Сборка крепежных соединений
При сборке резьбовых соединений используют различные ручные гаечные ключи, резьбонавертывающие электрические и пневматические гайковерты, шуруповерты, винтоверты, шпи-льковерты безударного и ударного действия.
Перед сборкой все крепежные элементы проверяют и при необходимости резьбовую часть смазывают. Желательно выполнить предварительную взаимную прогонку резьбы.

|
|
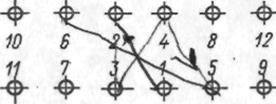
Последовательностьзавертывания гаек при креплении крышек и фланцев
Шпильки ставятся в тело детали с плотной посадкой на краске (сурик, белила) и строго перпендикулярно к поверхности, в которую они ввертываются. Недопустимо подгибать шпильки, если они не попадают в отверстие детали, так как при этом они деформируются и могут разрушиться во время работы. Перекос шпилек исправляют нарезанием новой резьбы. После установки крепежных элементов на соответствующее место приступают к их затяжке. Моменты затяжки, как правило, соответствую! рекомендациям завода-изготовителя. Если соединяемые детали крепятся несколькими резьбовыми соединениями, то их затяжку следует выполнять в определенном порядке: для прямоугольных и круглых фланцев с четным числом гаек — крест-накрест (рис. 2.26), при нечетном количестве - через одну и т. п. При этом затягивать гайку сразу до полного усилия нельзя. Необходимо сначала затянуть наполовину затяжки, а потом окончательно. Несоблюдение этих требований может привести к перекосу и даже деформации сопрягаемых деталей. В собранном соединении стержень болта (шпильки) должен выступать над гайкой не более чем на 2...3 витка резьбы. Во избежание самоотвинчивания предусматривается стопорение соединений с помощью контгаек и пружинных шайб, фиксирование дополнительными деталями (шплинтами, проволокой и различными стопорными шайбами с лапками и т.п.), пластическое деформирование (расклепывание, кернение), фиксирование с помощью паст, лаков и клеев.
Стопоряшие элементы выбирают в зависимости от конструктивных, технологических, эксплуатационных и экономических условий. При этом учитывают степень ответственности соединения, условия его работы и нагружения, число разборок и сборок в процессе эксплуатации, размеры соединяемых деталей, особенность сборки и контроля сил затяжки, трудоемкость установки и стоимость стопорящих элементов.
При установке стопорной шайбы ее ус отгибают в паз или на грань основной детали, край шайбы на грань гайки или головки болта. Стопорная шайба не должна иметь трещин или надрыва металла в местах перегибов. Пружинные шайбы должны быть только соответствующего размера. Контргайку затягивают после полной затяжки основной крепежной гайки.
Недопускается использовать шплинты, бывшие в употреблении или нестандартные. Головка шплинта должна утопать в прорези гайки, разведенные концы плотно прилегать к стопоримой детали и не иметь острых углов перегиба.
При стопорении парных болтов и групп шплинтовочной проволокой следят, чтобы натяжение проволоки совпадало с направлением затяжки болтов.
Дата добавления: 2016-07-22; просмотров: 2859;
Поиск по сайту
Узнать еще
- А - сборка крыши на смонтированном днище резервуара; б - установка полностью собранной крыши на стенку резервуара
- Амфотерность соединений
- Биодеградация токсичных соединений
- Биотрансформация органических соединений
- Взаимное влияние атомов в молекулах органических соединений: индуктивный и мезомерный эффекты. Примеры.
- Взаимозаменяемость шлицевых соединений
- Виды и общая характеристика болтовых соединений
- Виды сварных соединений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
