Древесина как лесоматериал или пиломатериал. Валка леса, формование и классификация бревен 8 глава
ПРОИЗВОДСТВО
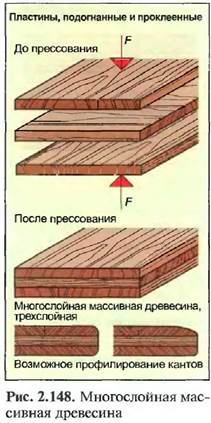
Пластины распиливаются на многопильном раскряжевочном станке по толщине и ширине. Узкие поверхности должны подходить для склеивания, широкие поверхности шлифуются. Высокоценные поверхности перед склеиванием пластин и прессованием сортируются по цвету и рисунку.
ПРИМЕНЕНИЕ
Многослойная массивная древесина применяется для изготовления поверхностей большой площади, которые должны выглядеть и иметь свойства как у массивной древесины. Такую древесину можно обрабатывать как обычную массивную древесину по узким и широким поверхностям, без необходимости особого склеивания. Благодаря крестообразному склеиванию поверхность является хорошо устойчивой.
2.13,2. Композиционные материалы
Композиционными материалами называют плиты, которые состоят из среднего слоя и с двух сторон оклеены облицовочным шпоном.
Средний слой может состоять из пластин цельной древесины, древесностружечной плиты, пористой древесноволокнистой плиты, гипсокартонпой плиты или пенистой смолы. Также может использоваться пустотелый средний щит, например щит с сотами из гофрированной бумаги, рейки из древесностружечных плит или твердых древесноволокнистых плит.
Облицовочный слой — это слой шпона, тонкие древесностружечные или древесноволокнистые плиты, твердые древесноволокнистые или пластиковые плиты, а также металл.
К этой группе относятся заградительные двери.
2.13.2.1. Заградительные двери
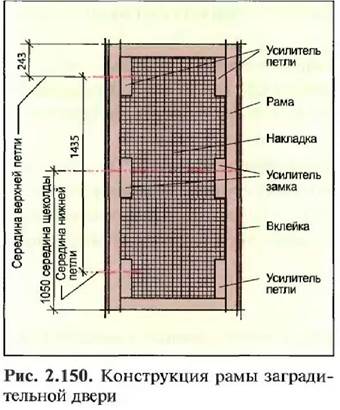
Заградительные двери (DIN 68706) состоят из четырехсторонней рамы толщиной от 55 до 75 мм, вставки и облицовочных плит (рис. 2.149 и 2.151).
Вставка может являться пустотелым или наполненным щитом. В качестве пустотелых вставок используют г офрированную бумагу или картон, шпон, склеенный в шахматном порядке и растянутый в виде гармошки, полосы из древесноволокнистых плит, цельной древесины или древесностружечных плит. К наполнителям относятся пористые древесноволокнистые изоляционные плиты, пеноматери- алы, прессованная пробка, гипсокартонные плиты, многопустотные плиты экструзионного прессования или средние слои из массивной древесины.
Облицовочный слой состоит из слоистой фанеры, древесноволокнистых плит или тонких древесностружечных плит.
Нормальные зафадительмые двери имеют небольшой вес и толщину от 38 до 40 мм. В зависимости от вида вставки и облицовочного слоя они распределяются в различные классы по климату и нагрузкам (табл. 2.29). На дверях может быть предусмотрено стеклянное окошко, глазок, прорезь для вентиляции или доставки писем, края могут быть гладкими или фальцованными (см. п. 10.3 «Дверные полотна»).
Специальные заградительные двери благодаря большему весу обеспечивают более хорошую звукоизоляцию, другие двери в случае приме)гения свинцовой вкладки предназначены для защиты от излучения. Заградительные двери для использования в домах бывают толщиной от 58 до 70 мм и имеют конструкцию, которая противодействует искривлению (см. п. 10.3 «Дверные полотна»). Двери для защиты от пожара или задымления имеют вкладки из негорючего материала, а по краям обработаны противопожарными полосами, так называемыми расширительными полосами (см. п. 10,3.6.2 «Огнестойкие и дымозащитные двери»). Проти- вовзломные двери снабжены устойчивой вкладкой и облицовочным слоем. Для бронированных дверей вкладка состоит из непропускающей выстрел древесины.

| Таблица 2.29. Классы нагрузки для заградительных дверей |
| Гидротермическая нагрузка |
| Класс 1 II III |
| нормальная средняя высокая Климатическая нагрузка |
| Механическая нагрузка |
| Класс N MS |
| нормальная средняя высокая Механическая нагрузка |
В продажу заградительные двери поступают без дополнительной облицовки или облицованные шпоном, покрытые лаком, пластиком или металличес-
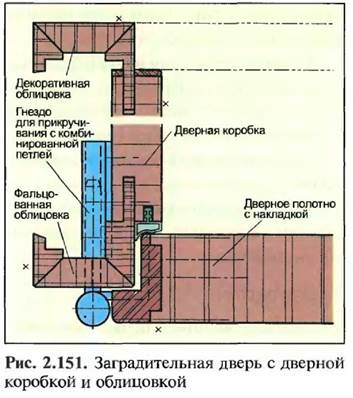
ким покрытием. Также они поставляются с готовыми к монтажу дверными коробками и облицовкой (рис. 2. L51).
2,13.3. Древесностружечные материалы
Древесностружечные материалы производят из древесных опилок и клеев на основе синтетической смолы под воздействием тепла и давления. Различают древесностружечные плиты плоского прессования, древесностружечные плиты экструзионпо- го прессования, а также формованные древесностружечные детали.
2.13.3.1. Древесностружечные плиты плоского прессования
Древесностружечная плита плоского прессования PI
и Р2 для общего применения — это древесностружечная плита, древесные частицы которой расположены преимущественно параллельно пласти. Древесностружечные плиты плоского прессования на поперечном сечении имеют различные слои (рис. 2.152).
Однослойные плиты состоят из одного равномерного слоя опилок. Такие плиты применяются в качестве наполнителя или звукопоглощающих плит.

Трехслойные и многослойные плиты имеют рыхлый средний слой и более плотные облицовочные
слои. Поэтому они имеют более высокую прочность на изгиб при нагрузке перпендикулярно плоскости плиты.
Древесностружечная плита с бесступенчатым изменением структуры - это произведенные благодаря всыпанию опилок бросками или воздушным потоком древесностружечные плиты, в которых более тонкие и легкие опилки расположены в наружных слоях, а более толстые и тяжелые ■ во внутренних слоях.
Древесностружечная плита с мелкоструктурной поверхностью (FPO) — это древесностружечная плита с наружными слоями из дополнительно измельченных и (или) отсортированных древесных частиц и пыли. Делает возможным непосредственное нанесение лака, напрессовывание декоративной пленки на поверхность или ламинацию.
ПРОИЗВОДСТВО
Древесностружечные плиты, в том числе и плоского прессования, производят из опилок сосны, ели, пихты, тополя и ольхи, а также из березы и бука. Опилки получают из здоровых, тонких и окоренных стволов, веток и промышленной древесины (древесных отходов). Древес и на измельчается на опилки, размер которых зависит от того, в какой слой — наружный или внутренний — они пойлут. В заключение опилки высушиваются до 3—4% влажности древесины, многократно сортируются с помощью воздушной сепарации или просеивания и загружаются в промежуточный бункер.
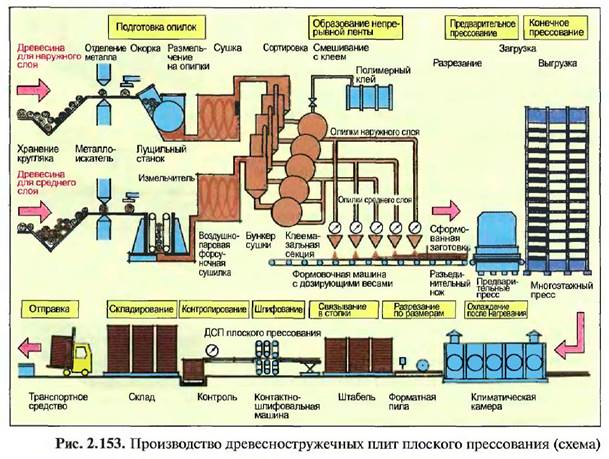
Количество опилок для наружного или внутреннего слоя зависит от желаемой толщины плиты и дозируется при помощи точных весов. На пути к формовочной машине опилки методом обкатки и распыления смешиваются с искусственными смолами, такими как, например, мочевиноформальде- гидная смола, меламиновая смола, фенолформаль- дегидная смола, или дианизидиндиизоцианатны- ми клеящими веществами (изоцианатами). В формовочной машине опилки на транспортере формируются в сформованные заготовки, при этом опилки среднего слоя наносятся методом набрасывания, а опилки наружного слоя — методом воздушной сепарации. Таким способом более тонкие опилки попадают на поверхность плиты.
Подаваемая непрерывная лента предварительно уплотняется в прессе, отрезается по длине и потом подается на многоэтажный пресс или постоянно двигающийся рулонный пресс. Во время процесса прессования клей на основе синтетической смолы затвердевает при температуре от 170 до 190°С и давлении около 300 Н/м2. После прессования плиты остужают и выдерживают неделю в штабеле. В течение этого времени влага и тепло в сечении плит должны выровняться, чтобы снизить вероятность внутренних напряжений и изменения формы (кондиционирование). Последним этапом изготовления является шлифование поверхности, а также контроль и маркировка поверхности (рис. 2.153).
СВОЙСТВА
Древесностружечные плиты для изготовления мебели и внутренних работ имеют плотность около 660 кг/м3. Наружные слои таких плит достаточно тонкие и плотные, средние слои — рыхлые, как правило, грубые. Поэтому они имеют более высокую прочность на изгиб, чем при гомогенном строении поперечного сечения стружечной плиты. Древесностружечные плиты плоского прессования преимущественно устойчивы к изменению формы и размеров и подходят для применения в несущих конструкциях. Из-за поперечно направленной структуры опилок плиты имеют маленькую прочность на разрыв в поперечном сечении. Древесно-стружечные плиты плоского прессования можно хорошо обрабатывать на деревообрабатывающих станках и инструментах. Благодаря практически одинаковой прочности во всех направлениях плоскости плиты при разрезании не нужно придерживаться какого-либо особого направления резания. Такие плиты можно склеивать обычными клеящими средствами, поверхнос ти можно лакировать, покрывать шпоном или слоем пластика.
ПРИМЕНЕНИЕ
Древесностружечные плиты (PI и Р2) в исходном виде или с нанесением слоя шпона или другого покрытия применяются для изготовления частей мебели и внутренней отделки поверхностей большой площади.
Древесностружечные плиты сорта РЗ подходят для применения в ненесущих конструкциях внутренней отделки для условий расчетной повышенной влажности, например при наружной отделке помещений с относительной влажностью воздуха 85% и температуре воздуха 20°С в течение нескольких недель в году.
ОБРАБОТКА
Древесностружечная плита может обрабатываться всеми столярными деревообрабатывающими инструментами и станками, то есть ее можно распиливать, фрезеровать, строгать, сверлить и шлифовать. Так как связывающие смолы могут быстро затупить режущий инструмент, то необходимо использовать твердосплавные станочные инструменты. Древесностружечные плиты плоского шлифования
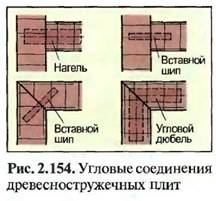
имеют, как правило, менее плотный средний слой с меньшей прочностью при поперечном растяжении и меньшим временным сопротивлением срезу. Поэтому следует избегать проходящих поперек поверхности пазов или канавок. Они разрушат придающий жесткость наружный слой и значительно уменьшат прочность плиты. В качестве соединительных средств рекомендуется использовать нагели и вставные шипы (рис. 2.154).
Для склеивания, нанесения покрытия и приклеивания шпона могут использоваться все применяемые в столярном деле клеи. Для облицовки тонкими декоративными плитами следует использовать только ДСП плоского прессования с очень мелким наружным слоем, чтобы позднее структура опилок не проступила на поверхности.
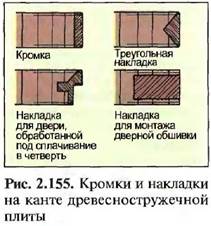
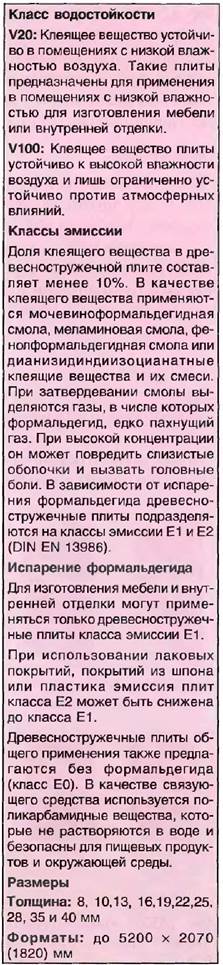
Видимые канты обрабатываются приклеиванием кромки или накладкой из шпона. Если обрабатывают древесностружечные плиты класса водостойкости VI00 (например, РЗ или Р4) для применения их во влажных помещениях или на открытом воздухе, то необходимо все невидимыеканты также обработать приклеиванием кромок или шпаклевкой, чтобы влажность не могла проникнуть в плиту через канты. Древесностружечные плиты плоского прессования хорошо скрепляются гвоздями и шурупами. Сопротивление выдергиванию этих соединительных элементов в краях плит, однако, незначительно, а опасность раскалывания достаточно высокая. Если необходимо получить высокое сопротивление выдергиванию для гвоздей или шурупов в крае плиты, то нужно использовать специальную накладку из цельной древесины (рис. 2.155).
СПЕЦИАЛЬНЫЕ ПЛИТЫ ПЛОСКОГО ПРЕССОВАНИЯ Древесностружечные плиты плоского прессования могут быть приспособлены для различных целей применения с помощью нанесения специального покрытия на поверхность или при использовании различных добавок при производстве. Имеются стружечные плиты с грунтовочным покрытием из пленки, с узорчатой облицовочной фанерой или шпоном. К специальным плитам также относятся трудновоспламеняемые плиты, юlacc строительного материала В1 и негорючие плиты, класс строительного материала А2 (DIN 4102). Последние, как правило, являются плитам, в которых связующим веществом является цемент (см. п. 2.19.5 «Древесностружечные плиты на основе цемента»).
Легкие древесностружечные плиты (LF) имеют плотность от 250 до 500 кг/м3 и почти рыхлую равномерную структуру. Из-за особой структуры поверхности и высокой звукопоглощающей способности такие плиты используются для звукоизоляции. Они могут иметь покрытие или быть обшиты досками.
2.13.3.2. Древесностружечные плиты
с покрытием из искусственных материалов (KF)
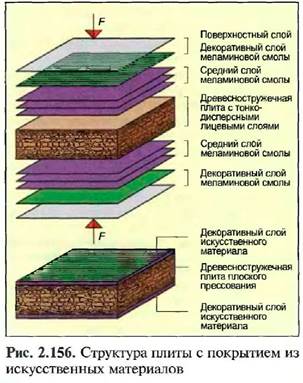
Декоративные древесностружечные плиты с покрытием из искусственных материалов состоят из уплотненной многослойной стружечной плиты и декоративного слоя, пропитанного искусственной смолой. Декоративный слой имеет от трех до шести слоев сульфатной крафт-бумаги, пропитанных фенолформальдегидной смолой, при меньшем количест ве слоев — также пропитанных меламиновой смолой, и декоративного слоя меламиновой смолы и поверхностного слоя. Эти слои искусственных материалов спрессовываются между собой и с поверхностью древесностружечной плиты при температуре 150СС и давлении 300 Н/см2. При этом полированные щиты пресса придают поверхности блеск и гладкость, матовые щиты — матовость, а структурированные щиты пресса позволяют получить струк-турированную поверхность. Декоративные древесностружечные плиты с покрытием из искусственных материалов могут быть произведены с множеством цветов и рисунков, также под древесину и с металлическим эффектом (рис. 2.156).
СВОЙСТВА
Декоративные древесностружечные плиты с покрытием из искусственных материалов не нуждаются в дальнейшей обработке поверхности. После разрезания должны быть обработаны только видимые края. Плиты имеют плотность около 710 кг/м3, высокую прочность на изгиб и хорошо сохраняются. Их поверхность достаточно твердая и не имеет пор, высоко устойчива к износу, стойка к кипящей воде, па нее можно ставить даже горячие кастрюли. Также выдерживает обычные в домашнем хозяйстве щелочи, кислоты, алкоголь. Не влияет на вкус и запах продуктов, легко моется и кратковременно может выдержать воздействие горящей сигареты. Однако плиты с покрытием из искусственных материалов неустойчивы против сильно окрашивающих растворов, соляной и азотной кислоты, каустической соды, перекиси водорода и гидроокиси калия. Поверхность может быть повреждена острыми и режущими предметами.
ПРИМЕНЕНИЕ

Декоративные древесностружечные плиты с покрытием из искусственных материалов применяются во всех областях изготовления мебели и внутренней отделки, особенно тогда, когда требуются нечувствительные поверхности для производства кухонной и лабораторной мебели, а также торгового оборудования.ОБРАБОТКА
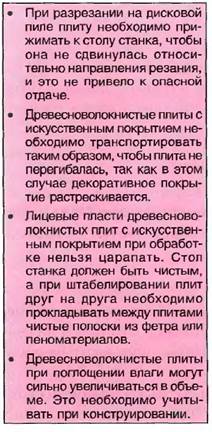
Декоративные древесностружечные плиты с покрытием из искусственных материалов имеют готовую поверхность, которая не должна быть повреждена при транспортировке. Поэтому такие плиты необходимо складировать и перевозить с осторожностью. Большие плиты при переноске нужно ставить на ребро, чтобы предотвратить прогиб в середине и образование трещин в декоративном слое. Стол станка должен быть чистым, чтобы поверхность плиты не поцарапалась. Для распиливания, сверления и фрезерования пригодны из-за твердого облицовочного слоя только твердосплавные инструменты. Для того чтобы обе стороны при распиливании получили края без вырывов, необходимо применять пильные диски с особым нарезанием зубьев (см. табл. 6.1).
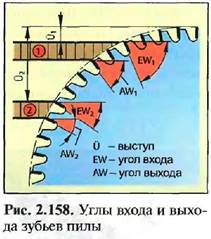
Наряду со скоростью подачи и резания необходимо соблюдать также правильную установку пильного диска по высоте. При использовании большого выступа пильного диска над кромкой реза U качество верхнего края будет выше, а нижнего — ниже, так как маленький угол входа резания дает хороший верхний край, а большой угол выхода резания дает хороший нижний край. Подходящий выступ пильного диска над кромкой реза должен быть определен пробным путем (рис. 2.158).
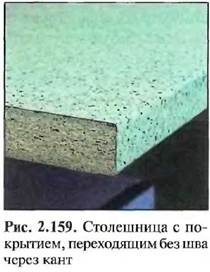
Некоторые круглопильные форматные станки имеют маленькие дисковые пилы для предварительного пропиливания. Они устанавливаются на кромку реза основного пильного полотна (рис. 2.157). После отрезания по формату на видимые канты необходимо приклеить кромки, ABS-канты (ABS - акр ил он игр ил/бутадиен/стирол) , кромки из полиэстера или меламиновой смолы. Для столешниц, подоконников и т.д. слой искусственного покрытия может быть наложен также и на края (рис. 2.159).
Для фрезерования необходимо использовать специальные фрезы с заменяемыми твердосплавными поворотными плитами. Для сверления поверхности используют твердосплавные сверла.
Для выполнения угловых соединений используются стыковые нагельные и шпоночные соединения. При выполнении стыкового нагельного соединения на имеющей покрытие стороне количество нагелей следует увеличить. I Товерхности с покрытием могут быть сделаны шероховатыми или необходимо использовать лаковый клей.
Загрязненные поверхности можно очистить спиртом или содержащими бензин смесями. Нельзя использовать абразивные чистящие средства. Между готовыми деталями обрабатываемого изделия при штабелировании должны прокладываться узкие полосы из стирола или маленькие войлочные пластинки, чтобы поверхности не поцарапались.
2.13.3.3. Плиты из длинных стружек
Плиты из длинных стружек, также называемые О SB-плиты (Oriented Strand Board - плита с ориентированной плоской стружкой), — это многослойные плиты, которые производятся из ДЛИННЫХ, узких и ориентированных стружек (Strand) определенной толщины и формы (DIN EN 300 и DIN EN 12369-1).
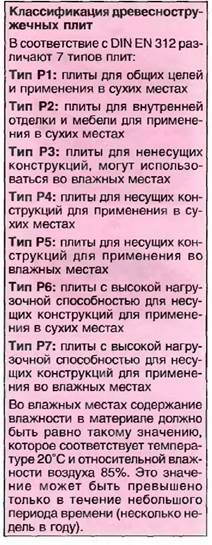
Благодаря специальному способу рассеивания длинные стружки в наружных слоях лежат преимущественно в продольном направлении плиты, а в средних слоях - в поперечном направлении. В продольном направлении плита имеет более высокую прочность на изгиб. Проклеивание и структура опилок придают OS В-плитам их характерный внешний вид. Благодаря длинным и узким стружкам наружного слоя этого типа плит их прочность на изгиб выше, чем у обычной древесностружечной плиты плоского прессования. Конечно, при распиловке следует учитывать продольное направление плиты, OSB-плиты применяются в основном как строительные панели или покрываются шпоном для применения во внутренней отделке или при изготовлении мебели. Стойким штампом или наклейкой плиты маркируются, при этом указываются производитель, номер DIN, номинальная толщина и класс содержания формальдегида (рис. 2.160).
Различают следующие типы плит и их обозначения:
OSB/1 плиты для общих цепей и применения в сухих местах, включая применение для внутренней отделки и изготовления мебели, в маркировке содержат одну синюю полосу,
OSB/2 плиты для несущих конструкций для применения в сухих местах, например в качестве внутренних стен в сборных домах, в маркировке содержат две синие полосы,
OSB/3 плиты для ненесущих конструкций, могут использоваться во влажных местах, в маркировке содержат одну белую полосу,
OSB/4 плиты с высокой нагрузочной способностью для несущих конструкций для применения во влажных местах, например в качестве стен в сборных домах, в маркировке содержат две белые полосы.

OSB-плиты можно обрабатывать как обычные древесностружечные плиты. При нанесении покрытии слой материала все же должен быть достаточно толстым, чтобы структура опилок не проступила на поверхности.
2.13.3.4. Фасонн ые детал и из древесностружечных материалов
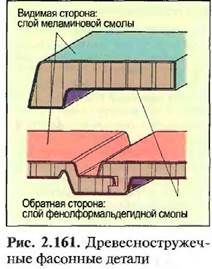
Из древесных опилок могут быть произведены изделия, изогнутые в двух или трех измерениях. В случае применения таких деталей в сухих внутренних помещениях опилки склеиваются мочевино- формальдегидной смолой, при использовании во влажных помещениях или на открытом воздухе - фенолкрезоловой или меламиновой смолой.
Поверхности могут быть покрыты декоративным слоем шпона, искусственным материалом или другим декоративным материалом, а также тканью или металлической пленкой. Для наружного применения видимые части фасонной детали покрывают в основном слоем особо устойчивой прозрачной меламиновой смолы. В столярном деле могут применяться такие древесностружечные фасонные детали, как подоконники, столешницы или облицовочные доски (рис. 2.161).
2.13.3.5, Древесностружечные плиты экструзиоиного прессования
Древесностружечные плиты экструзионного прессования — это плиты, в которых опилки благодаря экструзионному способу прессования располагаются перпендикулярно плоскости плиты. Существуют сплошные древесностружечные плиты экст- рузионного прессования (SV) и многопустотные древесностружечные плиты экструзионного прессования (SR), которые представлены на рис. 2.162.
ПРОИЗВОДСТВО
При методе экструзионного прессования перемешанные с полимерным ктсем стружки подаются через качающуюся распределительную трубу. Поршни экструзионного пресса непрерывно набивают стружки перпендикулярно пласти плиты в нагреваемый канал матрицы пресса, в котором масса стружек уплотняется и склеивается. Выходящая из канала матрицы пресса непрерывная лента шириной 1250 или 1850 мм нарезается по длине на плиты. Преимущество метода экструзионного прессования состоит в том, что могут использоваться древесные отходы, такие как отходы фанеры, горбыль, рейки от обреза, лущина, остатки рулонов шпона и даже опилки.
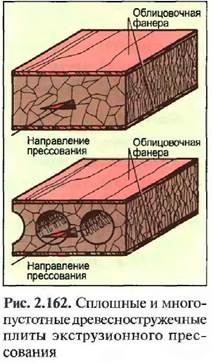
Многопустотные древесностружечные плиты экструзионного прессования имеют похожие на трубы пустоты в направлении вдоль прессования. Они возникают благодаря тому, что в канале матрицы пресса расположены несколько нагреваемыхтруб с поперечным сечением, равным размеру желаемой полости, вокруг которых поршни пресса образуют манжету. Таким способом можно производить толстые плиты с достаточно маленьким весом.
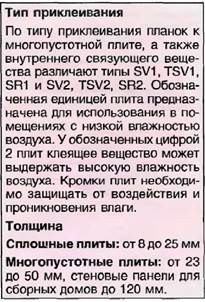
Выходящие из пресса плиты из-за специфической структуры их поперечного сечения имеют низкую прочность па изгиб. Поэтому их используют, предварительно обив планками из фанеры, фанерных плит, древесноволокнистых плит или искусственного материала. Обитые планками плиты имеют обозначение TSV.
СВОЙСТВА
Обитые планками плиты имеют высокую устойчивость и могут быть хорошо соединены нагелями, гвоздями или шурупами, особенно по краям, которые проходят в направлении поперек прессования. Так же как и плиты плоского прессования, древесноволокнистые плиты экструзионного прессования можно обрабатывать на всех деревообрабатывающих станках и инструментах.
ПРИМЕНЕНИЕ
Древесностружечные плиты экструзионного прессования используют как сырье для изготовления дверей и элементов стены. Если необходимо снизить вес конструкции, то используют многопустотные плиты. Обитые планками древесностружечные плиты экструзионного прессования применяют для изготовлен и я облицовки при внутренней отделке зданий.
2.13.4. Древесноволокнистые материалы
Древесноволокнистые материалы производятся из волокон древесины или других целлюлозосодержащих волокон. Свою прочность они получают благодаря свойлачиванию разложенного на волокна сырьевого материала и особенным образом подготовленного клея. Их свойства подгоняются для дальнейшего применения при помощи различных давлений и температур прессования, добавления специальных веществ или при последующей обработке поверхности. В соответствии с DIN EN 316 различают древесноволокнистые плиты пористые, твердые, средней твердости и средней плотности.
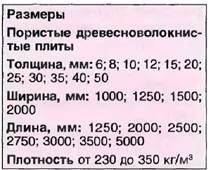
2.13.4. L Пористые древесноволокнистые плиты
Пористые древесноволокнистые плиты (SB) в соответствии с их применением также называю т древесноволокнистыми изоляционными плитами. Битумированные, пористые древесноволокнистые плиты использу ются в строительстве (рис. 2.163).
ПРОИЗВОДСТВО
Сначала древесина механическим способом измельчается в щепу (промежуточный продукт в технологии получения волокнистых полуфабрикатов целлюлоз-но-бумажного производства), затем паровым способом помола разлагается на волокна при помощи пара высокого давления и высокой температуры. В чанах, снабженных мешалкой или винтом, волокнистый материал перемешивается, и к нему в зависимости от типа плиты добавляются клеящие смолы, такие как природная, фенольная, крезол ьная или мочевиноформальдегидная смола, или водная битумная эмульсия. Подготовленная таким образом волокнистая суспензия растряхивается на длинносеточной машине до получения нетканого волокна, осушается при помощи пониженного давления и уплотняется при последующем вальцевании. Плиты высушиваются в сушильных камерах большой емкости при температурах от 120 до 190°С, в заключение охлаждаются и разрезаются по формату.
СВОЙСТВА
Древесноволокнистые изоляционные плиты имеют пористое строение. Благодаря тонкодисперсной поверхности пригодны для окрашивания или наклейки обоев. Древесноволокнистые плиты имеют теплоизоляционные, звукоизоляционные и звукопоглощающие свойства. Битумированные пористые древесноволокнистые плиты почти не подвержены гниению,
ПРИМЕНЕНИЕ
Пористые древесноволокнистые плиты особенно подходят для изготовления настенных и дверных вкладок. Битумированные плиты подходят для звукоизоляции шагового шума и в качестве защищающего от влаги слоя, например в несущих конструкциях крыши.
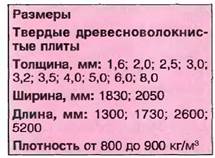
2.13.4.2. Твердые древесноволокнистые плиты
Твердые древесноволокнистые плиты в зависимости от степени уплотнения разделяют на среднетвердые древесноволокнистые нли гы малой плотности (MBL), сред- нетвердые волокнистые нли гы (MBH) и твердые древесноволокнистые плиты высокой плотности (HB).
ПРОИЗВОДСТВО
Волокнистая суспензия готовится так же, как и для пористых древесноволокнистых плит Но для уменьшения последующего разбухания по толщине в суспензию псе же еще добавляют в качестве связующего средства смолу и колофониум- парафинную эмульсию.

При влажном или полусухом способе производства твердых волокнистых плит волокнистая суспензия растряхивается на длинносеточной машине до получениянетканого волокна, уплотняется вальцеванием и прессуется в многоэтажном прессе.
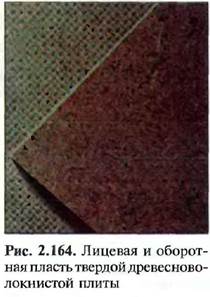
Для того чтобы выжимаемая вода могла отводиться, нижняя часть пресса имеет прополочную решетку. Эта проволочная решетка оставляет на оборотной пласти древесностружечной плиты характерные следы (рис. 2.164).
11ри сухом способе изготовления масса боло кон предварительно высушивается и особым методом рассеивания насыпается в полотно.
Благодаря этому возможно изготовление многослойных волокнистых плит. Произведенные таким способом плиты, как правило, являются гладкими с обеих сторон. Их качества улучшаются при помощи многочасовой тепловой обработки (затвердевания) и пропитывания высыхающими маслами. В заключение производится нарезка по формату и маркировка.
СВОЙСТВА
Твердые, срсднетвердые и очень твердые древесноволокнистые плиты имеют гладкую верхнюю (лицевую) пласть и в зависимости от способа производства решетчатую нижнюю пласть. Их можно обрабатывать обычными инструментами и станками, а также прибивать гвоздями, шурупами и приклеивать. Благодаря практически равной величине усушки во всех направлениях поверхности плиты направление обработки значения не имеет. Так как древесноволокнистые плиты при изменении влажности изменяют свой размер, то необходимо влажность плиты уравнять с влажностью на месте применения.
Кроме того, твердые древесноволокнистые плиты производятся перфорированные, с выраженной структурой поверхности, с рисунком под древесину или декоративной печатью, покрытые синтетическим лаком или ПВХ-пленкой,
ПРИМЕНЕНИЕ
Твердые древесноволокнистые плиты, так же как и фанерные плиты, пригодны для ненесущих поверхностей большой площади, изогнутых в одном направлении. Они используются при внутренней отделке здания для обшивки разделительных перс-городок и дверей, а также при изготовлении мебели для небольших по площади задних стенок и днищ выдвижных ящиков.
ОБРАБОТКА
При машинной обработке преимуществом является применение твердосплавных инструментов. Для склеивания между собой или приклеивания в качестве деревянной обшивки особенно хорошо подходит поливинилацетатный клей. Поверхности плит можно лакировать или дополнительно покрывать шпоном. Перед обработкой поверхности гладких плит следует сделать шероховатыми при помощи шлифования.
2.13А.3. Древесноволокнистые плиты с покрытием из искусственных материалов
Декоративные древесноволокнистые плиты с покрытием из искусственных материалов (КН) — это твердые древесноволокнистые плиты, которые на лицевой стороне имеют покрытие из слоя искусственной смолы. Они могут быть как одноцветными, так и во множестве вариантов декоративного покрытия под дерево и другие материалы. Такие плиты могут иметь блестящую, матовую или структурированную поверхность (рис. 2.165 и 2.166).
Дата добавления: 2020-07-18; просмотров: 721;
Поиск по сайту
Узнать еще
- API как средство интеграции приложений.
- ATA/133 (Parallel ATA, UltraDMA/133 или E-IDE)
- F06 Другие психические расстройства вследствие повреждения или дисфункции головного мозга, либо вследствие физической болезни
- F45.38 другие органы или системы
- F52 Половая дисфункция, не обусловленная органическим расстройством или заболеванием
- I. Идентификация потенциально вредных и (или) опасных факторов на рабочих местах.
- I. Общая характеристика категории состояния как часть речи
- I2C (Inter-Integrated Circuit) или двухпроводный интерфейс

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
