Калибры для деталей криволинейной формы
В практике машиностроения детали, имеющие криволинейную форму, можно получить механической обработкой или посредством штамповки и гибки. Для проверки криволинейных поверхностей деталей применяют всевозможные профильные (контурные) шаблоны.
По методу проверки деталей профильные калибры можно разбить на две группы: на калибры, которые при проверке прикладываются к проверяемому сечению детали и, таким образом, находятся с ним в одной плоскости, и на калибры, которые накладывают на плоскость проверяемой детали.
Профильные калибры изготовляют в виде тонкой пластины, рабочий контур которой имеет форму, являющуюся негативной по отношению к форме проверяемой детали (прикладной калибр) или точно ее повторяющую (накладной калибр). Результат проверки определяют визуально по величине световой щели для прикладного шаблона или по совпадению контуров детали и калибра для накладного шаблона. Такой метод проверки имеет все недостатки, связанные с визуальной проверкой (субъективность и ограниченная точность контроля), но практически является вполне достаточным. В редких случаях, когда требуется более точная проверка, а также при изготовлении самих шаблонов применяют проекционный метод проверки на аппаратах, дающих увеличение в несколько десятков раз, или проверку на инструментальных микроскопах.
Особым случаем проверки криволинейного профиля деталей является контроль радиусов дуг. Эту проверку производят визуально, путем определения величины и положения просвета между поверхностью детали и шаблоном. Просвет S (фиг. 119) расположится в средней части дуги, когда радиус вогнутой окружности R меньше радиуса выпуклой окружности R1 калибра (случай I), и по краям, когда R будет больше чем R1 (случай II).
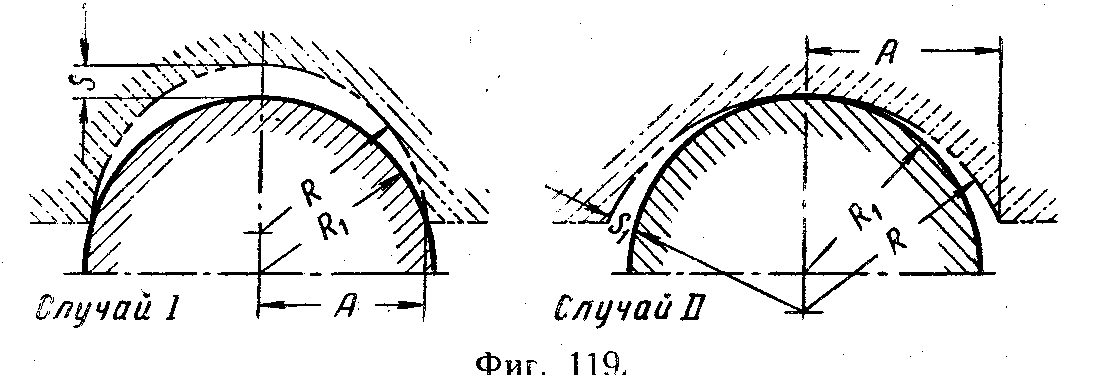
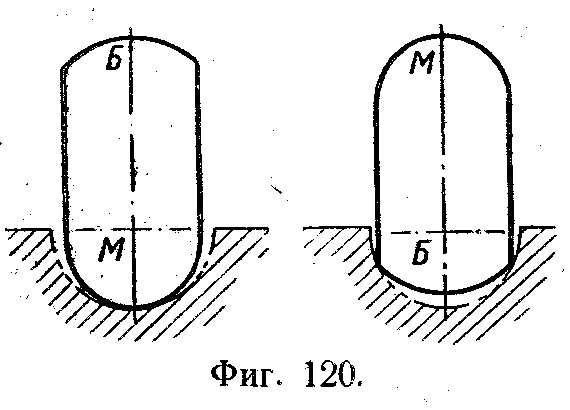
Поэтому при проверке величин радиусов предельными шаблонами – радиусомерами проверяемый радиус считается находящимся в пределах поля допуска, когда одна сторона шаблона имеет просвет относительно детали по середине дуги, а другая — по ее краям (фиг. 120).
При проектировании шаблонов – радиусомеров для проверки точных радиусов рекомендуется предварительно подсчитывать величину получающихся просветов 5. Визуальную проверку шаблоном можно рекомендовать лишь при наличии просветов не менее 0,02 мм.
Для первого случая величина просвета S равняется
 . (22)
. (22)
Для второго случая величина просвета S1 равняется
 . (23)
. (23)
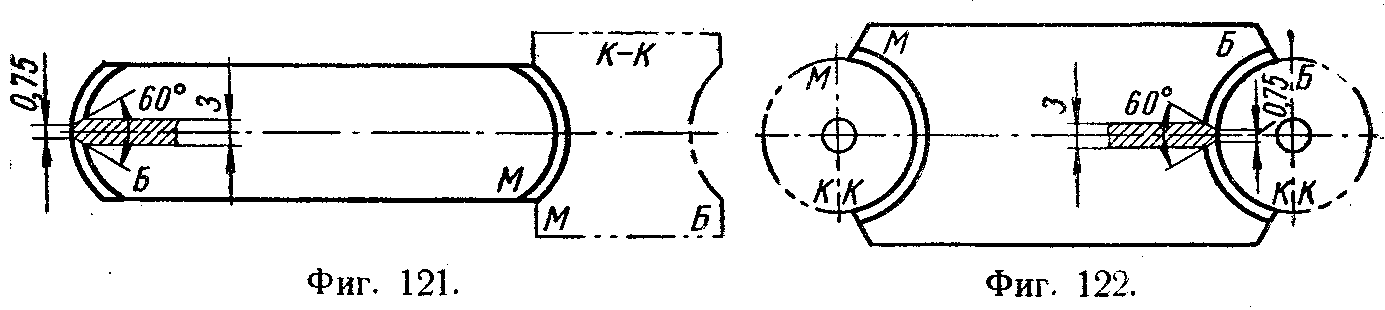
Для проверки радиусов вогнутых поверхностей служат шаблоны типа, изображенного на фиг. 121, для выпуклых — типа, изображенного на фиг. 122.
В целях упрощения изготовления профильных калибров применяют контркалибры, воспроизводящие номинальный профиль детали. Единая система допусков на изготовление профильных калибров отсутствует. Можно рекомендовать установление допусков на изготовление профиля калибра в размере 10% от величины допуска детали, задавая его «в тело» калибра. Допуск на изготовление контркалибра должен составлять 5% от допуска проверяемой детали и располагаться симметрично относительно номинальных размеров [25]. Профильные калибры простой формы изготовляют из стали 20 с термической обработкой до твердости Rс = 56…62.
Шаблоны сложной формы изготовляют из стали У8А с термической обработкой до той же твердости. Для обеспечения собираемости деталей криволинейной форм» иногда необходима полная проверка профиля по всему периметру. Для этой цели служат калибры, получившие название пройм. Криволинейное отверстие такого калибра выполняют по наибольшим размерам детали. Проверку осуществляют на проход — годной считается деталь, которая проходит через пройму. Для упрощения 'изготовления пройм их стремятся делать составными.
Для точной подгонки рабочего профиля пройм применяются контркалибры. Описанные профильные калибры осуществляют проверку детали только в одном сечении и не пригодны для объемного контроля деталей, полученных штамповкой или гибкой.
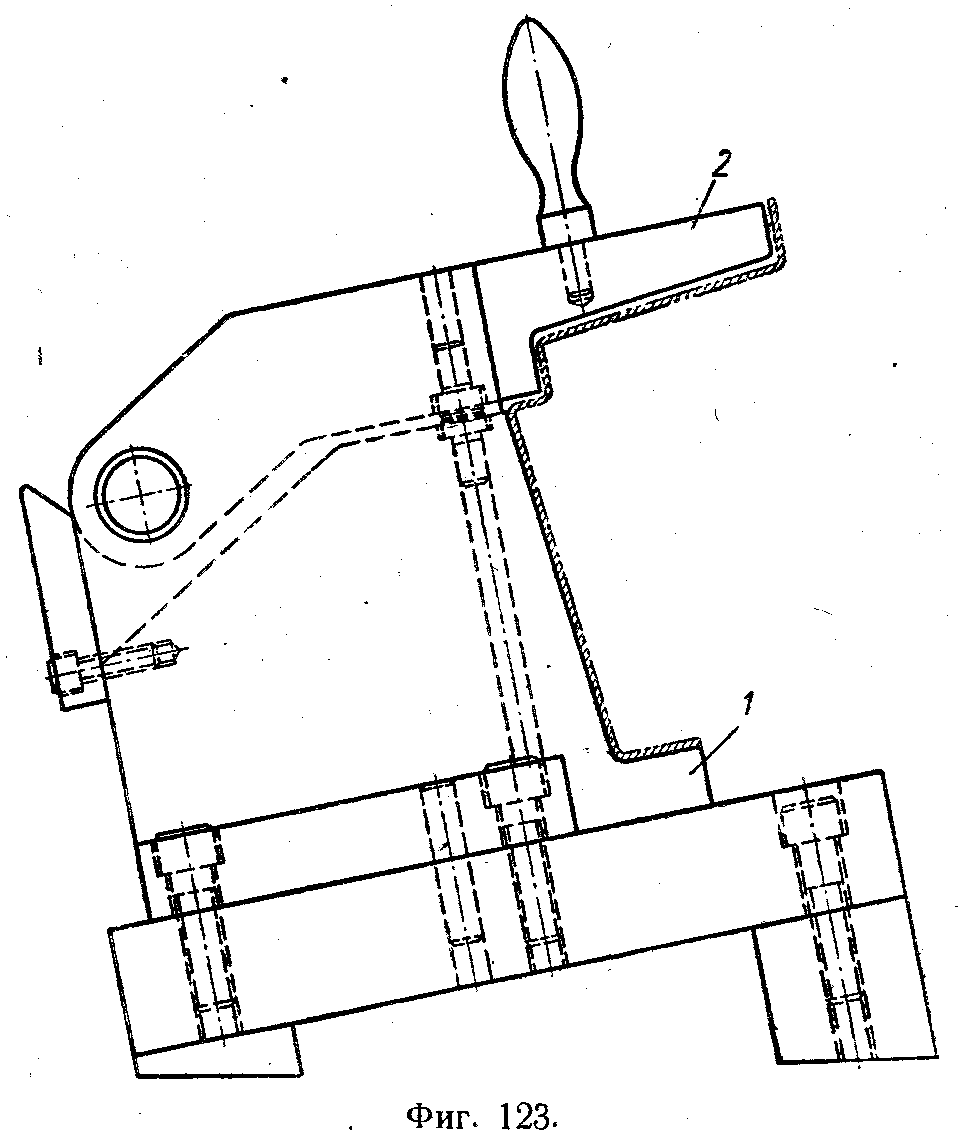
В этих случаях применяют пространственные шаблоны более сложных конструкций. Проверку деталей при помощи таких шаблонов производят на глаз или щупом. Для удобства проверки контур шаблона целесообразно предусматривать в виде отдельных секций, монтируемых на общем основании. Примером подобной конструкции может служить шаблон для проверки штамповки порога двери кабины автомобиля.
Проверяемую штамповку кладут на установочные поверхности трех стоек 1 (фиг. 123), после чего откидной шаблон 2 ставят в рабочее положение и щупом определяют зазор между его рабочими поверхностями и соответствующей поверхностью детали. Для удобства установки штамповки шаблон сделан наклонным.
Большие размеры и сложность форм штамповок вынуждают вряде случаев делать контурные объемные калибры тоже очень сложной конструкции с применением разного рода зажимов, набора шаблонов и т. п. Наибольшую трудность представляют изготовление контрольного профиля у пространственного шаблона и правильная установка секций при конструкции, состоящей из ряда отдельных шаблонов.
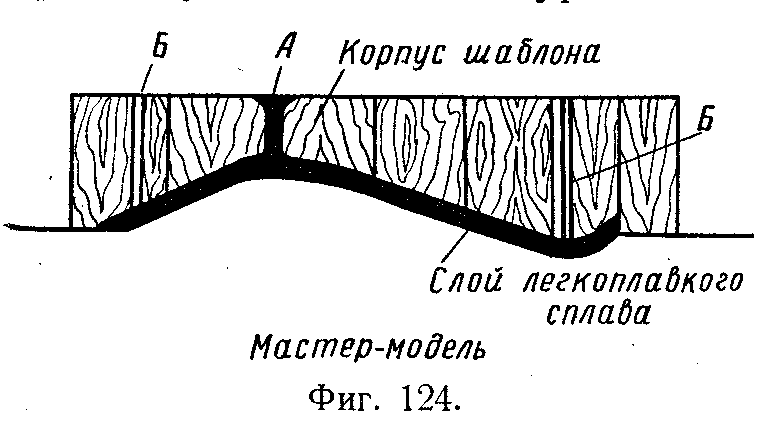
Изготовление подобных пространственных калибров облегчается при наличии на заводах мастер-моделей, представляющих собой точно выполненную в масштабе 1:1 деревянную модель изделия или узла. Для облегчения получения шаблона с мастер-модели применяют способ заливки легкоплавким сплавом.
Корпус шаблона (фиг. 124) изготовляют из дерева и в нем делают углубление, грубо соответствующее по форме мастер-модели. В поверхность этого углубления вбивают ряд гвоздей для удержания заливаемого слоя легко сплавного сплава на шаблоне. Затем модель устанавливают по отношению к корпусу шаблона так, чтобы зазор между ее поверхностью и поверхностью корпуса шаблона составлял 3,5— 4,5 мм. В этот зазор через литниковое отверстие А заливают расплавленный легкоплавкий сплав, точно заполняющий все полости. Для удаления воздуха и газов служат отверстия Б.
Когда шаблон будет снят, полученная внутренняя металлическая поверхность окажется точным негативным изображением поверхности модели, и по ней без всякой ее доводки можно вести необходимые работы.
Ввиду низкой температуры плавления сплава полированная поверхность модели не повреждается и модель не коробится.
В качестве легкоплавкого сплава на ряде заводов раньше применяли дорогостоящий сплав «Вуда», имеющий высокое содержание таких ценных металлов, как висмут 51%, кадмий 10% и олово 13%.
Взамен этого сплава в автомобильной промышленности внедрен легкоплавкий сплав, в котором содержание дорогостоящих компонентов значительно снижено и уменьшена его стоимость. В состав сплава входит: висмут 37,2%, кадмий 4,8%, олово 3%, свинец 55%. Температура плавления сплава 100—105°. Кроме пониженной стоимости, этот легкоплавкий сплав имеет более высокую текучесть, что обеспечивает хорошее заполнение всех полостей рабочей поверхности. Во многих машинах (автомобили, тракторы, самолеты и т. п.) применяют трубы, изогнутые в различных плоскостях. Гибку таких труб производят с применением специальных шаблонов для проверки, а в случае необходимости и для дополнительной подгонки.
В зависимости от размеров проверяемых труб пространственные шаблоны для их контроля могут быть ручными или стационарными, на деревянном или металлическом основании. Пример такого пространственного шаблона для проверки длины и контура трубы приведен выше на фиг. 31.
Дата добавления: 2020-02-05; просмотров: 1883;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
