ОСНОВНЫЕ СПОСОБЫ РЕМОНТА РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Резьбовые соединения широко применяются в холодильной технике. Они просты и надежны. Обеспечивают многократную сборку и разборку без замены резьбовых элементов.
Качество сборки резьбовых соединений зависит от правильности затяжки болтов (шпилек) и гаек, отсутствия перекосов в соединениях и искривлений болтов (шпилек). надежности стопорных устройств.
Количество болтов, устанавливаемых в соединении, и раз меры должны соответствовать чертежу.
Важным нормальной работы резьбового соединения является отсутствие изгибающих соединений в теле болта или шпильки. В связи с этим неплотное прилегание опорной поверхности гайки к детали недопустимо.
В процессе эксплуатации рёзьбовых соединения деталей подвергаются значительным нагрузкам. Происходит износ профиля резьбы по среднему диаметру рабочих поверхностей профиля резьбы, изменение шага резьбы в результате удлинения стержня на резьбовом участке, изгиб или обрыв стержня болтов (шпилек).
Разборку резьбовых соединений необходимо производить только стандартным инструментом, для облегчения разборки резьбовых соединений со следами коррозии их в течение 15...3О мин обильно смачивают керосином. При разборке допускается нанесение молотком легких ударов по граням гайки или ее подогрев до температуры не выше 450° С.
Целые шпильки вывертывают при помощи двух законтренных гаек (рис. 3.24, а), эксцентрикового ключа (рис. 2.24, 6) и т. д.
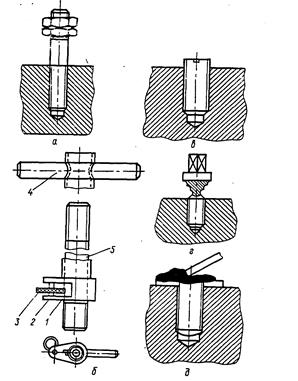
Приемы вывертывания шпилек:
а—с помощью двух гаек, б—эксцентриковым ключом, в— посредством шлица под отвертку, г —с помощью экстрактора, д — с помощью приваренного прутка; ‘—корпус, 2—ось, 3— рифленый ролик, 4— вороток, 5— шпилька
Сломанную часть шпильки удаляют из детали различными способами:
в стержне делают шлиц под отвертку (рис. 2.24, в), по оси шпильки высверливают отверстие, в которое забивают закаленный граненый стальной стержень или ввертывают экстрактор, имеющий на КОНИЧССКОЙ поверхности левую резьбу (рис г).
к стержню шпильки приваривают гайку или шайбу со стальным прутком (рис. д). Если часть шпильки вывернуть невозможно, то ее высверливают сверлами меньшего диаметра.
Дефектация крепежных деталей – проверка резьбы осуществляется внешним осмотром и с использованием резьбовых калибров: наружную поверхность —кольцом, внутреннюю— пробкой. Для точного определения состояния резьбы наружный диаметр измеряют, как правило, обычным микрометром, внутренний и средний диаметры - резьбовыми микрометрами, шаг и угол профиля — резьбомерами (шаблонами). Шаблон укладывают на профиль резьбы и осуществляют проверку на просвет соответствия между витками резьбы и зубьями шаблона. Более точно проверяют шаг резьбы шагомером с миниметром. Удлинение стержней болтов определяют микрометром.
Изношенные и поврежденные крепежные детали бракуют. Болты и шпильки с уменьшенным диаметром стержня вследствие коррозии или вытягивания, а также болты ответственных соединений с удлинением стержней сверх допустимых пределов также бракуют. Шпильки, отвертывающиеся при отвинчивании гаек, заменяют.
Сломанную часть шпильки удаляют из детали различными способами:
в стержне делают шлиц под отвертку (рис. 2.24, в), по оси шпильки высверливают отверстие, в которое забивают закаленный граненый стальной стержень или ввертывают экстрактор, имеющий на конической поверхности левую резьбу (рис. 2.24, г); к стержню шпильки приваривают гайку или шайбу со стальным прутком (рис. 2.24, д). Если часть шпильки вывернуть невозможно, то ее высверливают сверлами меньшего диаметра.
Дефектация крепежных деталей -проверка резьбы осуществляется внешним осмотром и с использованием резьбовых калибров: наружную поверхность — кольцом, внутреннюю-пробкой. Для точного определения состояния резьбы наружный диаметр измеряют, как правило, обычным микрометром, внутренний и средний диаметры- резьбовыми микрометрами, шаг и угол профиля резьбомерами (шаблонами). Шаблон укладывают на профиль резьбы и осуществляют проверку на просвет соответствия между витками резьбы и зубьями шаблона. Более точно проверяют шаг резьбы шагомером с миниметром. Удлинение стержней болтов определяют микрометром.
Изношенные и поврежденные крепежные детали бракуют. Болты и шпильки с уменьшенным диаметром стержня вследствие коррозии или вытягивания, а также болты ответственных соединений с удлинением стержней сверх допустимых пределов также бракуют. Шпильки, отвертывающиеся при отвинчивании гаек, заменяют.
Восстановление резьбовых соединений выполняют в основном в крупных металлических конструкциях (станины, корпуса, картер и т.п.) в дорогостоящих деталях. Резьбы, имеющие забоины, обрабатывают плашкой (наружную резьбу) или метчиком (внутреннюю резьбу). При этом применяют смазывающие жидкости: для стальных деталей — олифу, минеральное масло, для медных- скипидар, для алюминиевых — керосин.
Резьбу в корпусных и других деталях с дефектами восстанавливают установкой ступенчатых шпилек (рис. 2.25. а), для чего отверстие рассверливают и нарезают в нем резьбу, большого размера ввертыванием втулки, имеющей внутреннюю резьбу номинального размера (рис. 2.25, 6. в), установкой резьбовой спиральной вставки (рис. 2.25, г) с ромбическим профилем и изготовленной из стальной проволоки круглого сечения.
При нарезании резьбы на новый (ремонтный) размер следует сохранять шаг начальной резьбы. В случае изменения шага предыдущую резьбу снимают до основного металла, затем нарезают новую.
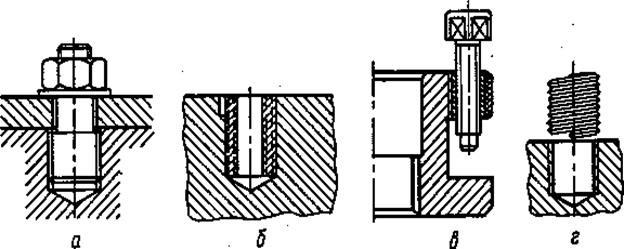
Рас. 2.25 Схемы ремонта резьбовых соединений с помощью установки шпильки с отступом диаметров (а), втулки с наружной и внутренней резьбами (6, в), резьбовой вставки (г)
Способ установки дополнительной детали широко распространен при восстановлении изношенной резьбы в отверстиях. Дополнительной деталью может быть пробка, резьбовая втулка или ввертыш. Перед их установкой отверстие с изношенной резьбой рассверливают или растачивают и нарезают новую резьбу, поверхность которой должна быть чистой. Деталь ввертывают и жестко соединяют с основной массой металла. Для этого концы втулки развальцовывают, крепят сваркой или стопорят штифтами. Герметичность уста-новки втулки обеспечивать смазыванием наружной резьбы и втулки масляной краской (железным суриком) или синтетическим клеем (БФ) перед ее ввертыванием.
Восстановление резьбы на валу осуществляют наплавкой поверхности с последующей механической обработкой и нарезанием новой резьбы. Предварительно полностью удаляют старую резьбу, чтобы исключить образование шлаковых включений в наплавленном слое металла, ведущее к появлению раковин на нитках восстановленной резьбы.
В ряде случаев при небольшой глубине отверстия завариваю г, затем обрабатывают и нарезают резьбу нормального размера.
При износе или срыве резьбы у втулок тонких плоских деталей или цилиндрических обечаек втулку срубают и приваривают новую.
Дата добавления: 2016-07-22; просмотров: 7364;
Поиск по сайту
Узнать еще
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cущность организации и ее основные признаки
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- I. ОСНОВНЫЕ ПОЛОЖЕНИЯ
- I. Политический режим: понятие, сущность и основные типы.
- I. Способы представления переменного синусоидального тока и напряжения.
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- II. Основные задачи ГО

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
