Обработка отверстий
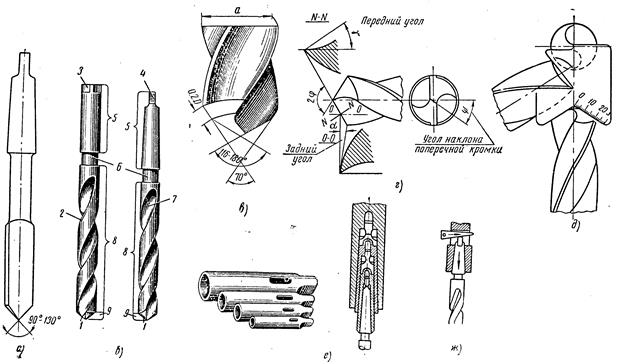
Отверстия в теле металла под крепежные детали (болты, шпильки, винты), а также под последующую обработку (рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание) достигается сверлением. В качестве инструмента при сверлении используют стандартные сверла из быстрорежущей стали диаметром 0,3 - 80 мм. По конструкции и характеру выполняемой работы сверла делятся на перовые, спиральные, центровочные, сверла для глубоких отверстий др.
Перовые -(плоские) просты в изготовлении, прочны, но не обеспечивают высокой точности и чистоты отверстия. Применяют для сверления неглубоких отверстий.
Спиральные - совершенны по конструкции, легко выводят стружку по винтовым каналам, малая сила трения о стенку отверстия, не требуют дополнительной обработки отверстия, допускают большое количество переточек.
Сверла изготавливают с цилиндрическими (до d=12 мм), коническими (6 - 60 мм) хвостовиками. Сверла изготавливаются из быстрорежущейся стали марок Р18, Р9, У10-У12 (мелкие сверла) и с твердой наплавкой твердосплавных пластинок.

Рассверливаниепредназначено для увеличения диаметра отверстия заготовок и применяется при обработке отверстий диаметром свыше 30 мм. Сначала сверлят отверстие диаметром (0,2 - 0,3)D, а затем рассверливают это отверстие до заданного диаметра D.
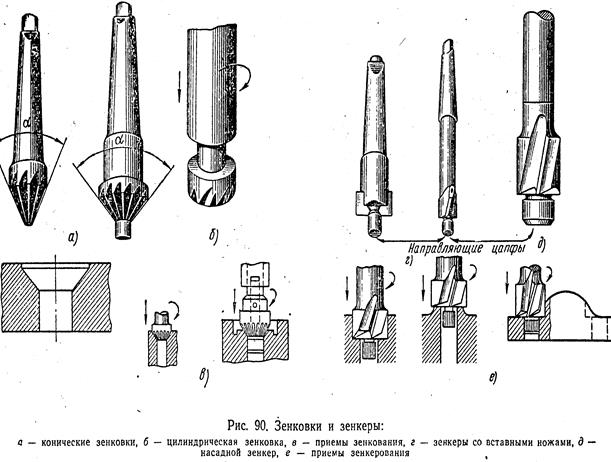
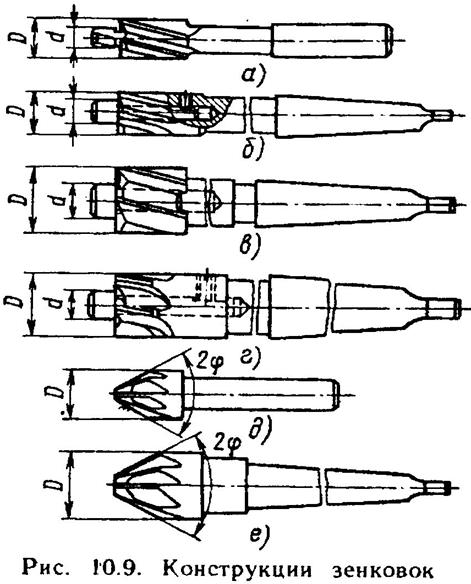
Зенкование -применяют для снятия фасок у отверстий, получения цилиндрических и конических углублений для головок винтов и заклепок.
Зенкерование -используют для расточки отверстия и подготовки его под развертывание. Стандартными зенкерами из быстрорежущей стали, обрабатывают отверстия 3 – 100 мм.
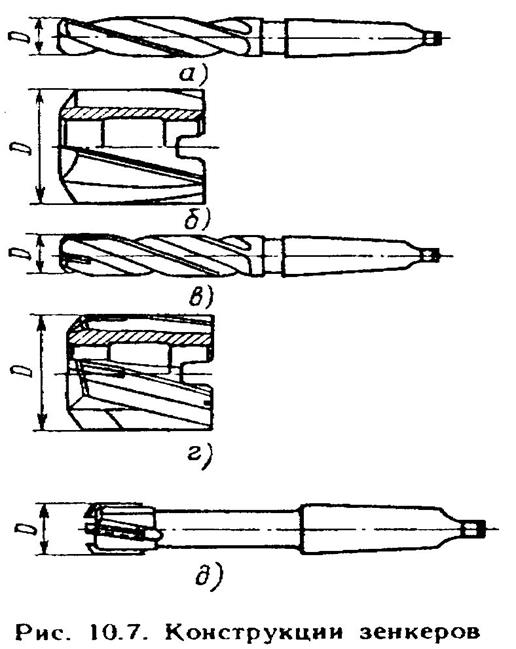
Зенкер имеет большее число режущих зубьев, чем сверло, поэтому обработка им более производительна, чем расверливание, а качество зенкерования выше, чем при рассверливании.
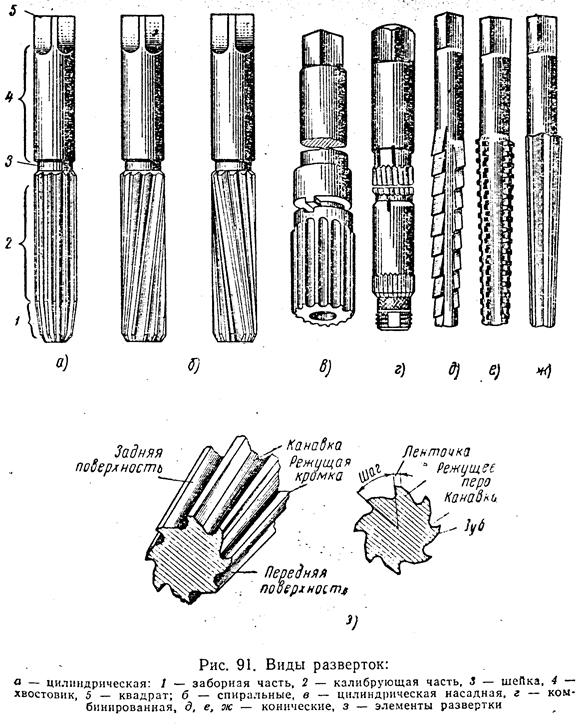
Развертывание -применяют для окончательной обработки предварительно просверленного отверстия и получения точной геометрической формы, размеров и высокой чистоты
поверхности с помощью цилиндрических или конических разверток. Стандартные развертки применяют для обработки отверстий диаметром 1 - 300 мм в заготовках из различных материалов.
Для механической обработки отверстий сверлением, зенкованием используются пневмо-эле4трические машины и станки.
Нарезание резьбы
Производят на станках и вручную при помощи метчиков, плашек и резьбовых резцов.
Резьбы бывают левые, правые; одно-двух, трех и многозаходные.
Основные элементы резьбы: профиль, шаг, наружный и внутренний диаметр.
Применяются три системы резьб: метрическая, дюймовая и трубная.
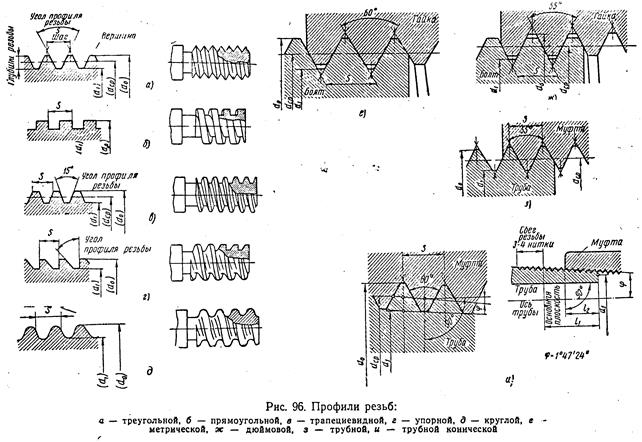
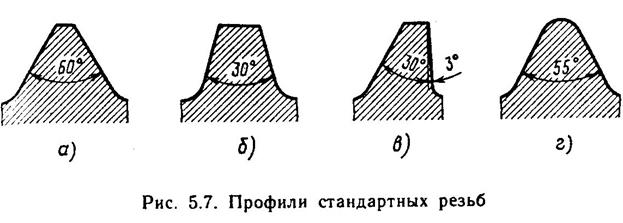
Профиль метрической резьбы имеет вид треугольника с углом при вершине 60о с различной величиной шага - основная и мелкие от 1 до 5 - для крепления деталей.
Профиль дюймовой резьбы имеет при вершине угол 55о и измеряется числом ниток на 1”.
У трубной резьбы профиль имеет также угол 55о и характеризуется числом ниток резьбы на 1”(для различных трубных соединений).
Существуют прямоугольный и трапециевидный профиль резьбы (для передачи движения детали); упорный - (для механизмов, действующих в одном направлении- гидро и механических прессах); круглый - для водопроводной арматуры и конические - для трубных соединений, работающих при высоких давлениях и температурах.
Метчики -применяются для нарезания резьбы в отверстиях и состоят из рабочей части и хвостовика.
Рабочая часть метчика состоит из конусной (заборной) и калибрующей частей.
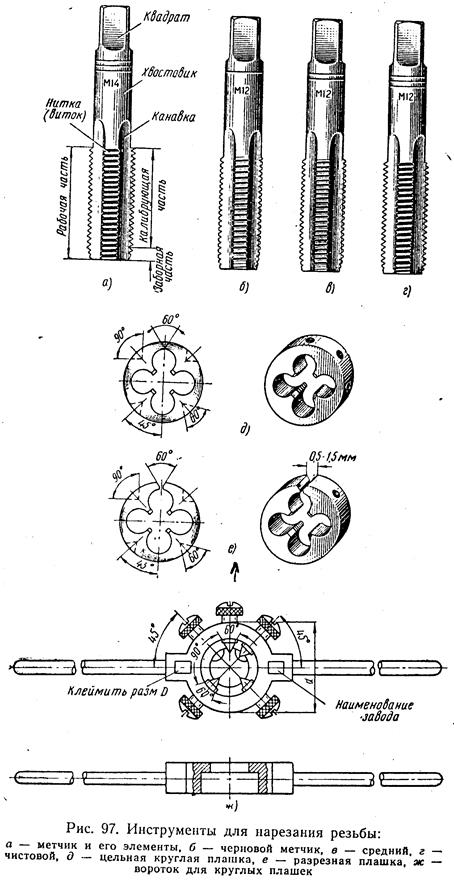
Заборная часть производит основную работу по нарезанию резьбы, а калибрующая часть служит для зачистки и калибровки резьбового соединения. Обычно используют комплект из трех метчиков (чернового, среднего и чистового). Сначала нарезают черновым, затем средним, а чистовой окончательно калибруют резьбу.
Плашкииспользуют для нарезания резьбы на стержнях (диаметром 1 - 52 мм) как вручную, так и на станках. Плашки имеют прорезь, благодаря которой несколько увеличивают или уменьшают диаметр резьбы.
Для определения d отверстия под резьбу используют специальные таблицы. Диаметр отверстия должен быть больше, чем внутренний диаметр резьбы, т.к. при нарезании резьбы материал частично выдавливается. Например, для М14, d = 11,8 мм. При нарезании наружной резьбы диаметр стержня должен быть несколько меньше наружного диаметра нарезаемой резьбы, так в противном случае плашка не сможет быть накручена на стержень и конец стержня будет испорчен.
Существуют комбинированные метчики, состоящие из чернового метчика, для предварительного нарезания резьбы и чистового - для окончательного нарезания резьбы. Такой метчик позволяет нарезать резьбу одним метчиком, вместо комплекта, что экономит вспомогательное время на установку инструмента. Существуют сверло-метчики совмещающие операции сверления и нарезания резьбы, позволяющие повысит производительность операций нарезания резьбы. Плашки изготовляют из низколегированных сталей (например, 9ХС).
Шабрение -это операция окончательной обработки поверхности путем снятия очень тонкого слоя металла специальным инструментом - шабером.
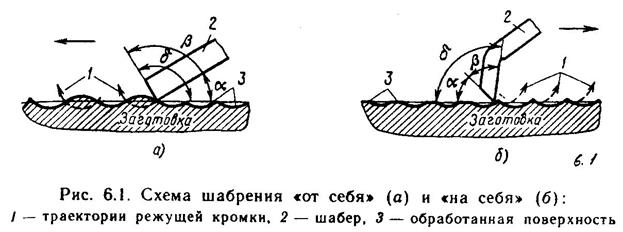
Это операция применяется тогда, когда требуется обеспечить точное соприкосновение трущихся поверхностей.
Чтобы определить ту часть поверхности, которую нужно шабрить, деталь укладывают на контрольную плиту, покрытую тонким слоем краски, и с легким нажимом перемещают деталь в разных направлениях. Выступающие места пришабриваемой поверхности покрываются пятнами краски и подлежат шабрению. Качество шабрения определяют по числу точек соприкосновения с контрольной плитой (на плите 25+25 мм число пятен должно быть от 4 до 36).
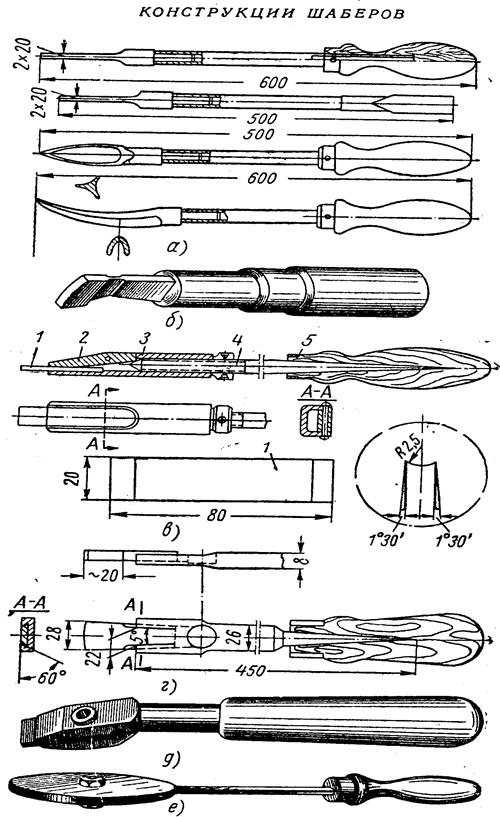
Режущим инструментом при шабрении является шабер, а проверочным - плита. Шаберы различной конфигурации изготовляют из высокоуглеродистой стали У10А - У12А. Режущий конец шабера подвергают закалке для придания высокой твердости.
Гаечные ключи подразделяются:
- открытые для 6-гранных и квадратных гаек;
- накладные (накидные)- охватывающие все грани гайки, более долговечные и надежные;
- торцовые, используемые тогда, когда обычным ключом невозможно завернуть (отвернуть) гайку;
- шарнирные, а также коловоротные - применяются для завинчивания гаек в труднодоступных местах;
- ключи с регулируемым крутящим моментом используют для затяжки гаек и болтов с одинаковым усилием.
Применяются реверсивные пневматические и электрические гайковерты, когда одновременно завинчивают от 2 до 20 гаек.
Дата добавления: 2016-06-22; просмотров: 5141;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анодно-механическая обработка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
