Погрешность от износа режущего инструмента
Износ режущего инструмента при работе на настроенном станке приводит к возникновению переменной систематической погрешности обработки.
Размерный износ измеряется по нормали к обрабатываемой поверхности (рис. 2.12,а):
 ,
,
где h – износ по задней поверхности;
 - главный задний угол.
- главный задний угол.
Износ инструмента характеризуется периодами (рис. 2.12,б):
I – приработочным (быстрым) износом;
II – нормальным или установившимся износом;
III – быстрым или катастрофическим износом.
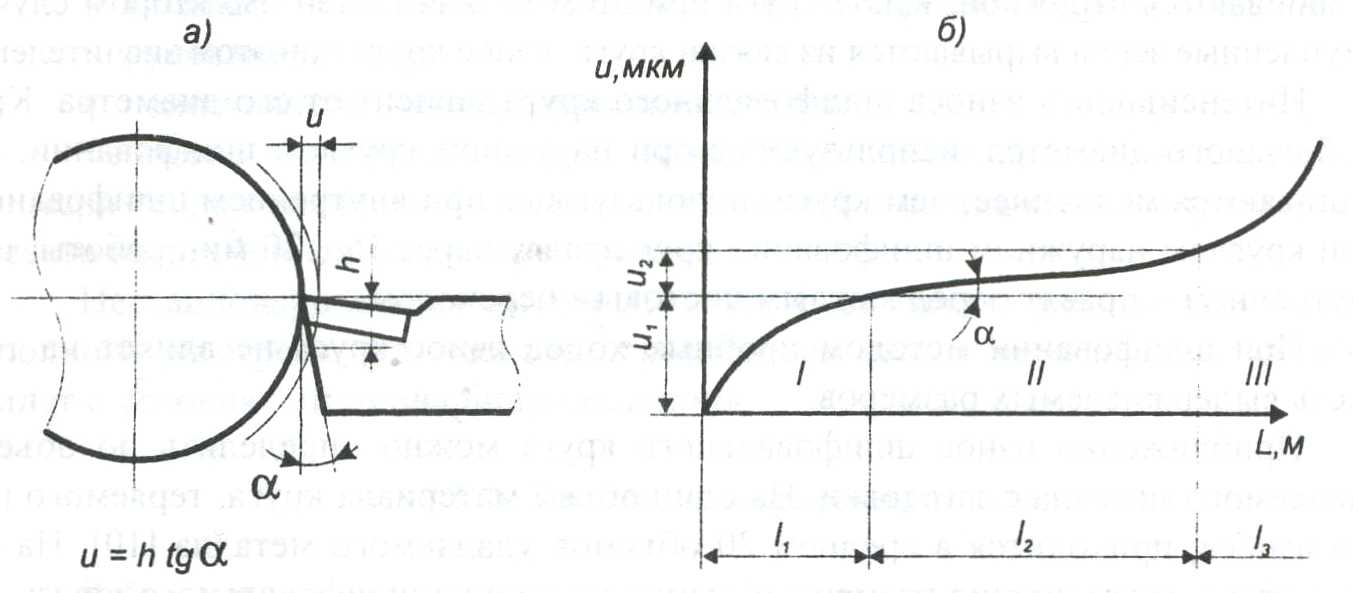
| Рис. 2.12. Схемы для расчета погрешностей обработки от размерного износа режущего инструмента: а) определение величины износа резца; б) график износа |
Интенсивность износа на участке II называют относительным (удельным) износом
 , (2.15)
, (2.15)
Погрешность от размерного износа инструмента (мкм)
 +
+  ,. (2.16)
,. (2.16)
где  - начальный износ инструмента;
- начальный износ инструмента;
 - длина резания.
- длина резания.
При точении
 +
+  , (2.17)
, (2.17)
где D и l – диаметр и длина обрабатываемой заготовки, соответственно;
 - подача на оборот.
- подача на оборот.
Величина относительного износа инструмента зависит от:
- метода обработки;
- материала заготовки и инструмента;
- режимов обработки;
- наличия СОЖ;
- состояния технологической системы (жесткости, вибраций).
Влияние износа инструмента на точность может быть уменьшено:
- поднастройкой станка, применением систем автоматического управления;
- выбором материала инструмента оптимальной стойкости;
- выбором наиболее рациональной геометрии режущего инструмента;
- устранением вибрации при резании;
- использованием СОЖ.
Дата добавления: 2016-06-29; просмотров: 3560;
Поиск по сайту
Узнать еще
- А вот и обещанная статья о принципах Дезинфекции и стерилизации металлического инструмента.
- Абсолютная и относительная погрешность
- Акушерский инструментарий
- АНАЛИЗ РАБОТЫ РЕЖУЩЕГО АППАРАТА
- Безопасная эксплуатация оборудования, инструмента, приспособлений, инвентаря, транспортных средств, предохранительных и оградительных устройств.
- Бурение долотами режущего действия (лопастные долота, пикобуры).
- В противоположность этому, операционная система или инструментальное ПО не вносят прямого вклада в удовлетворение конечных потребностей пользователя.
- В чем специфика хоровой и инструментальной фуг?

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
