Технология литья в песчаные формы: процесс, материалы и оборудование
Введение в литье в песчаные формы. Литье в песчаные формы является основным способом изготовления отливок, обеспечивая производство до 80% от их общего количества. Данная технология предполагает использование разовых литейных форм, изготавливаемых из специальной формовочной смеси. Основными компонентами этой смеси служат кварцевый песок, огнеупорная глина и вода. Технологический цикл включает заливку расплавленного металла в форму, его выдержку до полного затвердевания, последующее разрушение формы и извлечение готовой отливки. На завершающем этапе производится отделение элементов литниковой системы и очистка отливки от остатков формовочной смеси.
Требования к свойствам формовочных смесей. Состав и физико-механические свойства формовочной смеси напрямую зависят от технологических требований, предъявляемых к литейной форме. Форма должна обладать комплексом критически важных характеристик для обеспечения качества конечной продукции. Во-первых, необходима достаточная прочность для противодействия нагрузкам при сборке, транспортировке и заливке жидкого металла. Во-вторых, обязательным свойством является газопроницаемость, позволяющая эффективно отводить газы, образующиеся при заливке. Третьим ключевым свойством выступает противопригарность – способность не спекаться с расплавленным металлом. Четвертое требование – это податливость, позволяющая форме сжиматься без разрушения при усадке металла. Наконец, форма должна обладать высокой термохимической стойкостью для предотвращения химических реакций с металлом.
Конструкция и состав литейной формы. Песчаные формы являются разовыми и разрушаются в процессе выбивки готовой отливки. Конструктивно литейная форма, как показано на рисунке 1.1, а, представляет собой систему элементов, формирующих рабочую полость для заливки расплава. После его кристаллизации в этой полости образуется готовая отливка. Стандартная форма состоит из двух основных частей: нижней полуформы и верхней полуформы. Для изготовления песчано-глинистой формы требуется применение специальной модельно-опочной оснастки. В состав этой оснастки входят опоки, модель отливки (рис. 1.1, б), стержень (поз. 2 на рис. 1.1, а), а также модели элементов литниковой системы.
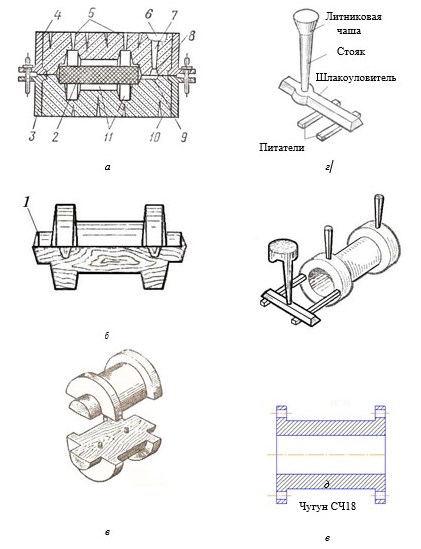
Рис. 1.1. Литейная форма и ее элементы: а – литейная форма; б, в – разъемная модель отливки; г – элементы литниковой системы; д – отливка детали с литниковой системой; е – деталь, полученная после механической обработки отливки
Элементы литниковой системы. Литниковая система – это совокупность каналов, подводящих расплавленный металл в полость формы и обеспечивающих выход газов и шлака. Ее ключевые компоненты, обозначенные на рис. 1.1, а, включают стояк (поз. 7), представляющий собой вертикальный канал. Вокруг стояка в формовочной смеси (поз. 10) вырезают литниковую чашу или воронку (поз. 6). Далее металл поступает в полость формы через питатель (поз. 9). Важным элементом является шлакоуловитель (поз. 8), предназначенный для улавливания шлака, попавшего в поток металла. Также система включает выпоры (поз. 5), служащие для вывода газов из полости формы и контроля процесса заливки.
Назначение и типы моделей. Модель отливки – это приспособление, предназначенное для формирования в формовочной смеси полости, точно соответствующей конфигурации наружной поверхности будущей отливки. Как показано на рис. 1.1, б, в, с помощью разъемной модели создается отпечаток (поз. 11) в форме. Для изготовления форм используются опоки (поз. 3 и 4 на рис. 1.1, а) – жесткие металлические рамки, в которые помещают модель и уплотняют формовочную смесь. Конструктивно модели подразделяются на разъемные модели и неразъемные модели, выбор которых зависит от сложности геометрии отливки.
Изготовление и требования к стержням. Для формирования внутренних полостей, отверстий или сложных контуров в отливке используются стержни (поз. 2 на рис. 1.1, а). Конфигурация стержня точно повторяет геометрию внутренней полости отливки. Изготавливаются стержни из специальных стержневых смесей, в состав которых входят кварцевый песок и связующие вещества, такие как жидкое стекло, канифоль или синтетические смолы. В связи с тем, что стержень окружен расплавленным металлом со всех сторон, к нему предъявляются повышенные требования по газопроницаемости, прочности, податливости и противопригарности по сравнению с самой формой. Процесс формовки стержней осуществляется в специальных стержневых ящиках, пример которых представлен на рисунке 1.2.
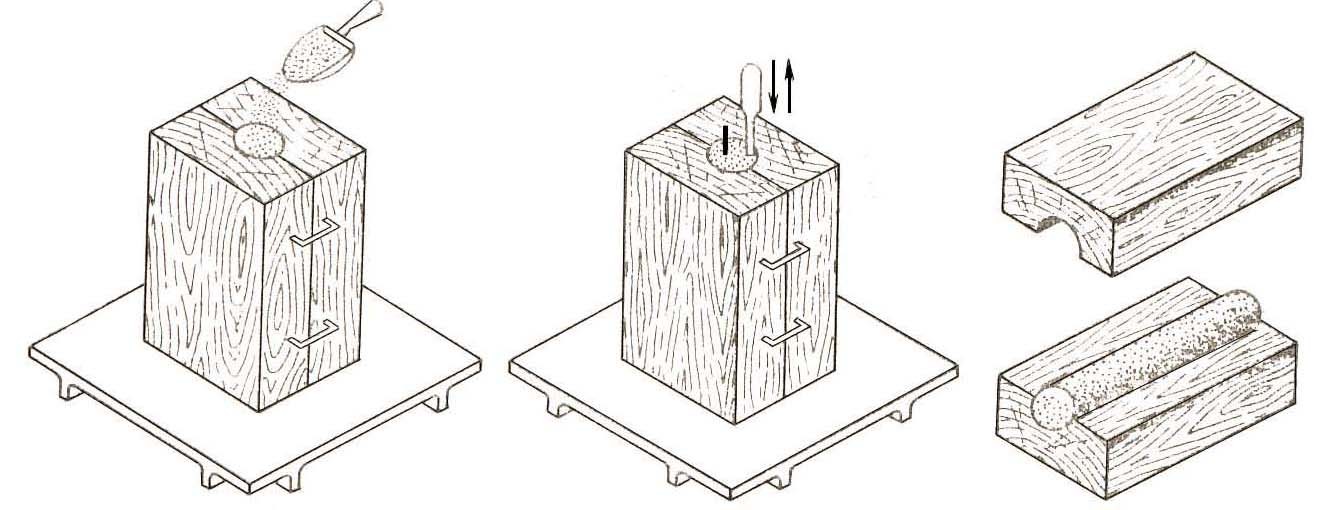
Рис. 1.2. Схема изготовления стержня по разъемному деревянному ящику
Конструктивные особенности моделей и стержней. Для точной и надежной установки стержней в литейную форму на моделях и самих стержнях предусматриваются специальные выступы, называемые стержневыми знаками (поз. 1 на рис. 1.1, б). Конфигурация и размеры этих знаков должны гарантировать легкий монтаж стержня и его устойчивость при транспортировке, кантовке и заливке формы. Для облегчения извлечения моделей из формы и стержней из ящиков все их вертикальные стенки выполняются с технологическими уклонами. Кроме того, поверхности модельного комплекта должны быть гладкими, чистыми и покрытыми специальными водоотталкивающими лаками.
Материалы для модельной оснастки. Модели и стержневые ящики изготавливаются из различных материалов: дерева, металла или пластмассы. Выбор материала зависит от серийности производства и требований к точности. Металлические модели и ящики обладают значительно большей долговечностью и точностью размеров по сравнению с деревянными аналогами. Их использование позволяет получать отливки с более высокой чистотой поверхности и точностью геометрических параметров. При проектировании оснастки обязательно учитывается линейная усадка сплава.
Учет усадки при проектировании. При переходе металла из жидкого состояния в твердое происходит его объемное сокращение, известное как усадка. Различают объемную усадку и линейную усадку. Именно линейная усадка, то есть уменьшение размеров отливки по длине, ширине и высоте, является критически важным параметром при проектировании моделей и стержневых ящиков. Для компенсации этого эффекта размеры модели намеренно увеличиваются по сравнению с чертежом готовой детали. Желательно, чтобы поверхность разъема модели представляла собой горизонтальную плоскость.
Технологический процесс изготовления формы. Процесс изготовления литейной формы, подробно иллюстрируемый рисунком 1.3, состоит из последовательности строго регламентированных операций. Начинается процесс с установки нижней опоки (поз. 4) на подмодельную плиту (поз. 1) с размещенной нижней частью модели (поз. 2) и моделью питателя (поз. 3). Поверхность модели припыливается графитом (рис. 1.3, а) для предотвращения прилипания смеси. Далее опока заполняется формовочной смесью, которая тщательно уплотняется с помощью трамбовки (поз. 5 на рис. 1.3, б). Излишки смеси удаляются с поверхности полуформы при помощи линейки (поз. 6 на рис. 1.3, в).
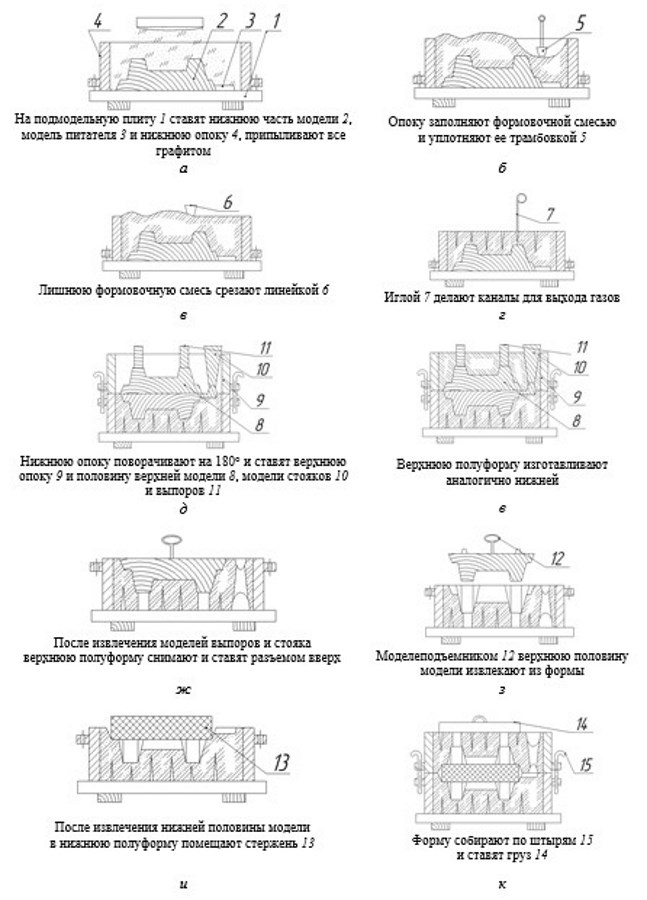
Рис. 1.3. Схема технологического процесса изготовления литейной формы
Формирование газовых каналов и верхней полуформы. После уплотнения смеси с помощью иглы (поз. 7) в нижней полуформе прокалываются специальные каналы для выхода газов (рис. 1.3, г). Следующим этапом является кантовка – поворот нижней полуформы на 180°. После этого на нее устанавливается верхняя половина модели (поз. 8) и верхняя опока (поз. 9) по центрирующим штырям (поз. 15), как показано на рис. 1.3, д. Поверхность модели вновь припыливается графитом, устанавливаются модели стояка (поз. 10), выпоров (поз. 11) и шлакоуловителя.
Завершение изготовления и сборка формы. Верхняя опока заполняется формовочной смесью и уплотняется, после чего излишки смеси срезаются (рис. 1.3, е). Далее производится удаление моделей стояков и выпоров, прорезается литниковая воронка и дополнительные вентиляционные каналы. После этого верхняя полуформа аккуратно снимается (рис. 1.3, ж), и из нее с помощью моделеподъемника (поз. 12) извлекается верхняя половина модели (рис. 1.3, з). На завершающем этапе изготовления в нижнюю полуформу устанавливается стержень (поз. 13 на рис. 1.3, и).
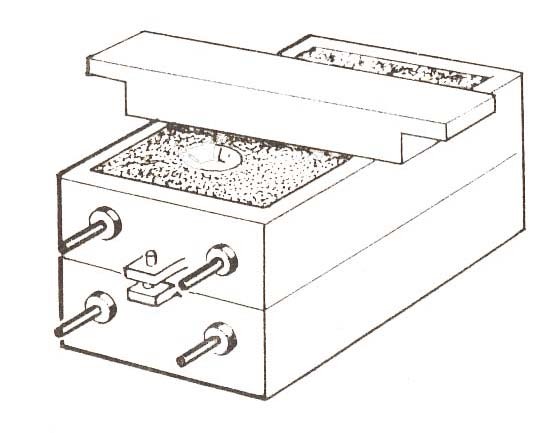
Рис. 1.4. Литейная форма после заливки
Окончательная сборка и заливка формы. Производится окончательная сборка формы: верхняя полуформа устанавливается на нижнюю с точной ориентацией по центрирующим штырям (поз. 15). Для противодействия давлению жидкого металла, которое может привести к подъему верхней полуформы и вытеканию расплава, на нее устанавливается груз (поз. 14 на рис. 1.3, к). Готовая к заливке форма представлена на рисунке 1.4. После заливки, затвердевания и охлаждения металла форма разрушается, отливка освобождается от смеси, из нее выбивается стержень, удаляются элементы литниковой системы, и поверхность окончательно очищается.
Сведения об авторах и источниках:
Авторы: Е.А. Астафьева, Ф.М. Носков.
Источник: Технология конструкционных материалов.
Данные публикации будут полезны студентам бакалавриата по направлению «Машиностроение», а также всем, кто изучает дисциплину «Технология конструкционных материалов» в рамках укрупненной группы специальностей «Материаловедение, металлургия и машиностроение».
Дата добавления: 2025-11-02; просмотров: 135;
Поиск по сайту
Узнать еще
- ChatGPT в образовании: как интегрировать искусственный интеллект в учебный процесс, развивать цифровую грамотность и преподавать этику ИИ для будущих специалистов
- Автоматизация и современные материалы в литейном производстве: технологии и перспективы
- Архитектура компьютерных сетей: типы, оборудование и модель OSI
- Бетонные стройматериалы на основе отходов деревопереработки и другого местного сырья
- Бетонные стройматериалы — своими руками
- Бурение скважин на воду: технологии, фильтры, оборудование
- Бутовая кладка фундаментов и опор: технология, требования, контроль качества
- Бытовое оборудование укрытий

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
