Измерительные инструменты
делятся на масштабные и проверочные.
Масштабные инструменты предназначены для непосредственного отсчета измеряемой величины. К таким инструментам относятся: складные металлические метры, линейки, рулетки, штангенциркули, штангенглубомеры, микрометры, индикаторы.
Для грубых измерений с точностью до 1 мм применяют метры, линейки, рулетки.
Штангенциркули применяются для наружных и внутренних измерений с точностью 0,1; 0,05 и 0,02 мм, прочерчивания дуг окружностей и параллельных линий при разметке, деления окружностей и прямых линий на части и для выполнения других работ. Пределы измерений от 0 до 2000 мм.
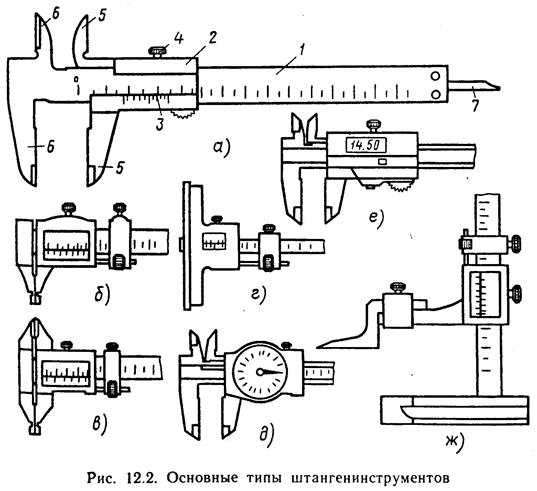
Штангенглубомеры применяются для измерения высот и глубин отверстий, канавок, пазов, углублений и т. д. с точностью 0,02; 0,05 и 0,1 мм с пределом измерения от 0 до 500 мм. В отличие от штангенциркулей он не имеет губок, а его рабочими поверхностями являются нижняя плоскость рамки и торцевая поверхность штанги (ножки).
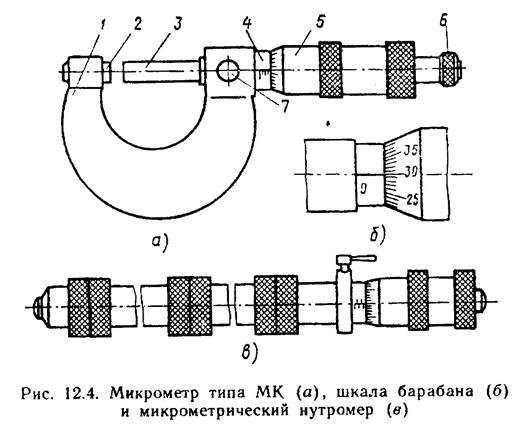
Микрометры предназначены для измерения наружных размеров с точностью до 0,01 мм, с пределами 0-25; 25-50; 50-75 и т.д. Увеличение пределов измерения достигается путем увеличения размера скобы.
Щупы - применяют для определения величины зазоров между сопрягаемыми поверхностями и состоят из набора стальных пластинок, каждая из которых калибрована на определенную толщину от 0,03 до 1 мм; с точностью определения зазора 0,01 мм. Изготовлены из стали марок У9 и У10.
Угломерные инструментыпредназначены для проверки отклонений и измерений наружных и внутренних углов.
Угольники используются для измерения углов. Угольник накладывают на проверяемый угол и по величине просвета между его полкой и стороной детали определяют отклонение.
Уровни - используют для определения отклонений поверхности от горизонтального и вертикального положения. При проверке уровень накладывают на проверяемую поверхность и по шкале стеклянной трубки определяют величину отклонений.
3. Слесарно-сборочные работы. Классификация соединений деталей.
Сборкойназывают образование изделия из его составных частей путем их соединения. Различают узловую и общую сборку; объектом узловой сборки является составная часть изделия, а объектом общей сборки - само изделие.
Соединения деталей бывают подвижные (когда составные части перемещаются относительно друг друга) и неподвижные (когда такие перемещения отсутствуют). Соединения подразделяются на разъемные и неразъемные.
Различают четыре класса соединений:
1. Подвижные разъемные соединения (шлицевые, шпоночные, ходовые резьбовые и др.) выполняемые с гарантированным зазором без приложения усилий при сборке.
2. Неподвижные разъемные соединения (резьбовые, крепежные, клиновые, штифтовые и др.) в которых соединяемые детали удерживаются силами трения или силами упругого деформирования.
3. Подвижные неразъемные соединения (например, подшипники качения).
4. Неподвижные неразъемные соединения, получаемые клепкой, сваркой, пайкой, склеиванием, развальцовыванием.
Разъемныесоединения, выполненные с помощью резьбовых крепежных деталей (болтов, шпилек, гаек), называются резьбовыми. Для предотвращения болтов(шпилек) от самоотвинчивания (из-за вибраций, ударов, знакопеременных нагрузок) применяют специальные устройства и методы (контргайки, пружинные шайбы, шплинты, стопорные шайбы). Для сборки и разборки резьбовых соединений используют ручные гаечные ключи различных конструкций; с открытым зевом односторонние и двусторонние, накидные, торцовые, раздвижные, динамометрические и др.
Для механизации сборки резьбовых соединений и обеспечения постоянства момента затяжки используются ручные гайко(винто)верты с электрическим или пневматическим приводом.
Сборка резьбового соединения включает в себя: предварительное ввертывание (наживление) винта, гайки; навинчивание свободной части резьбы; затяжку с заданным моментом, стопорение и контроль.
Дата добавления: 2016-06-22; просмотров: 2720;
Поиск по сайту
Узнать еще
- Абразивные инструменты и их характеристика
- Агенты и инструменты социального контроля
- Акустические преобразователи. Музыкальные инструменты
- Аналоговые измерительные приборы
- Арматура и контрольно-измерительные приборы
- Базовые инструменты создания 3D тел
- Бесшкальные контрольные инструменты. Калибры, их назначение и использование для контроля гладких цилиндрических деталей.
- Деформационные измерительные преобразователи давления, основанные на методе прямого преобразования

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
