Склейка, сборка и запрессовка конструкций
Влажность склеиваемых материалов не должна превышать 18%.
Острожка деталей по плоскости склейки обязательна. Склеиваемые поверхности должны быть чистыми, без пятен и плотно прилегать друг к другу. Клей наносится кистью или вальцами только на одну из склеиваемых поверхностей. В особо ответственных деталях (растянутые стыки, скошенные поверхности) клей наносится на обе поверхности.
Введение портланд-цемента в казеиновый клей упрощает технологию сборки клеёных конструкций и даёт возможность:
1) применять более толстые клеевые швы, вследствие чего отпадает необходимость в точной пригонке склеиваемых поверхностей;
2) склеивать древесину с повышенной влажностью.
Средний расход клеевого раствора в кг на 1 м2 клеевого шва при тщательной пригонке склеиваемых поверхностей при односторонней намазке составляет 0,6 — 0,7 кг/м2, при двусторонней намазке — 0,7—1,0 кг/м2.
Для обеспечения плотности соприкасания склеиваемых элементов по всей поверхности требуется запрессовка деталей, которая начинается не ранее 5 и не позже 10 мин. после нанесения клея.
Давление при запрессовке не должно превышать 3—5 кг/см2 склеиваемой поверхности.
Во избежание вытекания клея рекомендуется клеевые швы располагать горизонтально или слегка наклонно. Продолжительность от начала сборки до окончания запрессовки детали должна быть не менее 5 и не более 15 мин.
Запрессовка конструкций производится при помощи:
а) монтажных гвоздей,
б) вайм или струбцин,
в) прессов (гидравлических, пневматических или винтовых).
Наиболее рационально применение монтажных гвоздей для запрессовки конструкций с небольшими размерами клеевой поверхности (двутавровые балки, коробчатый настил и пр.). Для склейки многослойных конструкций (арки, фермы и пр.) рекомендуется применение прессов.
Способ запрессовки конструкций при помощи монтажных гвоздей является наиболее простым и удобным и сводится к последовательной сборке конструкций на гвоздях из элементов, предварительно смазанных клеем. Для запрессовки досок при их склейке применяют следующие размеры гвоздей:

Размеры гвоздей и шаг их расстановки в зависимости от размеров склеиваемых элементов при средних качествах древесины и её обработки приведены на фиг. 4.
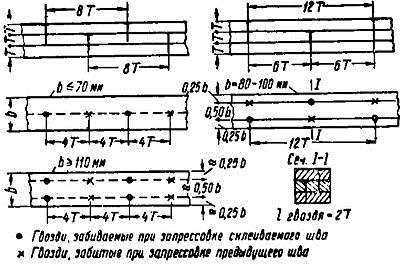
Фиг. 4. Схема размещения гвоздей для запрессовки элементов дощатых клеёных конструкций
При помощи вайм и струбцин запрессовывают небольшие детали, стыки досок и т. п.
Если склеенные детали хранятся при температуре 18—20°, то они могут быть пущены в обработку по истечении 3—4 суток. Обычно окончательное твердение клея и полная водостойкость шва наступают лишь при истечении 10 суток. При температуре ниже 15° твердение клеевого шва задерживается. Для ускорения процесса твердения следует склеенные детали хранить при температурах 50—60°.
Затвердевший клеевой шов должен обладать полной стойкостью против воды.
При изготовлении клеёных конструкций на казеино-цементном клее клеевой шов через 24 часа после изготовления достигает прочности, позволяющей пустить склеенные , детали в обработку. На пятые сутки клеевой шов достигает наибольшей прочности, которая в дальнейшем не снижается.
Следует иметь в виду, что казеино-цементный клеевой шов в деревянных конструкциях и изделиях, подвергаемых обработке на пилах и фрезерных станках после твердения клея, способствует быстрому износу режущего инструмента, вследствие чего склеивать указанным клеем следует заранее прирезанные элементы, не требующие последующей механической обработки пилами и другим режущим инструментом.
Дата добавления: 2024-05-23; просмотров: 591;
Поиск по сайту
Узнать еще
- Изготовление клееных конструкций из досок
- Изготовление клеефанерных конструкций
- Особенности конструкций зданий в сейсмических зонах
- Плоские крыши. Виды конструкций. Озеленение крыш. Виды озеленения крыш
- Развитие основных конструкций линий электропередачи
- Разновидности конструкций входной двери для деревянных домиков
- Сборка пластикового водостока. Установка новой системы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
