Общие указания по проектированию контрольных приспособлений
В заключение необходимо сделать ряд общих указаний, связанных со спецификой проектирования цеховых контрольных приспособлений и приборов.
Эта специфика определяется тем, что в отношении их эксплуатации контрольные приспособления имеют много общего как с лабораторными измерительными приборами, так и со станочными приспособлениями, хотя в то же время и существенно от них отличаются.
С лабораторными приборами их сближают требования стабильного обеспечения высокой точности измерения с возможно меньшими погрешностями.
К станочным приспособлениям их приближает работа в цеховых условиях, связанная с возможностью загрязнения, с быстротой износа при больших количествах проверяемых деталей и с пониженными требованиями к квалификации рабочих, работающих на этих приспособлениях.
Сближают станочные и контрольные приспособления требования, предъявляемые к их производительности. Эти требования должны быть обоснованы экономической целесообразностью повышения стоимости приспособления, так как увеличение производительности, как правило, вызывает усложнение конструкции.
При проектировании контрольных приспособлений необходимо помнить, что само время измерения всегда очень невелико и вспомогательное время в большинстве случаев превышает его. Сокращение вспомогательного времени часто может быть достигнуто не столько введением дополнительных узлов, повышающих производительность, сколько наиболее рациональной компоновкой на приспособлении основных его узлов.
Конструктивная сложность приспособления может вызываться стремлением уменьшить до минимума возможные погрешности измерения. В этом отношении также необходимо помнить об экономической целесообразности вводимых в конструкцию усложнений.
Последнее обстоятельство особенно важно при выборе измерительного устройства. Повышение точности измерительного устройства всегда вызывает его удорожание. Если есть возможность воспользоваться индикатором часового типа, хотя бы и с удваивающей передачей, то это всегда целесообразнее, чем применение для данного приспособления миниметра.
Индикатор часового типа является наиболее широко применяемым измерительным устройством. Он обладает достаточно высокой точностью и малой ценой деления наряду с широким диапазоном измерения, что позволяет использовать его для большого количества контрольных приспособлений.
При допусках на изготовление деталей по 1-му и частично по 2-му классу точности, а также при разбивке на несколько размерных групп, применяют миниметры, пневматические микромеры, электроиндуктивные приборы и др.
Для заготовительных цехов (кузнечных и литейных) в конструкциях контрольных приспособлений, в основном, применяются рычажные индикаторы с ценой деления 0,2 мм, подвижные ступенчатые измерители и профильные шаблоны.
Применение измерительных устройств высокой точности для контроля величин, ограниченных широкими допусками, может, вызвать дополнительные неудобства. Так, применение индикатора часового типа, имеющего сто делений с ценой 0,01 мм, неудобно при измерении допусков, равных 0,5 мм и более. Для того чтобы не ошибиться на половину оборота стрелки индикатора, контролер должен следить одновременно за большой и малой стрелками. Избежать этого можно или применяя более грубое измерительное устройство, или включая в конструкцию приспособления понижающую передачу, которая как бы увеличит цену деления измерителя.
Установка измерительных средств на приспособлениях и приборах должна обеспечивать удобство наблюдения за их показаниями. На приспособлении с неудобно установленными измерительными устройствами всегда, повышается возможность возникновения грубых ошибок измерения как за счет трудности наблюдения за их шкалами, так и за счет параллакса. Если на приспособлении имеется несколько индикаторов, то их следует располагать возможно ближе друг к другу; при этом их циферблаты должны быть обращены в одну сторону.
Установка и снятие измерительных устройств должны быть легко осуществимы контролером непосредственно в цеховых условиях при одновременной надежности и жесткости их крепления на приспособлении или приборе.
Расположение измерительных устройств должно предохранять их от случайных ударов и повреждений при установке проверяемой детали, в процессе измерения и т. д. В ряде случаев конструктор должен предусматривать для этой цели предохранительные кожухи, крышки и щитки.
Предохранение измерительных устройств от попадания абразивной пыли, эмульсии и иных видов загрязнения также необходимо предусматривать при проектировании. Особенное внимание этому необходимо уделять при проектировании приспособлений, предназначенных для контроля деталей непосредственно на станках в процессе обработки. Обязательным условием, которому должна отвечать конструкция контрольного приспособления, является удобство пользования им.
Работа на приспособлении не должна утомлять контролера или требовать от него больших физических усилий. Все перемещаемые узлы и детали приспособления должны двигаться легко, плавно и без заеданий даже в том случае, если это не оказывает непосредственного влияния на точность измерения.
Проверяемая деталь должна легко устанавливаться на приспособление и легко сниматься с него. С этой целью иногда необходимо в конструкцию приспособления включать вспомогательные узлы — съемники, выталкиватели и т. п. Особенно следует обращать внимание на это условие при проверке деталей большого веса, а также при установке деталей, имеющих значительный диаметр базового отверстия, на цилиндрический базирующий палец с небольшим зазором.
При этом часто возможны перекосы и заклинивания детали. Точно также приспособления, накладываемые при измерении на проверяемую деталь, должны обладать не только малым весом, но и удобной формой. Они не должны иметь острых углов и ребер, на них должны быть предусмотрены удобные рукоятки.
Зажимы контрольных приспособлений должны быть легкими в управлении; выбор конструкции зажима решается не только его производительностью и надежностью, но одновременно учитывается и легкость управления зажимом. Применять пневматические зажимы можно как для повышения производительности, так и для облегчения работы контролера.
Конструктор должен помнить, что быстрая утомляемость контролера при затрате больших физических усилий неизменно будет вызывать возникновение грубых ошибок измерения.
Точность контрольного приспособления или прибора, малая величина погрешностей измерения должны обеспечиваться конструкцией не только в новом приспособлении, но и в процессе его эксплуатации.
Основными причинами, вызывающими потерю точности, является износ направляющих, шарниров и поверхностей, соприкасающихся с проверяемыми деталями.
Применение узлов, с выбираемыми зазорами или вообще не имеющих зазоров (например, передачи на упругих пластинах), значительно увеличивает долговечность приспособления и повышает его эксплуатационную точность.
Точно также увеличивает срок службы приспособления использование в направляющих элементах трения качения вместо трения скольжения.
С быстрой потерей точности можно бороться, применяя элементы, позволяющие производить подналадку и подгонку узлов в цеховых условиях.
Регулируемые узлы, включение в конструкцию прокладок и компенсаторов не только позволяют обойтись в ряде случаев текущим ремонтом вместо капитального, но и облегчают изготовление новых приспособлений, снижая требования к точности отдельных деталей за счет незначительного усложнения процесса сборки и наладки.
Другим путем увеличения долговечности работы контрольных приспособлений и приборов является широкое применение легкосменяемых деталей. Всевозможные опоры, базовые плитки, измерительные наконечники и другие аналогичные детали следует проектировать с учетом возможности изготовления запасных частей, устанавливаемых на приспособление прямо в цеховых условиях. Наличие запасных сменных деталей служит повышению точности и уменьшению погрешностей измерения в процессе эксплуатации контрольных приспособлений.
Однако регулируемыми узлами и элементами не всегда возможно достигнуть уменьшения вредных зазоров не только по мере износа, но и во вновь изготовляемых приспособлениях. Если, например, в лабораторных приборах направляющие элементы часто выполняют так, что уменьшения зазоров добиваются при помощи юстировки, то в цеховых контрольных приспособлениях это не всегда достижимо. Объясняется это тем, что детали контрольных приспособлений несут большие, нагрузки, чем лабораторные измерительные приборы, а следовательно, они требуют более надежных и жестких конструкций узлов.
В некоторых случаях конструкция приспособления требует применения посадок повышенной точности сравнительно с предусмотренными стандартами. В первую очередь это относится к посадкам скользящей и движения, особенно в тех случаях, когда направляемый элемент имеет значительный вылет, чем дополнительно увеличивается поперечная качка, возникающая за счет имеющихся зазоров. Посадка всевозможных шпинделей во втулках также иногда не может быть обеспечена по существующей системе допусков и посадок, когда надо обеспечить легкое, без качки, вращение шпинделя.
Если конструктор задает допуски на втулку и шпиндель по 1-му классу точности, то при диаметре в интервале 30—50 мм для посадки С1 получится зазор от 0 до 26 мк, а для посадки Д1 — от 9 до 35 мк.
Для получения достаточно легкого вращения (при жидкой смазке) и отсутствия качки шпинделя во втулке ни минимальные, ни максимальные зазоры не могут отвечать предъявляемым требованиям. Даже если считать, что будут получены средние зазоры (13 мк для посадки С1 и 22 мк для посадки Д1), то для данного случая они велики. Поэтому в чертежах деталей можно предусматривать взаимную подгонку зазора между валом и отверстием (в данном случае порядка 4—6 мк).
Для того чтобы обеспечить необходимое при ремонте соответствие сопрягаемых деталей стандарту на допуски и посадки, одна из, деталей должна изготовляться по допускам, а на чертеже второй—.дается указание о пригонке и величинах зазоров, которые должны быть обеспечены в сопряжении обеих деталей.
Допуском на изготовление должен ограничиваться размер вала, так как измерение и изготовление наружной поверхности заданного размера проще и технологичнее.
Пригонка должна указываться на размере отверстия, так как притирка отверстия «по месту» при помощи цилиндрического чугунного притира также является сравнительно несложной операцией.
Пример оформления чертежей с предусмотренной в них индивидуальной подгонкой показан на фиг. 328.
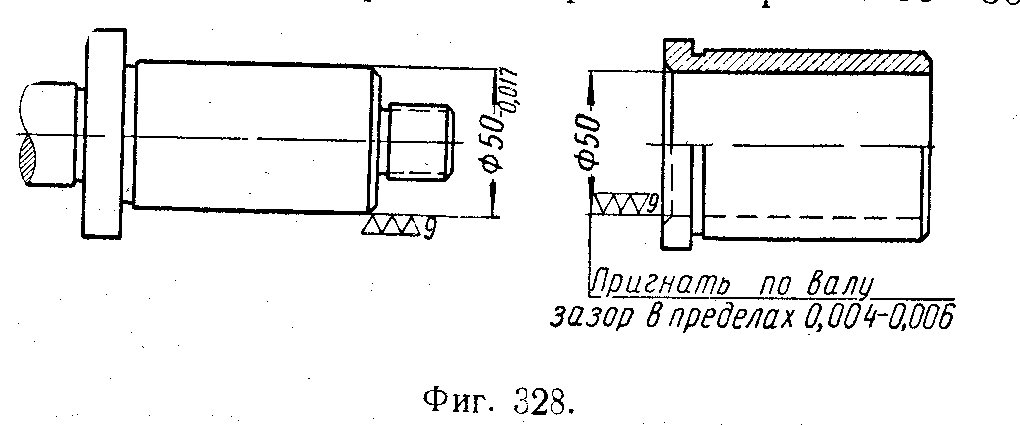
Величина допустимого зазора может быть ограничена технологическими условиями на общем виде приспособления. Тогда в детальных чертежах вводится примечание о подгонке, но без указания величин зазоров, взамен чего дается ссылка на общий вид.
Соответственно с повышенными требованиями к точности сопряжений и к повышению износоустойчивости чистота поверхности деталей контрольных приспособлений должна быть выше, чем у соответствующих деталей станочных приспособлений. Этим уменьшаются погрешности измерения, возникающие в процессе эксплуатации. Чистота поверхности направляющих элементов должна быть порядка 9-го или 10-го класса по ГОСТ 2789-51. Опорные базовые поверхности контрольных приспособлений могут иметь чистоту от 7-го до 12-го класса, причем 7-й класс применяют для опор, контактирующих с необработанными поверхностями проверяемых деталей, а 12-й класс применяют при измерении наиболее чисто и точно обработанных деталей, например при разбивке на размерные группы с интервалами до 5—8 мк.
Измерительные поверхности всевозможных щупов, наконечников, рычагов и других деталей, имеющих контакт с проверяемыми деталями или с другими деталями контрольного приспособления, изготовляют по 8—10-му классам чистоты.
Плоскости плит контрольных приспособлений можно обрабатывать по 7—8-му классам чистоты, а в ответственных случаях или при больших поверхностях этих плит их можно шабрить. Шабренные поверхности при проверке по контрольно-поверочной плите должны иметь от 12 до 16 пятен на квадрат со стороной 25 мм.
Учитывая общие повышенные требования к контрольным приспособлениям, все их нерабочие поверхности также следует обрабатывать несколько чище, чем аналогичные поверхности станочных приспособлений. Для нерабочих поверхностей необходимо применять, в основном, чистоту 5—6-го классов при контроле механически обработанных деталей, и не ниже 4-го класса при контроле заготовок.
Необходимость повышения износоустойчивости требует также высокой твердости трущихся поверхностей контрольных приспособлений. Если учесть, что, как правило, детали контрольных приспособлений не испытывают больших нагрузок, то возможно использование высокоуглеродистых сталей с закалкой до твердости порядка Rс = 58—62.
Повышения износоустойчивости можно также достигнуть при помощи хромирования деталей с толщиной слоя хрома до 0,01 — 0,05 мм.
Увеличение толщины слоя хрома нежелательно, так как может привести к его выкрашиванию и скалыванию. Особенно важно повышение твердости тех элементов приспособлений, которые непосредственно соприкасаются с проверяемой деталью. При этом во избежание ускоренного износа измерительный элемент приспособления должен иметь твердость большую, чем твердость проверяемой детали. Для этой цели можно применять как элементы, изготовленные из легированных сталей ХВГ и ХГ, допускающих закалку до твердости Rс = 62…66, так и элементы, оснащенные вставками из твердых сплавов. Вставки должны изготовляться из стандартных пластин, используемых полностью или частично и припаянных медным припоем.
В качестве материала для вставок можно рекомендовать сплав Т5К10, обладающий высокой износоустойчивостью. При наличии ударных нагрузок, которые могут вызвать выкрашивание кромок, может быть использован сплав ВК8, имеющий несколько большую прочность и вязкость при незначительном уменьшении .твердости.
Если оснащение твердым сплавом по конструктивным соображениям невозможно, то могут быть применены стали: Х12Ф-1, допускающая закалку до твердости Rс = 64…66, или 35ХМЮА, которая после азотирования имеет поверхностный слой твердостью до Rс = 68.
Весьма важно при выборе материала учитывать возможную его деформацию как в процессе термической обработки, так и особенно в процессе эксплуатации контрольного приспособления. Часто потеря точности приспособления в эксплуатации вызывается деформацией как отдельных его деталей, так и всей плиты или корпуса приспособления. В некоторых случаях детали могут деформироваться вследствие того, что они после термической обработки и перед окончательными отделочными операциями прошли чрезмерно «жесткую» правку и рихтовку. Поэтому для деталей сложной конфигурации и требующих большой стабильности формы можно рекомендовать применение улучшаемых сталей 40Х и 40ХН, цементируемых сталей 20Х и 18ХГТ и закаливаемых сталей ХВГ и ХГ.
Для корпусных деталей, оснований и плит следует применять чугуны с невысокими механическими свойствами СЧ 12-28 и СЧ 18-36, которые необходимо после предварительной механической обработки (обдирки) подвергать искусственному старению.
Корпусные детали, изготовленные из алюминия и дуралюмина, обладают значительно меньшей жесткостью и стабильностью и поэтому их можно применять только в малоответственных случаях для накладных контрольных приспособлений малого веса.
Потеря точности и возникновение ошибок и погрешностей измерения могут явиться результатом упругой деформации отдельных деталей приспособления или даже деформации самой проверяемой детали при чрезмерно сильном зажиме или при большом измерительном усилии.
Необходимо учитывать, что величины деформации, которыми пренебрегают при проектировании станочных приспособлений, могут оказаться недопустимыми для контрольных приспособлений. Поэтому особое внимание необходимо обращать на жесткость деталей и прежде всего таких, которые имеют значительный вылет или большое расстояние между опорами.
Плиты и корпуса контрольных приспособлений делают коробчатого сечения, большой высоты, с ребрами жесткости.
Конструирование и изготовление контрольных приспособлений могут быть улучшены качественно и удешевлены при широком использовании нормальных узлов и деталей. Нормали крепежных деталей, шпонок, всевозможных рукояток и ряда других деталей общего назначения должны быть общими для контрольных и станочных приспособлений. Но, кроме этих деталей, должны быть широко нормализованы специфические детали и узлы контрольных приспособлений.
Значительная часть из рассмотренных в предыдущих главах узлов и деталей легко подвергается нормализации. Должны быть оформлены в виде нормалей: прямые передачи, отдельные детали угловых передач, элементы крепления измерительных устройств, центровые бабки с неподвижным и подвижным центрами, универсальные стойки для индикаторов. Могут быть нормализованы целые конструкции контрольных приспособлений, в том числе и плита с центровыми бабками.
Эта плита может быть использована не только для универсальных измерений. При установке на плите дополнительных вспомогательных устройств она превращается в специализированное контрольное приспособление, предназначенное для измерения совершенно определенных элементов конкретной детали.
Необходимо предусматривать также инструкционные нормали по расчету различных элементов приспособлений, методов их построения, расчета и назначения допусков на них и т. д. Так, например, необходимо иметь инструкционные нормали на расчет: конических контрольных оправок, шлицевых калибров, приспособлений и калибров для проверки взаимного расположения отверстий и др.
Подобные нормали имеют целью не только облегчить и ускорить работу конструктора, но и обеспечивают единый и постоянный подход при проектировании измерительных средств для любой аналогичной детали и любым конструктором.
Наиболее ходовые нормали контрольных приспособлений в инструментальном цехе можно хранить в изготовленном виде.
Затраты на нормализацию деталей и узлов контрольных приспособлений вполне окупаются не только за счет удешевления конструирования и изготовления, но и за счет повышения качества выпускаемых конструкций.
Важным условием правильной работы контрольного приспособления является его правильная сборка, правильность взаимного расположения отдельных деталей и узлов, выполнение условий легкости вращения и перемещения деталей и ряд других специфических условий. Все они обычно ограничиваются жесткими допусками на изготовление, так как оказывают существенное влияние на точность измерения и на возникновение погрешностей измерения.
Конструктор приспособления по окончании разработки общего вида должен указать на нем технические условия на изготовление и приемку готового приспособления. В этих технических условиях предусматриваются в соответствии с конструкцией приспособления:
1) концентричность вращающихся элементов;
2) совпадение осей цилиндрических поверхностей или пересечение их в пространстве;
3) нахождение различных поверхностей или осей в одной плоскости;
4) взаимная перпендикулярность или отклонение от заданного угла различных поверхностей или осей;
5) взаимная параллельность различных поверхностей или осей;
6) прямолинейность цилиндрических поверхностей, прямолинейность и плоскостность плоских поверхностей;
7) легкость вращения или перемещения отдельных элементов;
8) допустимые зазоры между различными элементами или максимально допустимая их качка.
Кроме того, в ряде специальных случаев в технических условиях можно предусматривать и всевозможные другие пункты, как, например, герметичность приспособлений, максимальный момент вращающихся элементов, усилие продольного перемещения, усилия элементов, нагруженных пружинами, и т. д. На общем виде должны быть проставлены размеры с допусками, которые обеспечиваются сборкой, причем конструктор должен четко представлять себе возможность и метод измерения этих размеров, так как в процессе эксплуатации приспособление необходимо периодически проверять.
При наличии, различных пространственных размеров по возможности должны быть предусмотрены вспомогательные отверстия, позволяющие производить измерение приспособлений при помощи стандартного универсального инструмента. Если для измерения приспособления в процессе эксплуатации требуются вспомогательные оправки, установочные детали и т. д., то они должны быть предусмотрены конструктором, а метод пользования ими должен быть указан в технических условиях на общем виде приспособления.
Высокое качество внешней отделки, как и красивое конструктивное оформление контрольного приспособления наряду с глубокой продуманностью и точностью его конструкции, способствуют повышению общей технической культуры средств измерения, внимательному и бережному отношению к ним как со стороны работников производства, так и самих контролеров.
Контрольные приспособления должны по своей отделке приближаться к лабораторным измерительным приборам. Должны широко применяться декоративные и антикоррозионные покрытия многих деталей, хромирование, оксидирование, фосфатирование и т. д. Литые необработанные поверхности должны быть хорошо зачищены, и их рекомендуется окрашивать в черный цвет лаком «Мороз» или «Муар».
Хорошая внешняя отделка приспособления является гарантией бережного с ним обращения в цехе и, следовательно, меньшей вероятности возникновения погрешностей измерения, вызванных износом и повреждениями.
ЛИТЕРАТУРА:
1. Ансеров М. А., Приспособления для токарных и круглошлифовальных станков, Лениздат, 1953.
2. Апарин Г. А. и Городецкий И. е:, Допуски и технические измерения, Машгиз, 1953.
3. Баибуров Б, С., Приборы и автоматы для статистического анализа и контроля продукции в машиностроении, Машгиз, 1952.
4. Городецкий И. Е., К вопросу о стандартизации параметров точности в машиностроении, «Стандартизация» № 3, 1954.
5. Городецкий Ю. Г., Конструкция и эксплуатация, средств измерения размеров в машиностроении, Машгиз, 1951.
6. Горошкин А. К., Приспособления для металлорежущих станков, Справочник конструктора. Машгиз, 1953.
7. Дворецкии Е. Р., Конструкции узлов измерительных средств в машиностроении, Машгиз, 1950.
8. Кондашевский В. В., Автоматический контроль размеров деталей в процессе обработки, Оборонгиз, 1951.
9. Контроль размерных параметров режущих инструментов общего назначения, под ред. И. И. Семенченко, ЦБТИ Министерства станкостроения, 1953.
10. Кругер М. Я. и Кулижнов Б. М., Конструирование оптико-механических приборов, Машгиз, 1948.
11. Кутай А. К-, Производственный контроль размеров машиностроительных деталей, Машгиз, 1947.
12. Левенсон Е. М., Контрольно-измерительные приспособления в машиностроении, Машгиз, 1953.
13. Левенсон Е. М., Пневматические измерительные приборы и калибры, ВНИТОМАШ, Машгиз, 1950.
14. Лесохин А. Ф., Допуски и технические измерения, Машгиз, 1954.
15. Малов А. П., Контрольные станки и приспособления, Машгиз, 1948.
16. Рубинов А. Д., Измерение больших размеров в машиностроении, Машгиз, 1948.
17. Рудыкин Г. А., Техника измерения размеров в машиностроении, Машгиз, 1953.
18. Справочник инструментальщика, т. II, Машгиз, 1949.
19. Справочник конструктора точных приборов, под ред. И. Я- Левина, Оборонгиз, 1953.
20. Типовые конструкции контрольных приспособлений и узлов, Оргавтопром,
21 Фираго В. П., Проектирование станочных приспособлений, Оборонгиз,
1948.
22. Фролов А. Н. и Досчатов В. В., Исполнительные размеры резьбовых калибров, Машгиз, 1950.
23. Xрамцов Н. Г. и Лябин В. П., Исполнительные размеры гладких калибров, Машгиз, 1953.
24. Шифманович Н. М. иАфанасьев С. П, Справочник по допускам, резьбам и калибрам, Новосибирское областное государственное издательство, 1952.
25. Энциклопедический справочник «Машиностроение», т. 5 и 15, Машгиз, 1947—1950.
Дата добавления: 2020-02-05; просмотров: 1452;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
