Ремонт поршневого КМ.
Общие сведения о ремонте КМ.
Разборка КМ
По шумам, стукам и вибрациям определяют: степень износа деталей, узлов трения, поломку или деформацию деталей, правильность подачи смазки, интенсивность загрузки механизма.
Каждое подвижное сочлинение в исправном состоянии издает характерный шум, меняется по мере изменения условий работы узла.
Простейшим приспособлением для прослушивания является металлический стержень, один конец которого прикладывается к узлу, другой – к уху.
В КМ по стуку определяют: величину зазора в подшипниках верхней и нижней головки шатуна и коренных подшипниках скольжения, поломку пластин и пружин клапанов, ослабление буферных пружин. В подшипниках скольжения в поршневых КМ по мере увеличения зазоров возрастают ударные нагрузки, что легко обнаружить по интенсивности звука. Изношенные подшипники качения издают повышенный дребезжащий звук.
По степени нагрева узлов определяют правильность их сборки, степень загрузки, правильность поступления смазки.
Нагрев узлов трения, работающих без притока тепла из вне, допускается » до 50-600С. На ощупь – рука длительное время выдерживает температуру около 500С.
Температура узлов трения повышается при уменьшенных или чрезмерно увеличенных зазорах в подшипниках, при плохой подгонке, недостаточной чистоте поверхностей, неправильном выборе посадок, при плохой очистке смазки.
Для узлов КМ используются специальные смазки и устанавливаются границы допустимого колебания температуры 1)повышение температуры, например в верхней части цилиндров КМ и температура нагнетания сверх установленный, свидетельствует о неисправности нагнетательных клапанов. 2) повышение температуры всасывающего патрубка и картера – о неплотности всасывающих клапанов и плохой компрессии.
По характеру работы смазки определяют исправность действия её отдельных элементов и узлов трения весов механизма.
Температура смазки в картере не должна превышать для аммиачных компрессоров 600С, для фреоновых - 500С.
Порядок работы машин, креплений деталей.
Деталь – первичный элемент сложного изделия, изготавливается из ценного куска материала и не имеет к-л соединений. Две или несколько деталей, соединенных вместе образуют узел. Группа – это узел, непосредственно входящей в состав изделия.
Последовательность и способы выполнения разборочного и сварочного операций для каждой группы и машины в целом указываются в технологических схемах и картах.
Технологические схемы сборки могут также служить схемами для разборки машины (узла), если выполнять операции в обратной последовательности.
Схема технологического процесса сборки нагнетательного клапана КМ АУ-200.
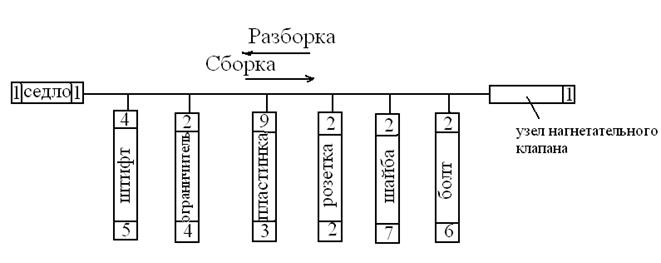
1-ая цифра - № детали по чертежу
последняя – количество деталей
Для ремонта и дефектации не все узлы разбирают полностью. Не подлежат разборке без особой надобности соединения деталей, выполнение сваркой или пайкой соединения с применением прессовых посадок, а также соединения неответственных деталей, не требующих особой проверки.
Клеймения.
При разборке детали клеймят для обозначения их места и положения в узле. Знаки наносят стальными клеймами (цифрами, буквами, керном), а также кислотными клеймами или краской. Располагают знаки на поверхностях смежных деталей таким образом, чтобы при правильной сборке они находились рядом и читались с одной стороны.
Подлежат обязательному клеймению детали невзаимозаменяемые , а также непользуемые с индивидуальной сборочной подгонкой по месту. Изменение рабочего положения таких деталей нарушает соосность узлов и вызывает необходимость дополнительной их обработке. Клеймения взаимозаменяемых деталей необязательно.
Дата добавления: 2016-07-22; просмотров: 2639;
Поиск по сайту
Узнать еще
- II. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ а/м (ТО и Р)
- А. Особенности подъема, поддержания и укладки трубопровода при капитальном ремонте с заменой труб
- АГРЕГАТ ДЛЯ РЕМОНТА ВОДОВОДОВ 2АРВ
- АГРЕГАТ ДЛЯ РЕМОНТА СТАНКОВ–КАЧАЛОК
- Амортизация, ремонт, модернизация основных средств
- Анализ основных параметров поршневого двигателя.
- Б Особенности подъема, поддержания и укладки трубопровода при ремонте с заменой изоляционного покрытия
- Б. Разработка траншеи и ремонтного котлована

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
