Влияние технологических факторов на величину шероховатости
На шероховатость поверхности заготовок в процессе их получения оказывают влияние многие технологические факторы. Заготовки из проката имеют следы шероховатостей прокатных валков. Шероховатость поверхности отливок зависит от шероховатости стенок литейных форм, величины зерен формовочной смеси, плотности ее набивки. Каждому методу соответствует определенный диапазон шероховатостей. Эти величины приводятся в справочниках.
При обработке резанием величина, форма и направление неровностей зависят от методов, режимов и схемы обработки.
Из параметров режимов резания наиболее существенное влияние на величину шероховатости оказывают скорость резания и подача.
Скорость резания. Влияние скорости резания на шероховатость зависит от наростообразования на режущей кромке инструмента, а также от захвата и отрыва слоев, расположенных под режущей кромкой (для стали), и хрупкого выламывания частиц материала (для серого чугуна и твердых цветных сплавов). Зависимость величины шероховатости от скорости резания представлена на рис. 3.3,а. При скоростях резания порядка 15…30 м/мин имеет место увеличение шероховатости, причиной является наростообразование на резце.
При скоростях резания более 30 м/мин из-за возрастания температуры в зоне резания наростообразование прекращается и величина шероховатости уменьшается. При обработке резанием материалов не склонных к образованию нароста величина шероховатости не зависит от изменения скорости резания.
При шлифовании шероховатость снижается с увеличением скорости круга и уменьшением его подачи во всех трех направлениях.
Подача. Влияние подачи на шероховатость при точении представлено на рис. 3.3,б. В малых диапазонах подач оно
| Рис. 3.3. Влияние технологических факторов на величину микронеровностей: а – скорости резания при точении стали; б – подачи при точении стали; в – радиуса закругления резца; г – охлаждения (1 – точение без охлаждения; 2 – точение с обильным охлаждением водной эмульсией) |
| Рис. 3.3. Влияние технологических факторов на величину микронеровностей: а – скорости резания при точении стали; б – подачи при точении стали; в – радиуса закругления резца; г – охлаждения (1 – точение без охлаждения; 2 – точение с обильным охлаждением водной эмульсией) |
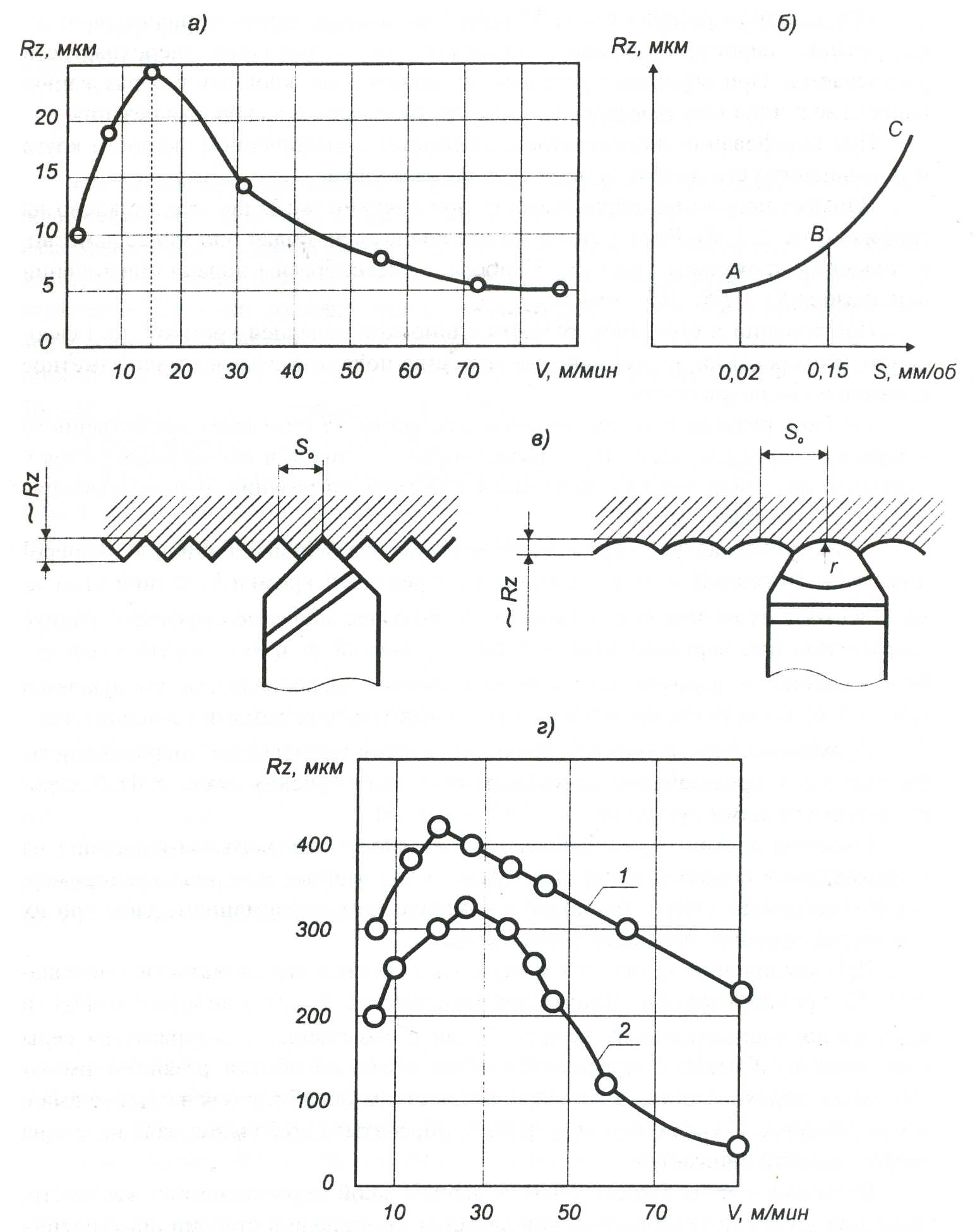
менее заметно, в больших – проявляется больше. При точении и строгании резцами с широкой режущей кромкой, при сверлении, зенкеровании, развертывании величина подачи оказывает мало заметное влияние на шероховатость.
Глубина резания. Глубина резания при достаточной жесткости не оказывает существенного влияния на шероховатость.
Геометрическая форма режущего инструмента. Передний угол  , угол наклона режущей кромки
, угол наклона режущей кромки  , задний угол
, задний угол  мало влияют на величину шероховатости. Большее значение оказывают радиус закругления при вершине, углы в плане – главный
мало влияют на величину шероховатости. Большее значение оказывают радиус закругления при вершине, углы в плане – главный  и вспомогательный
и вспомогательный  . При увеличении радиуса закругления величина шероховатости уменьшается (рис. 3.3,в). С увеличением углов и величина шероховатости увеличивается.
. При увеличении радиуса закругления величина шероховатости уменьшается (рис. 3.3,в). С увеличением углов и величина шероховатости увеличивается.
Смазочно-охлаждающая жидкость. Применение СОЖ снижает шероховатость (рис. 3.3,г).
Свойства и структура обрабатываемого материала. Более вязкие и пластичные материалы (малоуглеродистая сталь и др.), склонные к пластическим деформациям, дают при их обработке резанием большую шероховатость.
При увеличении хрупкости материала величина шероховатости уменьшается. При резании хрупких материалов зависимость  не имеет «горба» и выражается горизонтальной линией. Стали с повышенным содержанием серы (автоматные) и стали с присадкой свинца после обработки резанием имеют меньшую шероховатость, чем углеродистая сталь, обработанная в одинаковых с ними условиях.
не имеет «горба» и выражается горизонтальной линией. Стали с повышенным содержанием серы (автоматные) и стали с присадкой свинца после обработки резанием имеют меньшую шероховатость, чем углеродистая сталь, обработанная в одинаковых с ними условиях.
С увеличением твердости обрабатываемого материала величина шероховатости снижается.
Дата добавления: 2016-06-29; просмотров: 4269;
Поиск по сайту
Узнать еще
- IV. Влияние катализатора на скорость реакции
- IС класс — блокаторы натриевых каналов, имеющие различное влияние на ЭРП
- Інвестиції: сутність, фактори, які впливають на їх величину
- Автомобили и Их Влияние на Чувство Территории
- Алгоритм программы расчета технико-технологических параметров процесса цементирования на ПЭВМ
- Алкоголь и его влияние на физическое и психическое здоровье человека. Профилактика
- Анализ вариабельности технологических систем(ТС).
- Анализ внешних факторов с целью выявления причин кризиса.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
