Древесина как лесоматериал или пиломатериал. Валка леса, формование и классификация бревен 6 глава

При сварке теплым воздухом необходимое тепло подводится к изделию и присадочному материалу с помощью аппарата для ручной термосварки, который похож на применяемую для сварки металлов сварочную горелку(рис. 2.119). В качестве сварочного газа в основном используется воздух, который нагревается встроенной в прибор электрической нагревательной спиралью и подается под давлением с помощью вентилятора на обрабатываемое изделие. Присадочный материал в зависимости от изделия и от формы шва в виде сварочного прутка вручную сверху вдавливается в нагретый свариваемый стык (рис. 2.119) и сваривается с основным материалом. Присадочный пруток должен быть изготовлен из того же вещества, что и основной материал.
Способ сварки теплым воздухом в основном применяется для сваривания плит толщиной до 5 мм, т руб и пленок. Поэтому его используют при изготовле- нии резервуаров и строительстве трубопроводов (рис. 2.119) или применяют сва-
rvmnri ilfi тгттж*т»"1 ГУ nnil-dftri/TM , /лил 1 1 1ПЧ
а также при укладке напольных покрытий.
При укладке напольных покрытий после сваривания выступающий наплавленный валик необходимо срезать заподлицо с помощью ножа.
При сварке с контактным нагревом в качестве нагревающего элемента используют сварочный паяльник, который также называется нож для разрезания сварного шва или сварочный клин.
Сварочный паяльник похож на обычный паяльник и имеет спереди нагревательную пластину в форме ножа, которая нагревается от электричества (рис. 1.121). Его используют для сваривания встык различных профилей с небольшим поперечным сс- ч ei шем, например катгтов для стола и проф иле й движущихся поручней.
При стыковом сваривании профилей соединяемые торцовые поверхности с обеих сторон прижимаются к нагретой пластине сварочного паяльника. Когда пластик начинает течь, паяльник убирают, а оба размягчившихся профиля плотно прижимают друг к другу. После охлаждения соединение становится прочным и его можно сразу же обрабатывать (рис. 2.122).
При разрезании пленки ножом для разрезания сварного шва с легким нажимом в зависимости от толщины пленки быстро или медленно проводится линия. Нагретый край ножа расплавляет пленку насквозь.
СКЛЕИВАНИЕ

Искусственные материалы, за редким исключением, например полиэтилен, можно хорошо склеивать друг с другом. Клеящие вещества и способы склеивания выбираются в основном взависимости от вида соединяемых искусственных материалов.
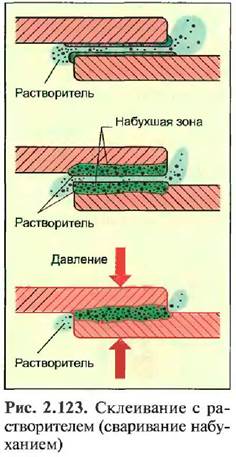
При склеивании деталей из термопластов склеиваемые поверхности немного размачивают растворителем, после этого наносят максимально разбавленный клей и соединяют детали при легком давлении. Давление необходимо сохранять до тех пор, пока средство, способствующее набуханию, и растворитель клея полностью не испарятся из клеевого стыка. При этом между молекулярными нитями склеиваемой поверхности и клея происходит взаимное свойлачивание, которое после полного испарения растворителя образует соединение, прочность которого близка к прочности сварного шва (диффузионное склеивание) (рис. 2.123).
Очень надежным клеящим средством для термопластов является раствор склеиваемого ксщества.
Если между собой соединяют детали из одного и того же искусственного материала, то обе склеиваемые поверхности размягчают с помощью подходящего для данного материала растворителя и сжимают друг с другом.
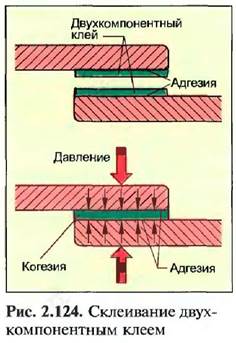
Детали из реактопластичных материалов имеют трудноразъедаемые, часто гладкие поверхности. Поэтому рекомендуется для обеспечения лучшего сцепления клея с поверхностью сделать их неровными с помощью шлифовальной бумаги и очистить (адгезионное склеивание).
В качестве клея применяются реактопласты. Они наносятся, как правило, с отверждаемые, например фснолформальдегидные или мочевиноформальдегид- ныс клеи, или как двухкомпонентные клеи, типа эпоксидного и noj i иуретан о Boro. При использовании этих клеев необходимо следить за тщательным перемешиванием обоих компонентов и четко выдерживать предписанное соотношение компонентов (рис. 2.124).
СГИБАНИЕ ИСКУССТВЕННЫХ МАТЕРИАЛОВ
Плиты из реактопластов, например слоистые пластики, по сравнению с плитами из термопластов сгибаются трудно и лишь в ограниченном объеме.
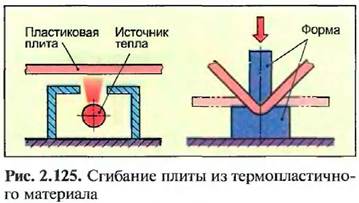
Если необходимо согнуть плиту из термопласта, то в зоне сгибания се необходимо нагреть до эластичного состояния и отогнуть край вручную или с помощью специального приспособления. Для нагрева применяется нагревательная шина или излучающий инфракрасный стержень. Отбортовкаили сгибание должны производиться заодну операцию (рис. 2.125). Если плита из термопластичного материала должна быть согнута под острым углом, то плиту нагревают на предусмотренном месте вдавливанием клиновидного нагревательного элемента, например сварочного канта, примерно до середины толщины плиты. Если сразу же отогнуть край плиты, то на внутренней стороне канта возникает сваривание. Этот
метоп (TfyiMRяугловые (piic. 2.126).
2.11.3.3. Разрезание
Придание формы обработкой искусственных материалов со снятием стружки (резанием) по сравнению с обработкой давлением применяется достаточно редко.
Обработка искусственных материалов резанием в основном возможна обычными деревообрабатывающими станками. Однако она затруднена из-за плохой теплопроводности, низкой теплостойкости и большого теплового расширения искусственных материалов. При резании обрабатываемые поверхности быстро нагреваются, что в случае термопластичных материалов легко может привести к смазыванию и плавлению. Кроме этого, часто существует угроза опасной для здоровья загазованности и пылеобразования, что делает необходимым ношение защиты дыхания.
Обработка резанием применяется чаще всего при разрезании и обработке полуфабрикатов, например плит, пленок и профилей. Важнейшими методами обработки являются насечка, резание, обработка напильником, пилой и сверление.
ОБРАБОТКА РЕЗЦОМ И РАЗРЕЗАНИЕ
Термореактопласты, например слоистые пластики, а также термопластичные панельные материалы, которые являются достаточно хрупкими и чувствительными к надрезу, могут разделяться резцом при толщине до 3 мм. При этом ведут ручной резец, который может быть изготовлен из твердого сплава, под давлением вдоль линии и насекают пластину на глубину от трети до половины ее толщины. После этого плита надламывается от канта, как при разрезании стекла стеклорезом.
Мягкие панельные материалы, прежде всего пленки, разрезаются ножами особой формы. Термопласты можно разрезать сварочным паяльником. Пленки и пластины из мягкой резины могут быть также разрезаны ножницами.
ОБРАБОТКА НАПИЛЬНИКОМ

Напильники применяются чаще всего для обработки шлифованных и искривленных поверхностей изделий, а также для округления кромок и снятия грата и заусенцев. Для термореактопластов подходят насеченные напильники. Термопласты можно обрабатывать фрезерованными напильниками, по возможности с гру-

бым шагом зубьев. Особенно подходят так называемые фрезерованные напильники для строгания (рис. 2.127).
РАСПИЛИВАНИЕ
Для распиливания искусственных материалов можно использовать все применяемые в деревообработке ручные пилы. Они должны быть особенно хорошо заточены и разведены. При распиливании необходимо обеспечить обрабатываемому изделию хорошую опору. Особенно хорошо подходят для распиливания пластиков лобзики и ножовки.
Распиливание машинными способами может производиться на ленточно- пильном или круглопильном станке.
С помощью ленточпопильных станков, как правило, производятся распилы изогнутой формы, а также обрезаются профили и прутки.
Прямолинейные разрезы производят на круглопильном станке. Для распиливания термопластов можно применять обычные в деревообработке пильные полотна из инструментальной стали. Для распиливания реактопластов требуются твердометаллические пильные диски. Для сильно наполненных или усиленных стекловолокном пластиков рекомендуется применение алмазных отрезных дисков.
При распиливании плит на круглопильных станках необходимо следить за тем, чтобы они были хорошо закреплены на машинном столе. Вибрация плиты ведет
к неаккуратному разрезу, кроме того, это очень опасно. Самые благоприятные скорости резания и подачи, а также правильную настройку выступа полотна лучше всего определять опытным путем. Как правило, более твердые и хрупкие пластики требуют более низкой скорости резания и подачи. Необходимо позаботиться об удалении опилок, частиц пыли и паров.
СВЕРЛЕНИЕ

Для сверления твердых и хрупких пластиков, особенно реакто! Iластов, можно применять обычные спиральные сверла для обработки металлов. Мягкие пластики сверлят специальными спиральными сверлами для пластика (рис. 2.128). Они имеют более вертикальное направление спиральной канавки сверла, более широкие стружечные канавки и угол при вершине от 60 до 90°. Благодаря этому ускоряется отведение стружки и снижается опасность зацепления или поднятия обрабатываемого изделия. При сверлении глубоких отверстий стружку необходимо удалять многократным поднятием сверла в просверливаемом отверстии и охлаждать сверло. Сверление отверстий большого диаметра в реактопластах можно производить с помощью сверл с цилиндрической головкой, например сверлом Форстнера.
Для искусственных материалов с высоким содержанием наполнителей и для усиленных стекловолокном реактопластов существуют спиральные сверла с твер-
ПГЧКРТМ infMxjpf^vwMiM ПГЧАПТШШН vn^v^o«™
, ^ V -1— "Г ' ■*■
ЗАДАНИЯ
1. Искусственные материалы в соответствии со способом их производства и с учетом физических свойств подразделяют на три группы. Объясните различия между группами и приведите примеры.
2. Пс1 юпласты из искусственных материалов в деревообрабатывающей технике имеют очень большое значение. Опишите различные виды, свойства и применение пенопдастов.
3. Опишите способы соединения термопластичных материалов и приведите примеры использования таких соединений.
4. Клеи и лаки являются важными материалами для деревообработки. Опишите, в каких случаях применяются вещества искусственного происхождения и на 1гго нужно обратить внимание при обработке клеями и лаками.
5. Как сваривают пластиковые профили с помощью сварочного паяльника?
6. Какими способами можно сваривать искусственные материалы?
7. Как можно склеивать между собой детали из термопластов?
8. Как классифицируются пенопласты в зависимости от их строения?
9. Для каких целей и строительстве применяют пеноматериалы?
10. Что понимаю ! под монтажной пеной? Какое вещество используется для этого?
11. На что необходимо обратить внимание при распиливании пластиков на кругло- пильном станке?
12. Чем отличаются спиральные сверла для пластика от спиральных сверл по металлу?
2.12. Клеи и обработка клеями
К1еи это вещества в различной форме, от жидкой до пастообразной и твердой. С их помощью можно прочно соединять между собой другие материалы например древесину, искусственные материалы, стекло и металлы, или строительные конструкции, например ножки стола и царги. Соединение происходит с помощью процессов адгезии (взаимное притяжение поверхностей двух разных тел при их соприкосновении) или когезии (сила сцепления отдельных молекул одного и того же тела, обусловленная межмолекулярными связями).
Общее понятие клей охватывает целый ряд других общеупотребительных терминов для связующих материалов, которые используются с физической, химической точки зрения, а также техники обработки, например клеи па основе воды, дисперсионные клеи, реакционные клеи, контактные и плавящиеся клеи.
Под клеями на основе воды понимают вес клеящие вещества животного или растительного 11роисхождения или с использованием сшггетических исходных веществ, которые содержат воду в качестве растворителя или дисперсионного средства.
Неводорастворимыс клеи в соответствии с происхождением сырьевых веществ разделяются на юте и природного происхождения и синтетические клеи или клеи на основе синтетической смолы.
2.12.1. Клеи природного происхождения
К клеям животного происхождения относятся глютеиновый клеи и казеиновый клей. Клеи растительного происхождения имеют ограниченное применение.
2.12.1.1. Глютиновый клей
Основным компонентом глютинового клея является глютин, белковое соединение, получаемое вывариванием из шкур и костей животных. Тип применяемых исходных продуктов дает название гл юти новому клею.
Мездровый клей получают из сыромятной кожи и сухожилий, костный клей — из костей, смешанный клей получают смешиванием этих двух типов клеев.
Клеящие свойства можно изменить добавлением химических соединений. Таким способом получаются специальные глютиновые клеи, например быстросохнущий глютиновый клей, глютиновые клеи горячего и холодного склеивания, а также глютиновый клей горячего склеивания с прессованием.

Они плавятся при нагревании на водяной бане до температуры 70°С. При этом они становятся липкой, размазывающейся жидкостью. После затвердевания она образует прочный и твердый слой клеящего вещества. Конечная твердость в условиях предприятия достигается только через 24 часа. Мездровый клей имеет небольшую щелочную реакцию, костный клей - кислую.

2.12.1.2. Казеиновый клей
Казеиновый клей — это физически связывающий клей на основе воды и казеина, который получают из обезжиренного молока. Благодаря добавкам, прежде всего щелочам и кальцию, клей становится влагоустойчивым. Казеиновый клей продается в виде белого порошка. Порошок впитывает влагу (является гигроскопичным) и поэтому должен храниться в герметичных светонепроницаемых сосудах. Для нанесения поротпок разводят водой, а готовый к употреблению ктеевой состав отверждают горячим или холодным способом.

2.12.2. Синтетические клеи
Общеу] потребительными почти исключительно являются синтетические клеи, так как они лучше всего удовлетворяют техническим требованиям на клеевое соединение с точки зрения обрабатываемости, области применения, прочности или устойчивости, в отличие от клеев натурального происхождения.
Для обозначения клеев используются сокращения. Ьуква К вначале обозначает клей. Следующие за пей буквы служат для указания типа используемого синтетического вещества данного клея. Например, KPVAC — клей из поливиниладетата.
Все клеи на основе синтетической смолы являются химическими соеди!гениями на основе природных материалов, которые получены полимеризацией и по- ликонденсацией (рис. 2.130). Годный к обработке клей содержит наряду с непосредственно связующим веществом также и другие вещества, например заполнитель, наполнитель, стабилизатор, растворитель или разбавитель, размягчитсль, красители и смачиватель.
Синтетические клеи могут быть разбиты i ia группы, представленные на рис. 2.129.
2.12.2.1. Дисперсионные клеи
К дисперсионным клеям относятся поливинилацетатный клей и полиметилмет- акрилатный клей (пленочный тип клея).
ПОЛИВИНИЛАЦЕТАТНЫЙ КЛЕЙ
Поливинилацетатный клей, обычно произносится как клей Г1ВА, получают полимеризацией термопластичного синтетического материала винилацетата. Поливини лацетат не растворяется в воде, а поэтому очень мелкими дисперсными частицами распределен в воде. По этой причине клей ПВА продается только в жидком виде. Цвет — молочно-белый. Из-за этого его часто называют также белым клеем.
Изготовленный без применения повышающих твердость добавок клей ПВА затвердевает физически, клей с добавками — частично физически, частично химически.
Если жидкий клей или клеевой шов перед склеиванием слишком холодный, то разбухшие частички ПВА ложатся друг на друга очень рыхло. Они тге образуют


непрерывную и плотную пленку. Слой клея ломкий и похож на мел, он не имеет прочности склеивания. Температура, при которой состояние клея становится таким, называют самой низкой температурой образования клеевой пленки. Она лежит в диапазоне от 2 до 8°С.
Соединения клеем ПВА, изготовленным без применения повышающих твердость добавок; при температуре от 40 до 60°С снова становятся мягкими. Соединения клеем с добавками являются теплостойкими до 150°С. Стыки в обоих случаях остаются эластичными, стабильными во времени и устойчивыми против иле- сени. При воздействии воды клей разбухает в стыке, особенно тогда, когда он был применен без отвердителя. При этом клей почти не растворяется, по его прочность сцепления снижается. Когда клей ПВА высыхает, он становится светлым и поэтому не вызывает изменения окраски древесины, если он не был в контакте с железом.
Ктси ПВА разделяют на монтажный, фанеровочный, смешанный и для склеивания лакированных поверхностей:
Монтажный клей ПВА очень часто используют в деревообработке. По для склеивания слоистой древесины, стыков шпона и кантов используются другие клеи.
Фанеровочный клей из ИВА применяют для фанерования. Как правило, он содержит наполнитель и разбавитель. Шпон может изменить цвет, если его в течение нескольких часов прессовать при температуре ниже 15сС между металлическими прокладками.
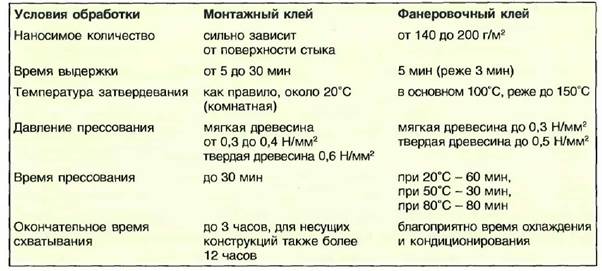
Смешанный клей состоит из поливинилацетатного клея, к которому примешано примерно 10% специального клея па основе мочевиноформальдегидпой смолы. Срок годности смешанного клея составляет до 15 часов, время выдержки до 15 минут. Благодаря добавке клея на основе мочевиноформальдегидной смолы повышается устойчивость к влаге клеевого соединения, однако эластичность стыка снижается. Условия по температуре, времени прессования и времени окончательного схватывания, давлению прессования, влажности древесины, воздуха и помещения соответствуют условиям применения монтажного клея П ВА. Смешанный клей используется для внутренних строительных конструкций и мебели, которые подвержены влиянию влажности, а также для неподверженных погодному влиянию наружных конструкций, например для защищенных наружных дверей.
Клей ПВА для склеивания лакированных поверхностей — это модифицированный клей ПВА. Оп растворяет слой нитроцеллюлозного лака, так что при склеивании деталей и корпусов получается прочное соединение. Лаки на основе синтетической смолы растворяются лишь частично. Здесь соединение возникает прежде всего благодаря сильной адгезии между лаком и клеем. Клеи ПВАдля склеивания лакированных поверхностей имеют время выдержки от 5 до 20 минут. Время после затвердевания составляет до нескольких часов. Осторожно: выступающий из клеевого стыка клей в зависимости от обстоятельств растворяет или повреждает граничащее лаковое покрытие.
ПЛЕНОЧНЫЙ ТИП КЛЕЯ
Термопластичные пленочные клеящие вещества, также называемые клеящими пленками, сделаны на основе полиметилметакрилата (КРММА), винил- ацетата или этилена. Такие клеи используются прежде всего для нанесения на поверхности различных покрытий (каширования) и для покрытия частей мебели пленкой. Нанесение клея происходит или только на поверхность-основу, только на пленку, или на обе соединяемые поверхности. Пленочные клеи в основном используются в непрерывно работающих вальцовочных или роликовых машинах для напрессовки пленки с нагревом или без нагрева, редко наносятся по частям вручную.
При прерывистой ручной обработке готовые к употреблению покупные пленочные клеи с помощью обычных устройств для нанесения в рекомендованных производителем количествах наносятся на чистую и гладкую поверхность-основу. Из-за маленькой толщины пленки при использовании для нанесения клея зубчатого шпателя может получиться неровная поверхность. Пленка накладывается после нанесения клея, разглаживается рейкой с наклеенным слоем фетра таким образом, чтобы не осталось пузырей, и после этого припрессовывается при давлении примерно 0,1 Н/мм2, Длительность прессования составляет при холодном склеивании до 30 минут. При теплом склеивании при температуре от 30 до максимум 40°С время прессования сокращается до 1—3 минут. В промышленности для наклеивания пленок используются роликовые прессы.

|
2. /2.2.2. Клеи на основе поликонденсационных смол
Термореактивные реактопласты, типа фенолформальдегидной, мочевипофор- малъдегидной и меламиновой смол, при изготовлении предварительно конденсируются и, как правило, становятся готовыми к употреблению при добавлении воды. При обработке клеевого раствора прерванная конденсация при нагревании и добавлении отвердителей, так называемых мостикообразователей (вещества, сшивающего макромолекулы) или ускорителей, запускается снова и продолжается до полного затвердевания. При комнатной температуре также происходит медленное затвердевание. Клеи на основе поликонденсационных смол по этой причине могут храниться лишь ограниченное время, а проступивший клей больше нельзя удалить.
Отвердители состоят из кислот или солей. Они содержатся в клее или добавляются в виде порошка или растворов в клеевой раствор перед нанесением (способ примешивания). Но также отвердители могут быть нанесены перед приклеиванием па одну из склеиваемых поверхностей (способ грунтовки).
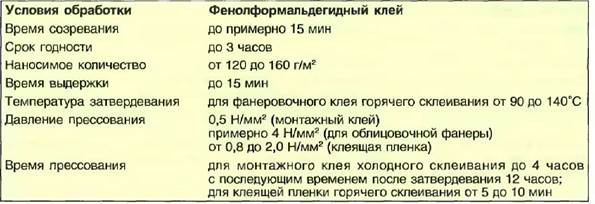
ФЕНОЛФОРМАЛЬДЕГИДНЫЕ КЛЕИ
Феполформальдегидные клеи (KPF) имеются в жидкой форме как монтажные клеи холодного склеивания и как фанеровочный клей горячего склеивания, а также в виде клеящей пленки горячего склеивания. Для отверждения жидких клеев необходим отвердитсль, который добавляется способом примешивания или грунтовки. Ктеящая пленка затвердевает под воздействием тепла. Как правило, она состоит из бумажной ленты, которая пропитана фенолформальдегидной смолой с добавлением отвердителя.
МОЧЕВИНОФОРМАЛЬДЕГИДНЫЕ КЛЕИ
Мочевиноформальдегидные клеи (KUF) продаются в виде порошка, жидкости или пленки различных сортов. Различают мочевиноформальдегидные клеи холодного и горячего склеивания, а также монтажные и фанеровочные клеи. В клеевой порошок необходимо добавить чистую воду. После приготовления раствора клей, который используется в основном для фанерования, не должен соприкасаться с металлическими предметами, так как в этом случае при склеивании могут образоваться пятна.
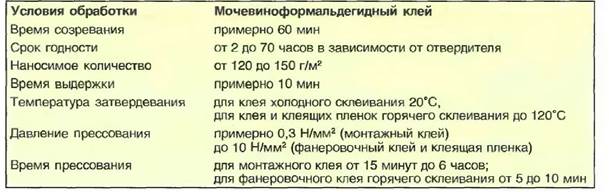
Клеевые соединения, выполненные мочевиноформальдегидным клеем, не являются устойчивыми к воздействию воды, атмосферных влияний и кипячению. Но кратковременное влияние повышенной влажности почти не вызывает повреждений. Клеевые стыки являются твердыми, хрупкими и частично прозрачными. Использование мочевиноформальдегидного клея подходит только для сухой древесины. Мочевиноформальдегидный клей имеет кислую реакцию.
М ЕЛ AM И НОВЫ Е КЛЕИ

Meламиновые клеи (KMF) продаются в форме порошков как монтажные клеи холодного склеиваний и как фанеровочные клеи горячего склеивания, частично как смешанные клеи (с ПВА) или как смешанный конденсат (с KU Г).



2.12.2.3. Реакционные клеи
Реакционные клеи затвердевают чисто химической реакцией. Затвердевание таких клеев также называется упрочнением, отверждением,, дисперсионным твердением и сшиванием.
ЭПОКСИДНЫЕ КЛЕИ (KEP)
| Таблица 2.24. Информация о продукте | |
| Химическое строение | Термореактивный одно- ипи деухкомлонентный клей с гидроксипьной группой, для холодного склеивания используется в основном однокомпонентный клей, дпя горячего склеивания - двухкомпонентный |
| Форма проявления | Цвет от светло-желтого до темно-коричневого, жидкий (с растворителем) ипи твердый (порошок, папочки) |
| Отверждение | Холодное (при комнатной температуре) или горячее (от 100сС); реакция ступенчатой полимеризации |
| Время отверждения | При подводе тепла примерно до 30 минут, при комнатной температуре до полного отверждения - несколько дней. Действует принцип: чем выше температура обработки, тем короче время отверждения |

| ПОЛИУРЕТАНОВЫЕ КЛЕИ (KPUR) Таблица 2.25. Информация о продукте | |
| Химическое строение | Термореактивный одно- или двухкомпонентный клей с изоцианатной группой, для однокомпонентных клеев вязкость достигается растворителем, двухком- понентные клеи не содержат раствор итепя |
| Форма проявления | Жидкий, цвет от бежевого до коричневого |
| Отверждение | Однокомпонентный полиуретан затвердевает при впитывании окружающей влаги, двухкомпонентный полиуретан - благодаря ступенчатой полимеризации |
| Время отверждения | Зависит от температуры отверждения и для однокомпонентных клеев от окружающей влажности |
Количество клея для одностороннего или двухстороннего нанесения в зависимости от его вязкости составляет от 150 (маловязкий) до 600 г/м2 (высоковязкий).
2.12.2.4. Контактные клеи
В контактных клеях речь идет о методе, при котором соединяемые детали склеиваются между собой под действием давде! шя кажущейся сухой i ia ощупь клеящей пленкой. До сих пор из разработанных для этой 11ели клеев в деревообрабатывающей технике используются только полихлорбутадиеновые или полихлоропрсновые клеи,
ПОЛИХЛОРБУТАДИЕНОВЫЕ КОНТАКТНЫЕ КЛЕИ

|
Полихлорбутадненовый контактный клей (КPCB), а также полихлоропреновый клей (КРСР) состоят из искусственного каучука, который образуется полимеризацией и снабжен растворителем (растворимые клеи). Свойства контактных юте- ев могут быть изменены выбором исходных веществ и добавок при дальнейшем использовании. Клеи продаются в жидком виде.

Полихлорбутадиеновый и полихлоропреновый клеи используются контактным способом. При этом клей наносится на обе поверхности соединяемых деталей. Детали можно соединять только тогда, когда после прошествия определенного времени, времени открытой выдержки, большая часть летучего органического растворителя испарится из клея. Сильно впитывающая древесина и панельные материалы иногда требуют предварительной грунтовки разбавленным клеем. Для разбавления клея подходят только специальные разбавители. Они являются огнеопасными, их пары вредны для здоровья. Для нанесения в зависимости от текучести (вязкости) клея используют кисточки, шпатели, краскопульты или валики. Нанесенный клей перед склеиванием деталей должен стать сухим на ощупь. При касании пальцами оп не должен прилипать к пальцам или образовывать нити (проба надавливанием пальцем). Получение безупречного клеевого соединения предусматривает непродолжительное высокое давление прессования, равное 0,5—1,5 Н/мм2.

2.12.2.5. Плавящиеся клеи

| Плавящиеся клеи, на 100% состоящие из твердых частиц, поступают в продажу в виде гранул, палочек, стружек и пластин. |
Плавящийся клей (KSCH), также называемые клее м-расплавом или термоклеем, - это твердый, не содержащий растворителя клей на основе синтетической смолы, который используется в расплавленном состоянии. Температура плавления в зависимости от вида клея лежит в интервале от 100 до 280UC. Благодаря сразу же следующему за нанесением охлаждению (физический процесс) клей- расплав затвердевает в течение нескольких секунд. Наряду с этим имеются реактивные плавящиеся вещества, в которых после физического отвердения дополнительно происходит химическая реакция образования полимерной сетки. Благодаря модификации другими искусственными смолами, парафин ированию, использованию наполнителей или красителей и других добавок плавящиеся клеи могут быть приспособлены для различных технологий использования и областей применения.
Дата добавления: 2020-07-18; просмотров: 724;
Поиск по сайту
Узнать еще
- API как средство интеграции приложений.
- ATA/133 (Parallel ATA, UltraDMA/133 или E-IDE)
- F06 Другие психические расстройства вследствие повреждения или дисфункции головного мозга, либо вследствие физической болезни
- F45.38 другие органы или системы
- F52 Половая дисфункция, не обусловленная органическим расстройством или заболеванием
- I. Идентификация потенциально вредных и (или) опасных факторов на рабочих местах.
- I. Общая характеристика категории состояния как часть речи
- I2C (Inter-Integrated Circuit) или двухпроводный интерфейс

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
