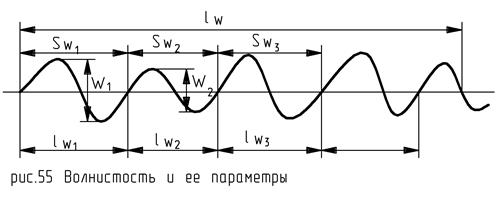
Волнистость- периодические неровности с относительно небольшим отношением шага к высоте в пределах 40≤ ≤1000. Волнистость нормируется по трем параметрам:
1) высота волнистости Wz;
2) максимальная высота волнистости Wmax;
3) средний шаг волнистости Sw.
Для определения волнистости выделяется участок измерения, включающий в себя не менее пяти волн. Этот участок разбивается на пять одинаковых участков l1, l2..i5 , на каждом из которых определяется высота волнистости. Высота волнистости определяется как среднее из пяти измеренных высот волнистости:
Wz = 1/5(W 1 + W2 +... + W5). (24.1)
Максимальная высота определяется как максимальная высота амплитуд волны из выбранных пяти участков. Средний шаг неровности находится как среднеарифметическое на этих участках:
Sw = 1/5(Swl + Sw2 +... + SwS). (24.2)
Волнистость занимает промежуточное положение между погрешностями форма и шероховатости.
Шероховатость- микронеровности представляющие собой следы воздействия режущего инструмента, вырова режущей кромкой материала поверхности и т.п. с малым шагом ≤40.
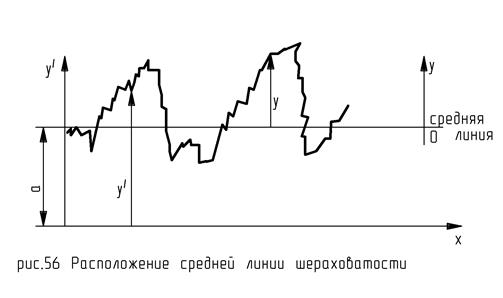
Нормируется шероховатость относительно средней линии, положение которой определяется так, чтобы отклонение профиля неровностей относительно нее было бы минимальным (рис. 56). Профиль неровности определяется профилограммой. Средняя линия находится таким образом, чтобы отклонения относительно этой средней линии было бы минимально. Пусть средняя линия задана некоторой величиной а. Для нахождения величины а необходимо выполнить стандартную операцию по определению интегральной невязки.
 . (24.3)
. (24.3)
Для того, чтобы определить из этого условия величину а, необходимо найти частную производную по неизвестной  и эта производная для обеспечения минимума должна быть равной нулю
и эта производная для обеспечения минимума должна быть равной нулю
 . (24.4)
. (24.4)
Решая это уравнение, получим
 . (24.5)
. (24.5)
Тогда ось х переносим на линию а.
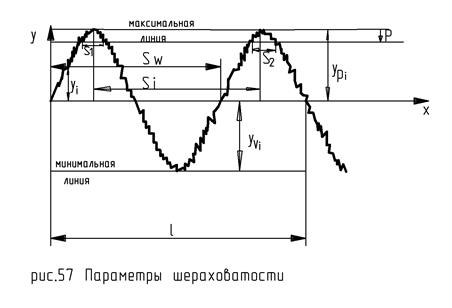
Линия максимума должна быть эквидистантна средней линии и проходить по линии максимального выступа. Средняя же линия эквидистантна номинальному профилю детали. Выступ ограничен линией профиля и средней линией и направлен из тела детали, а впадина — в тело детали. Шаг по средней линии — отрезок средней линии, пересекающий ее в трех точках и ограниченный двумя крайними точками.
Шероховатость нормируется по трем группа факторов:
1) параметры, связанные с высотой неровности:
а) среднеарифметическое отклонение профиля в пределах базовой длины l.
 (24.6)
(24.6)
или
 . (24.7)
. (24.7)
б) высота неровностей профиля по десяти точкам.
 . (24.8)
. (24.8)
в) наибольшая высота неровностей Rmax - расстояние между линией выступов и линией впадин.
 . (24.9)
. (24.9)
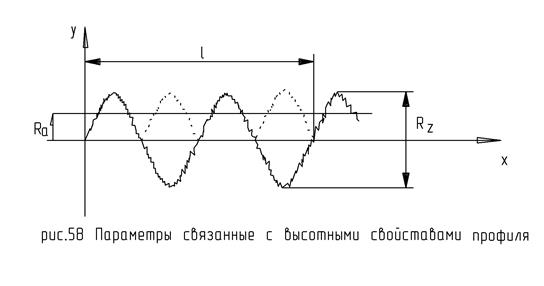
2) параметры, связанные со свойствами неровностей в направлении длины:
а) средний шаг неровностей по средней линии.
 . (24.10)
. (24.10)
б) средний шаг местных выступов профиля.
 (24.11)
(24.11)
3) параметры шероховатости, связанные с формой неровностей профиля:
опорная длина профиля  .
.
Дата добавления: 2016-07-27; просмотров: 3717;
Поиск по сайту
Узнать еще
- B. Медленно действующие противоревматоидные средства
- I. История открытия и методы исследования вирусов
- I. Решение логических задач средствами алгебры логики
- II. Категории и методы политологии.
- III. Методы искусственной физико-химической детоксикации.
- VIII. Сигналы, применяемые для обозначения поездов, локомотивов и другого железнодорожного подвижного состава
- А) Антихолинэстеразные средства обратимого действия
- А) Логотип и фирменный знак должны создаваться средствами векторной графики.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
