Б) Погрешности обработки, возникающие в результате температурных деформаций инструмента.
Теплота, выделяющаяся при резании металлов, нагревает инструмент, что приводит к его удлинению. Удлинение происходит в течение 8-16 минут непрерывного резания, а затем наступает тепловое равновесие (рисунок 15). Например, при обработке твердосплавным резцом без охлаждения его деформация достигает 30-50 мкм (с охлаждением в 3-3,5 раза меньше).
Удлинение увеличивается с ростом подачи, глубины и скорости резания.
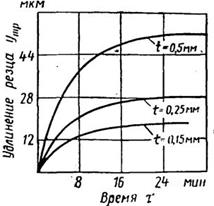
Рисунок 15 - Температурные деформации резца
В общем случае удлинение резца может быть определено по следующей формуле:
 ,
,
где Lр- вылет резца; sв - предел прочности резца; F – площадь.
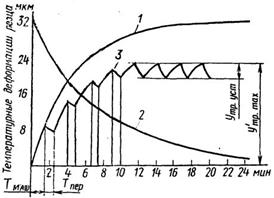
Рисунок 16 - Температурные деформации резца при точении с перерывами
Характер влияния температурных деформаций инструмента на точность зависит от соотношения времени резания и времени перерыва, габаритов инструмента и порядкового номера заготовки с начала обработки (рисунок 6). Общая погрешность формы от температуры:wф.=2ут.р.max,
Для уменьшения влияния температурных деформаций инструмента необходимо вести настройку станка на заданный размер и последовательную обработку заготовок в состоянии теплового равновесия-wф.=2ут.р.уст.
Дата добавления: 2020-10-01; просмотров: 1027;
Поиск по сайту
Узнать еще
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- А) в средних рядах; б-д) в крайних рядах; е) в торцах; ж-и) в местах перепада высот, деформационных и температурных швов (на парных колоннах)
- Абсолютная и относительная погрешности
- Абсолютные и относительные погрешности
- Аналитический метод определения погрешности схемы измерительного устройства.
- Аритмии, возникающие в результате нарушений проводимости
- Аритмии, возникающие в результате нарушения автоматизма

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
