Калибры для резьбовых сопряжений
Основным требованием, которое должно быть предъявлено к проверке резьб, является обеспечение свинчиваемости болта и гайки. Условием обеспечения свинчиваемости служит ограничение контура резьбы определенным пределом, за который он не должен выходить.
Повышение требований к резьбовым соединениям определило применение предельных комплексных резьбовых калибров, которые на основе проверки приведенного среднего диаметра, включающего в себя составляющие отклонений по шагу и углу профиля, обеспечивают получение предельных контуров резьбы сопрягаемых деталей. Проходной калибр имеет полный профиль резьбы и осуществляет контроль по всему ее контуру.
Профиль резьбы непроходного калибра делают неполным, так как назначение этого калибра — отбраковывать детали с заниженным размером по среднему диаметру резьбы. Расчет рабочих размеров резьбовых калибров полностью регламентирован государственными стандартами и широко освещен в имеющейся литературе.
Основное внимание в данной работе будет обращено на рассмотрение конструкций калибров, предназначенных для контроля резьбовых сопряжений.
Контроль резьбовых отверстий производят калибрами-пробками, конструкция и основные размеры которых определены ГОСТ 1774-42.
Для контроля резьб от 1 до 100 мм применяют пробки со вставками сконусным хвостом. Однако для проверки резьб, имеющих диаметр больше 50 мм, удобнее применять пробки с насадками.
Проходные пробки имеют резьбу полного профиля, непроходные укороченного профиля (с уменьшенной высотой профиля и числом витков от 2 до З1/2) с цилиндрической направляющей частью. По стандарту предусматривается не только передняя направляющая часть, но и задняя. Однако опыт работы показал отсутствие необходимости в задней направляющей.
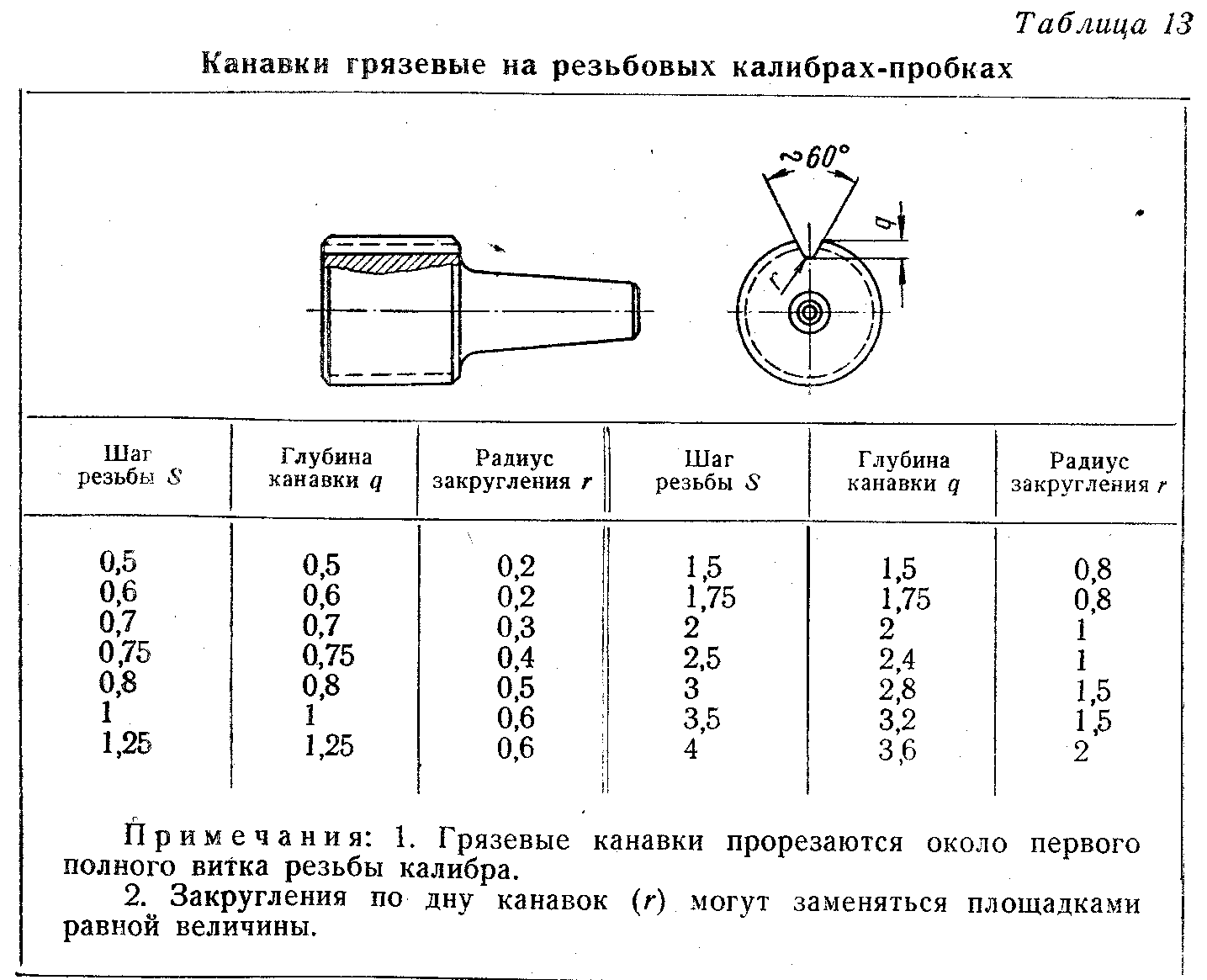
Важным конструктивным дополнением является введение грязевых канавок на проходных резьбовых пробках. Рекомендуемые ведомственной нормалью автомобильной и тракторной промышленности размеры грязевых канавок приведены в табл. 13.
Для измерения наружных резьб применяют резьбовые кольца, проходные и непроходные, или резьбовые скобы. Для проверки резьб до 6 мм, а также резьб 1-го класса, плотных и тугих, следует рекомендовать применять только нерегулируемые кольца (ГОСТ 1774-42).
Для проверки наружных резьб 2-го и 3-го классов точности со средним диаметром свыше 6 мм следует применять регулируемые резьбовые кольца по ГОСТ 1985-43, преимуществом которых является значительно больший срок службы, обеспечиваемый возможностью повторного регулирования при износе. Конструкция узла регулирования определяет надежное запирание замка и тем самым гарантирует неизменность установленных размеров инструмента. Однако конструкция узла регулирования резьбовых колец по ГОСТ 1985-43 не является единственной.
Заслуживает внимания конструкция, приведенная на фиг. 98. Размер в данном случае устанавливают при помощи двух регулировочных винтов 1 и 2 через штифт 3. После регулирования кольцо стягивается винтом 4.
Наиболее правильным методом проверки наружных резьб является проверка проходным резьбовым кольцом и непроходной одноштифтовой скобой (фиг. 99).
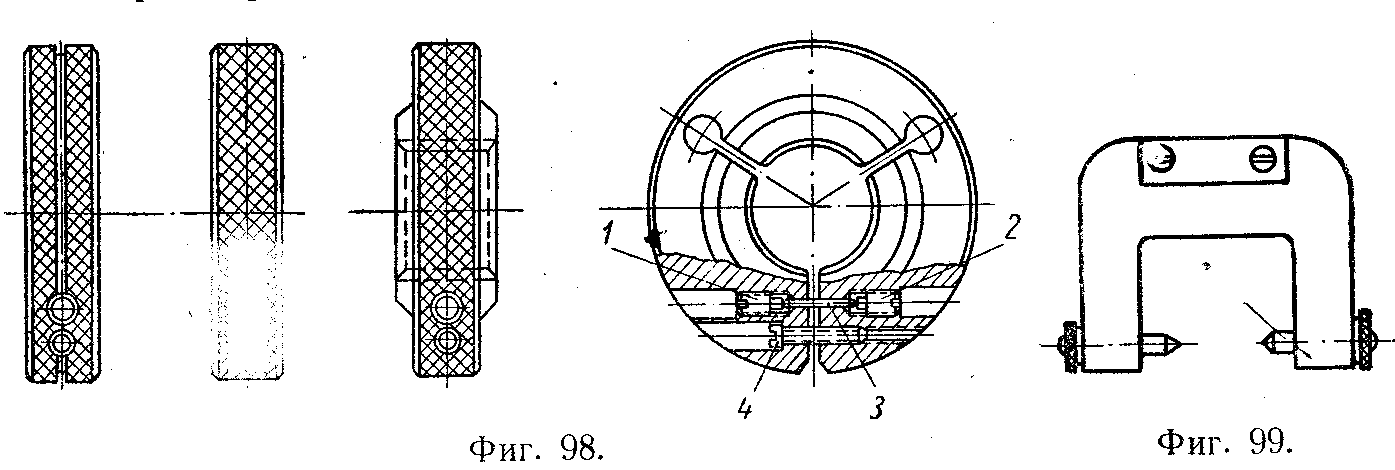
Одноштифтовая непроходная скоба проверяет только наименьший средний диаметр, исключая влияние ошибок других элементов, и тем самым позволяет более точно ограничить размеры проверяемой резьбы.
Конструкция регулирования положения измерительных наконечников у этих скоб и их закрепления подобны аналогичной конструкции регулируемых скоб для проверки валов.
Метод контроля резьбы на свинчивание с проходным калибром удовлетворяет основному требованию контроля — комплексной проверке в условиях, приближающихся к эксплуатации.
Однако вместе с этим метод проверки резьб на свинчивание отличается большой трудоемкостью.
Навинчивание калибра на всю длину резьбы прерывистым движением пальцев и последующее его свинчивание отнимают много времени и утомляют контролера.
Наряду с проверкой резьбы калибрами-кольцами на практике широко применяют проверку резьбовыми скобами.
Метод контроля резьбы при помощи резьбовых скоб отличается от проверки на свинчивание тем, что проверку резьбы производят только в одном сечении. В тех случаях, когда технологический процесс гарантирует. Цилиндричность резьбы, измерение в одном сечении вполне может заменить проверку на свинчивание.
В тех же случаях, когда технологический процесс не гарантирует правильной цилиндрической формы, как, например, при накатывании резьбы! плоскими плашками, при отливке ее под давлением и т. д. рекомендовать измерение в одном сечении нельзя, и единственно надежным методом контроля остается только проверка резьбовыми кольцами.
Стандарт ГОСТ 3841-47 предусматривает применение двух типов резьбовых скоб — закрытых типа А (фиг. 100, а) и открытых типа Б (фиг. 100, б).
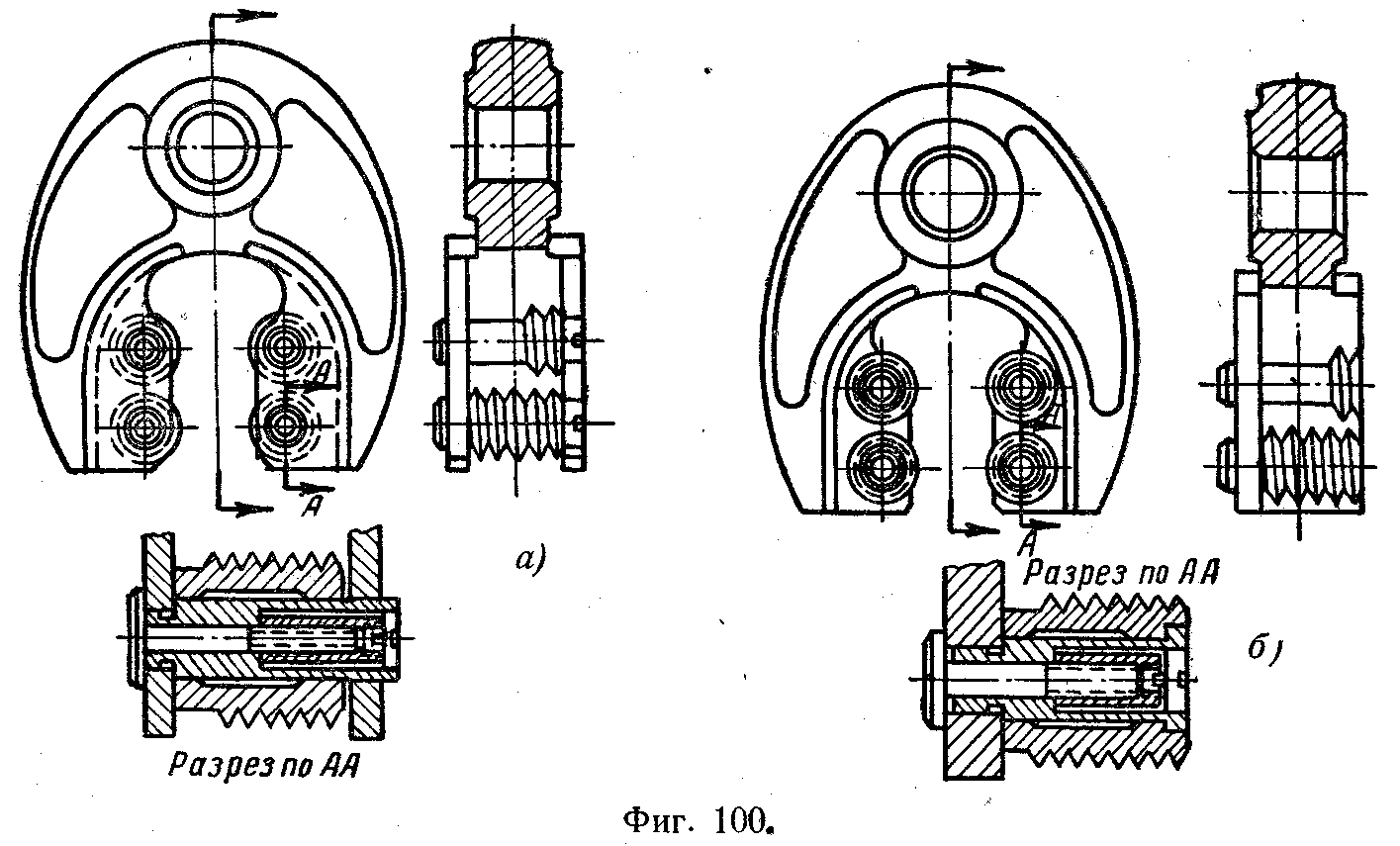
Скобы типа Б имеют меньшую жесткость и предназначаются, преимущественно для проверки резьб, нарезанных до упора.
Крепление роликов в корпусе производится на эксцентриковых осях.
Поворачивая эксцентрик, можно сблизить или раздвинуть ролики и установить их по соответствующим контрольным калибрам на требуемый размер. Первую пару роликов устанавливают на проходной размер, вторую — на непроходной. Установку производят по обычным резьбовым контркалибрам У-ПР и У-НЕ. После установки при помощи болта и гайки фиксируют отрегулированное положение роликов. Нарезку на роликах выполняют в виде кольцевых витков. У непроходных роликов профиль витка выполняют укороченным, подобно профилю у непроходной резьбовой пробки, а число витков равняется на одном ролике двум, на противоположном— одному.
Из технологических соображений витки на проходных роликах иногда делают через шаг.
Свободным вращением роликов на оси достигают соприкосновения их с' резьбой проверяемой детали в разных сечениях, что намного уменьшает износ профиля ролика.
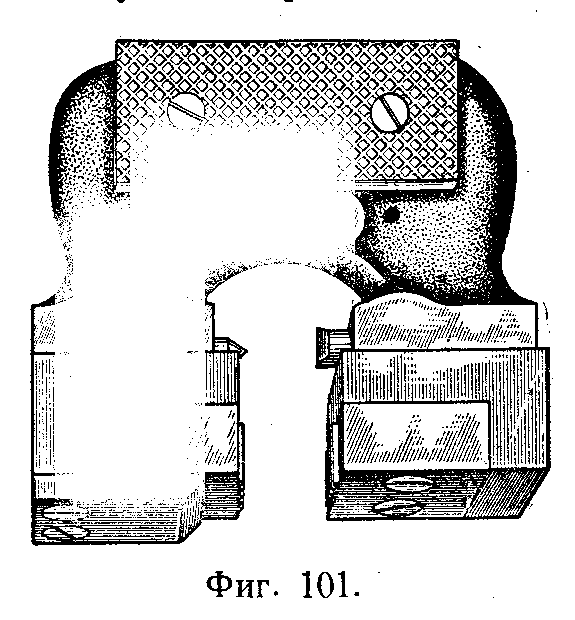
Кроме роликовых резьбовых скоб, иногда применяют скобы с резьбовыми гребенками, положение которых регулируют также по контрольному калибру.
Гребенчатая резьбовая скоба, приведенная на фиг. 101, интересна тем, что выполнена как одноштифтовая; это, непроходная ее часть разумеется, не является обязательным, хотя и имеет, как уже указывалось, свои достоинства. Гребенчатые резьбовые скобы применяют сравнительно мало, поскольку они значительно сложнее в изготовлении, чем роликовые, и обладают меньшей износоустойчивостью.
Резьбовые скобы имеют перед кольцами два больших преимущества. Первое заключается в быстром замере; процесс измерения приблизительно в десять раз быстрее, чем при проверке кольцами. Второе — возможность применения резьбовых скоб для контроля деталей непосредственно на станках, что исключено при резьбовых кольцах. Это особенно важно при фрезеровании резьбы на резьбо-фрезерных станках.
Для установки и проверки в эксплуатации регулируемых резьбовых колец и скоб служат контркалибры: У-ПР, К-И, ВН-ПР, У-НЕ, ВН-НЕ.
Для проверки нерегулируемых резьбовых колец следует еще предусматривать контркалибры К-ПР и К-НЕ.
Метод измерения резьбы роликами начинает находить применение и при проверке внутренних резьб.
На фиг. 102 изображен роликовый резьбовой калибр, применяемый на заводах Siemens Schuckertwerken А. G. для измерения внутренних резьб диаметром от 160 до 500 мм и с шагом 2 мм и больше.
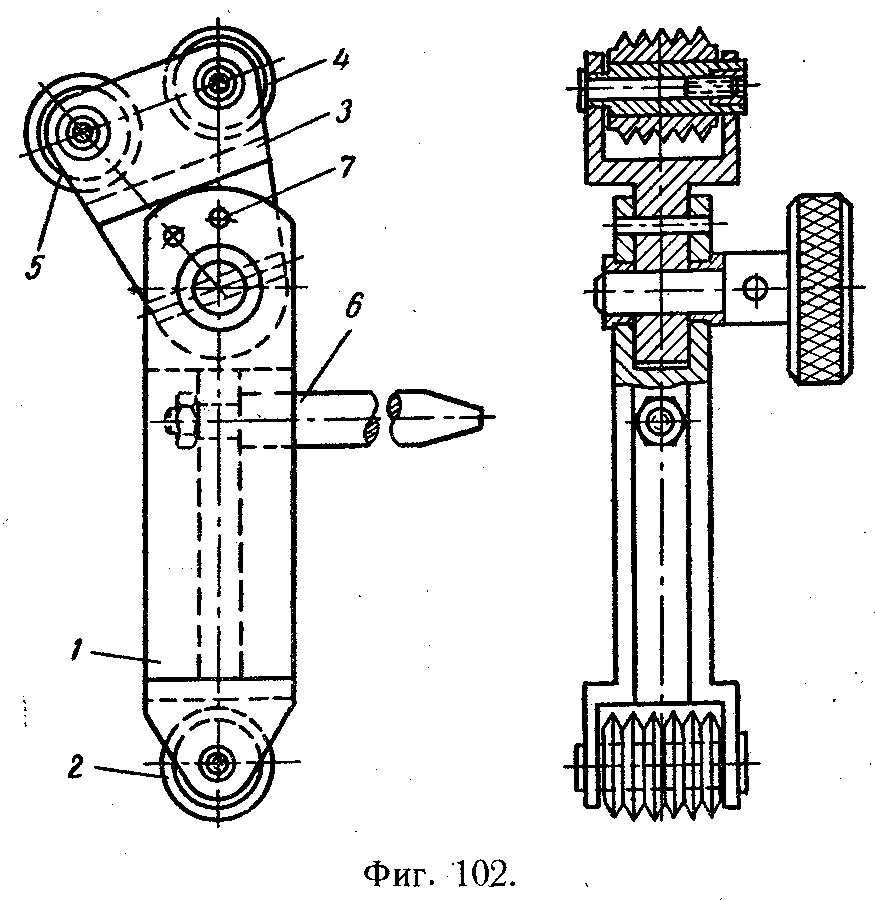
На одном конце корпуса калибра 1 укреплен ролик 2, имеющий полный профиль резьбы. На втором конце смонтирована качающаяся державка 3 с двумя роликами — проходным 4 и непроходным 5. Непроходной ролик имеет неполный профиль резьбы.
При проверке калибр благодаря упору 6 устанавливается по диаметру отверстия, после чего последовательно производится проверка наибольшего и наименьшего размеров резьбы.
При. установке роликов на требуемый размер положение державки фиксируется при помощи шпильки 7.
Особой областью проверки наружных резьб является контроль резьб с антикоррозионным металлопокрытием. Для покрытия резьбы чаще всего применяют хром и цинк; толщина хромового слоя-покрытия 0,025 мм, цинкового — 0,013 мм. Практика работы показала, что важнейшим условием получения полноценных резьб при изготовлении их накаткой с последующим покрытием является строгий контроль операционных размеров, т. е. размеров под металлопокрытие.
В первую очередь следует контролировать размер по диаметру, стержня, на котором затем накатывают резьбу. Размер этого диаметра меньше размера наружного диаметра резьбы, так как при накатывании происходит выдавливание металла.
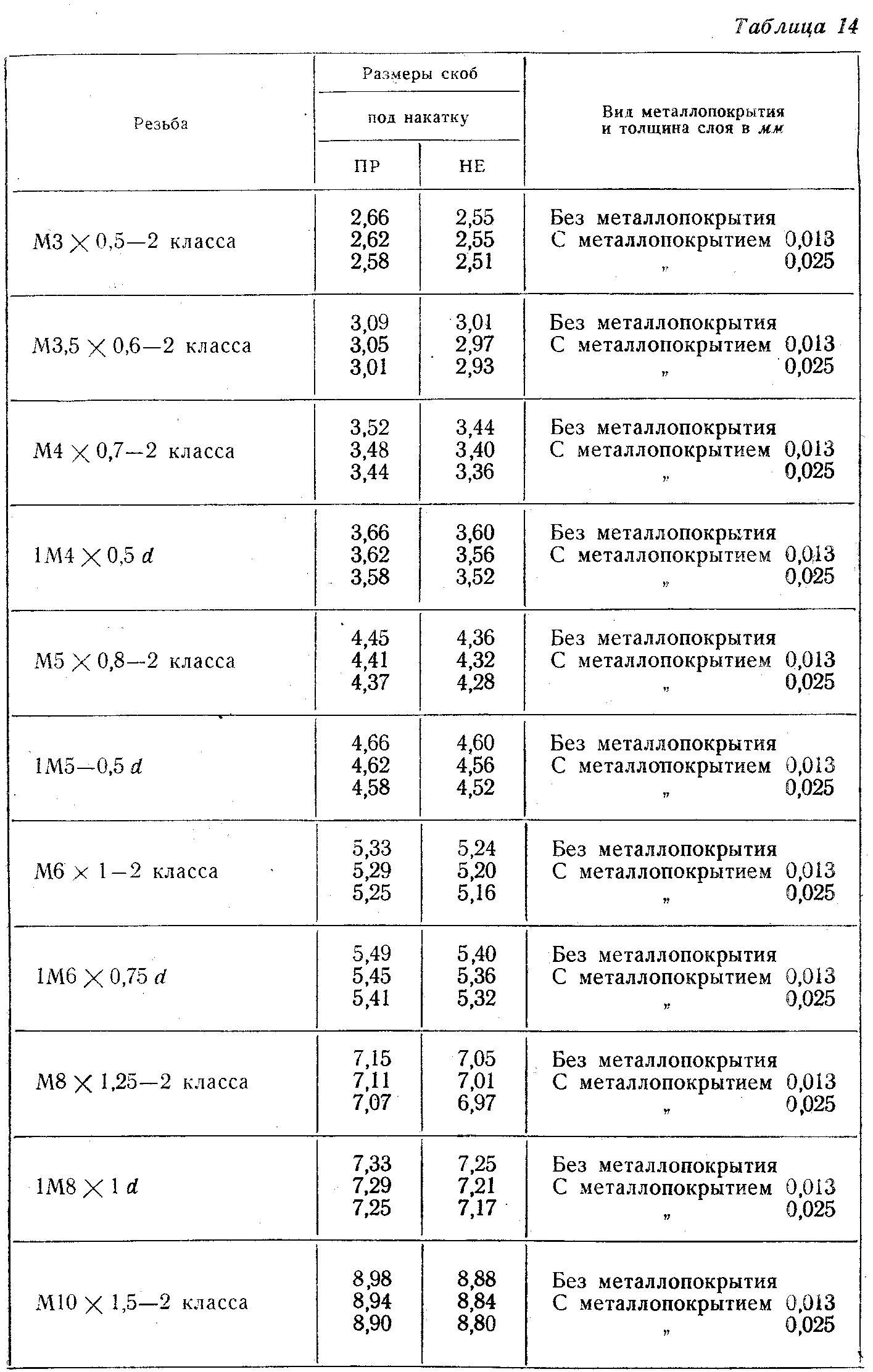
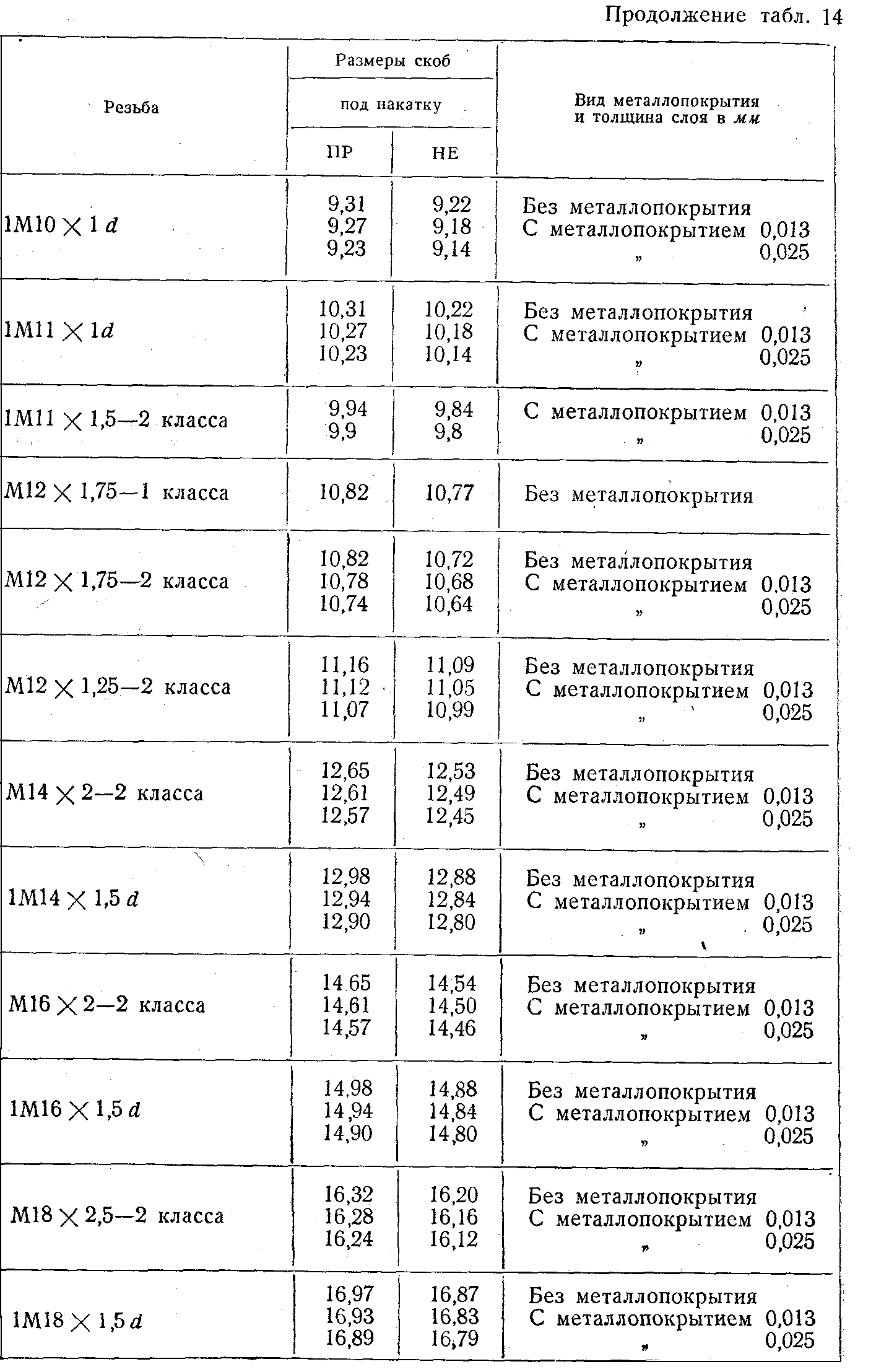
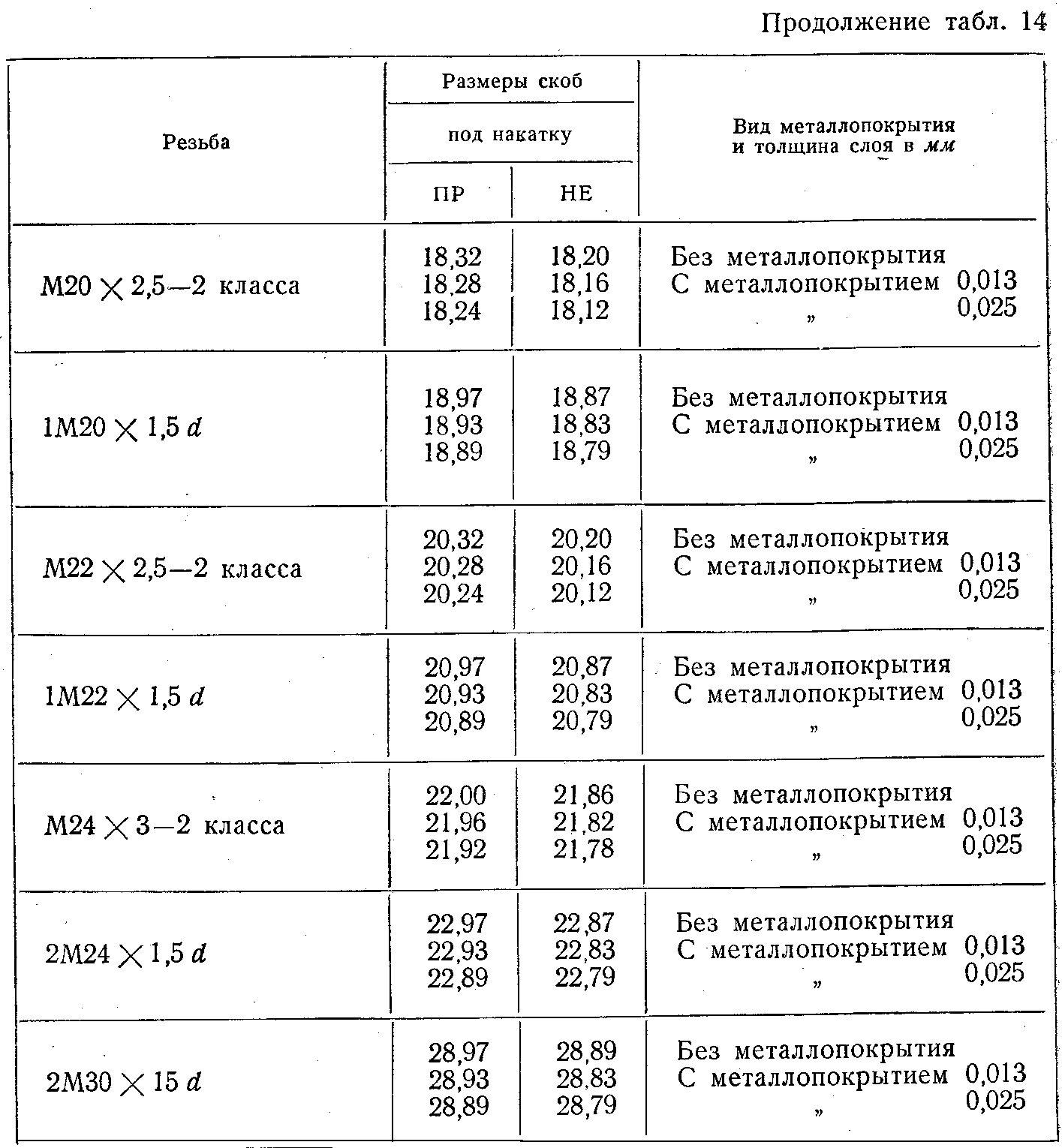
Исходя из практических данных, установлены диаметры заготовок, соответствующие каждому размеру резьбы (табл. 14), для проверки которых цех должен иметь предельные скобы обычной конструкции.
Поскольку металлопокрытие влечет за собой изменение размеров резьб, накатку резьбы под покрытие следует производить тоже с предварительным, уменьшенным размером по среднему диаметру. Величину необходимого занижения по среднему диаметру резьбы можно легко подсчитать. Слой покрытия а (фиг. 103) вызывает смещение по среднему диаметру на размер А.
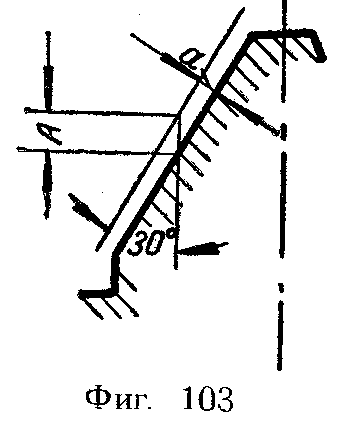
При метрической резьбе угол резьбы равен 60°, следовательно, А = 2а. При пересчете на диаметр резьбы эта величина должна быть еще удвоена, и, таким образом, величина занижения по среднему диаметру равняется учетверенной величине слоя покрытия.
Поэтому предварительные резьбовые кольца как проходные, так и непроходные, делают со средним диаметром, уменьшенным против номинального на учетверенную величину слоя покрытия.
Контроль величины наращения слоя металла при установленном технологическом режиме производят по времени процесса металлопокрытия.
Окончательно резьбу проверяют вновь резьбовыми калибрами, имеющими окончательные чертежные размеры.
Введение операционного контроля резьбы, разумеется, усложняет производство и значительно увеличивает номенклатуру измерительного инструмента. Поэтому в настоящее время ведутся работы, имеющие целью изыскание такого технологического процесса, при котором изменение резьбы будет наименьшим и не потребуется изготовления специальных предварительных калибров.
Но пока этот процесс еще не разработан, применение операционных резьбовых калибров является обязательным.
Схема расположения полей допусков среднего диаметра калибров .для крепежных резьб определена ГОСТ 1623-46. Тем же стандартом определены допуски калибров на резьбы наиболее часто встречающихся размеров (до 200 мм).
Измерительные детали резьбовых калибров рекомендуется изготовлять из стали марок У10А, X и ХГ, термически обработанных до твердости Rс = 56…64.
Качество отделки измерительных поверхностей резьбовых калибров должно соответствовать 10-му классу, а контрольных калибров-пробок — 11-му классу.
Как было сказано выше, операция проверки резьбы путем ее свинчивания с проходным резьбовым калибром отличается значительной трудоемкостью.
Для того чтобы проверить резьбу, необходимо сделать калибром столько оборотов для его завинчивания, сколько ниток имеет проверяемая резьба по всей ее длине, и столько же оборотов нужно сделать для вывинчивания калибра.
При современных высокопроизводительных методах изготовления (как, например, накатка) ручной контроль может потребовать большей затраты времени, чем это требуется для изготовления. Кроме того, навертывание проходного калибра вручную является тяжелой и утомительной операцией.
Для механизации процесса навертывания проходного калибра предложен ряд приспособлений и механизмов. Примером простейшего ручного приспособления, применяемого для этой цели, может
служить редуктор, состоящий из зубчатых колес (фиг. 104). Вращая рукоятку, можно получить число оборотов калибра увеличенным в несколько раз. Несмотря на свою простоту, такое приспособление дает известное увеличение производительности труда и облегчает работу контролеров.
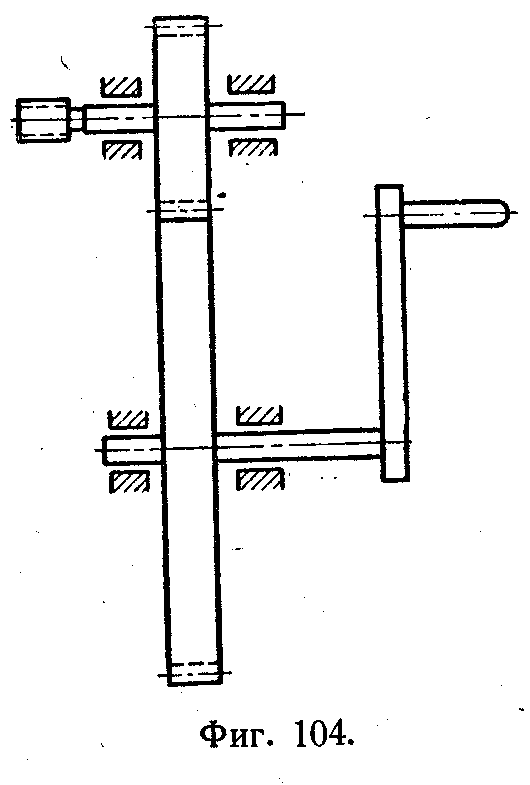
Недостатком подобных приспособлений является малое число оборотов шпинделя и утомительность работы, вызванная необходимостью вращать шпиндель вручную.
Более удобны приспособления, в которых ручной привод заменен механическим. Основной конструктивной сложностью здесь является обеспечение быстрого изменения направления вращения шпинделя после окончания навинчивания калибра.
Существует конструкция приспособления, в котором изменение направления вращения производится путем осевого перемещения шпинделя. Такое приспособление (фиг. 105) представляет собой большой фрикционный диск 1, закрепленный на шпинделе 2. Диск расположен между двумя фрикционными роликами 3 и 4. Вращение шпинделя в требуемом направлении ввинчивания или вывинчивания калибра 5 зависит от направления усилия, прилагаемого к детали и сцепляющего диск с тем или другим роликом.
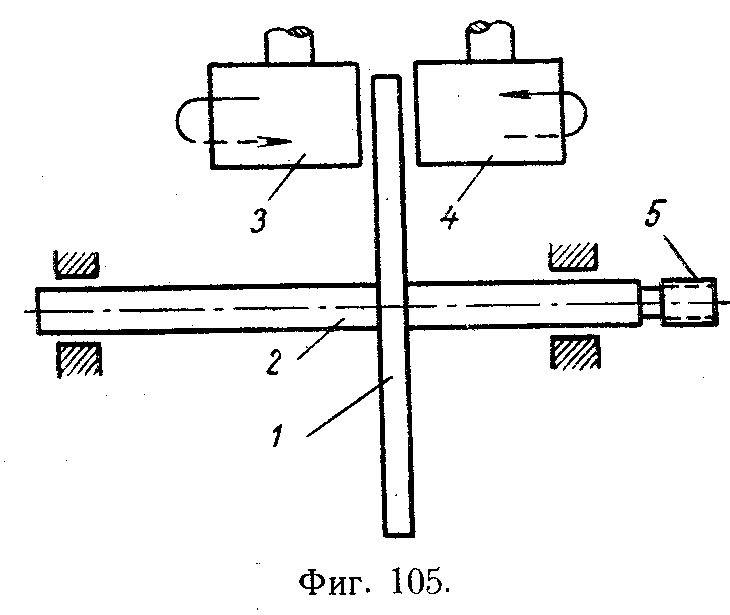
Фрикционные ролики соединены между собой ременной передачей и получают вращение от электродвигателя через редуктор.
Недостаток такой конструкции приспособления заключается в значительном износе калибров, вызванном сравнительно большими осевыми усилиями, прикладываемыми к калибру для переключения направления вращения.
Этого недостатка не имеет электромагнитный реверсивный прибор для контроля резьб. При легком осевом нажиме на шпиндель (200—300 г) последний несколько перемещается, включая электрическую цепь фрикционной муфты, и получает вращение нужного направления. При обратном осевом перемещении шпинделя включается другой контакт и калибр получает вращение противоположного направления.
Удачная конструкция фрикционного приспособления для ускорения процесса свинчивания калибра с деталью показана на фиг. 106. В данном случае имеются два резиновых фрикционных диска, вращающихся в разных направлениях.
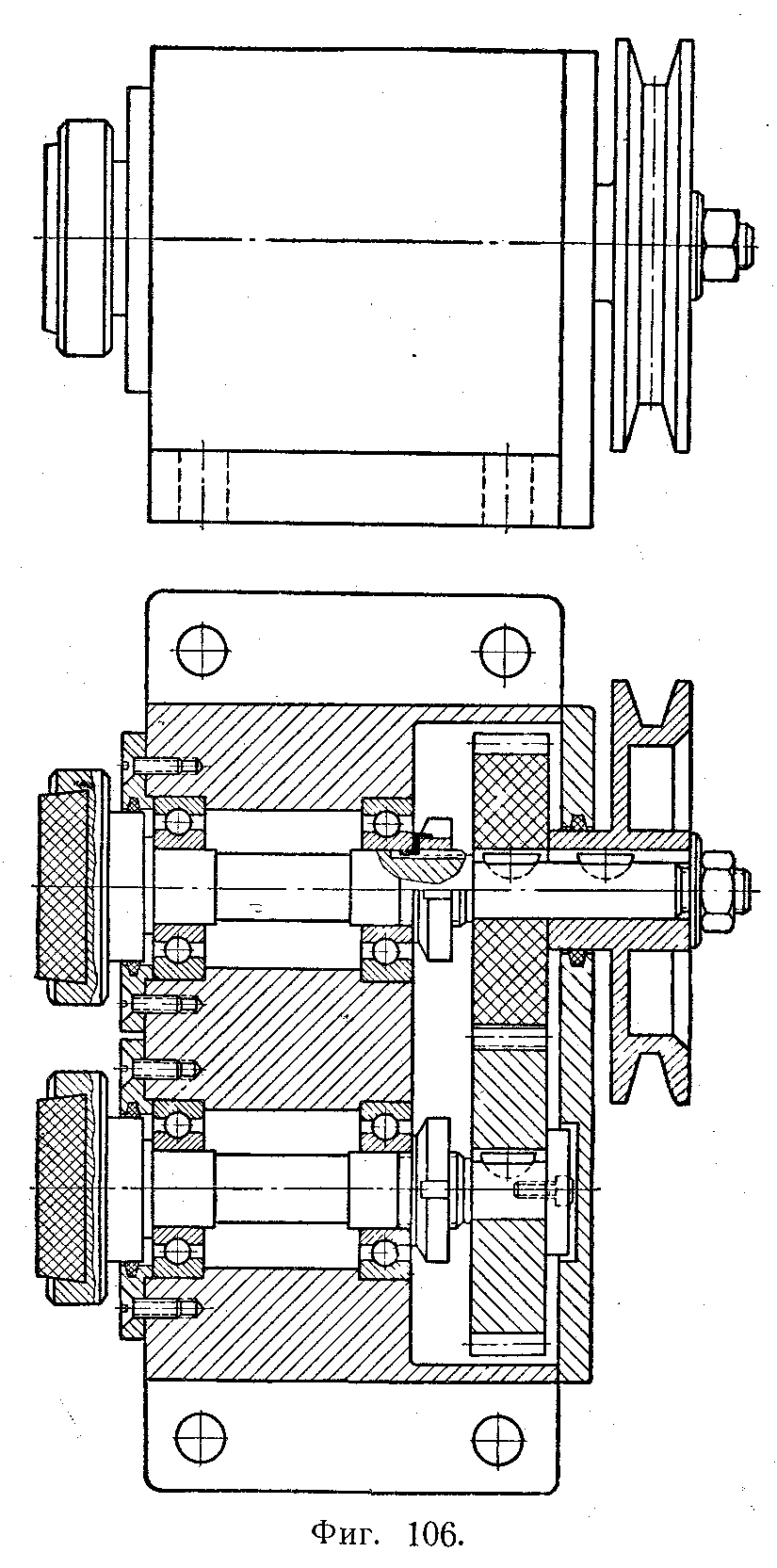
Проверяемую гайку от руки навертывают на один – два витка на проходной калибр и затем контролер прижимает ее торцом к вращающемуся диску. Диск увлекает гайку за собой и навертывает ее на калибр. Для того чтобы затем снять проверенную гайку с калибра, ее надо прижать ко второму диску, имеющему противоположное направление вращения. Так же поступают и для проверки наружных резьб. При этом к фрикционному диску прижимается уже не деталь, а проходное резьбовое кольцо.
В последнее время внедрение статистического контроля потребовало применения таких методов проверки, при которых можно определить величины действительных отклонений размеров проверяемых резьб. Для этой цели на Московском автозаводе имени Сталина были разработаны специальные контрольные приспособления, в которых положение подвижных резьбовых калибров (гребенок) фиксируется индикатором, предварительно устанавливаемым по контрольному калибру У-ПР (при измерении наружной резьбы) или по кольцу ПР (при измерении внутренней резьбы).
Раздвижные резьбовые калибры в этом приспособлении имеют профиль и размеры соответствующего проходного калибра.
Наряду с цилиндрическими резьбами в машиностроении часто применяют конические резьбы, особенно в тех случаях, когда необходимо иметь плотное, непроницаемое для жидкостей соединение.
Способность конической резьбы обеспечивать плотность — герметичность соединения — основана на том, что свинчивание происходит без зазоров как по сторонам резьбы, так и по вершинам ее.
Следовательно, основным условием высокого качества соединения является точность выполнения всех элементов резьбы, в противном случае не достигается герметичность, что ведет к появлению течи в соединении.
Основным средством контроля конических резьб по ГОСТ 6111-52 служат калибры: пробки для внутренней резьбы и кольца для наружной. Конструкции и размеры этих калибров оговорены ГОСТ 6485-53. Условием годности резьбы является совпадение контрольного торца калибра с торцом детали. Резьба считается годной, если величина несовпадения не превышает одного витка (в обе стороны).
Определение несовпадения основной плоскости и торца в пределах одного витка на глаз затруднительно и нередко является причиной недоразумений. Поэтому представляют практический интерес резьбовые калибры для проверки конической резьбы по трем ступенькам.
Средняя ступенька на пробке соответствует основной плоскости, верхняя и нижняя — предельным допустимым отклонениям. Размеры Δl2 (фиг. 107) между основной плоскостью и предельными ступеньками равняются шагу резьбы.
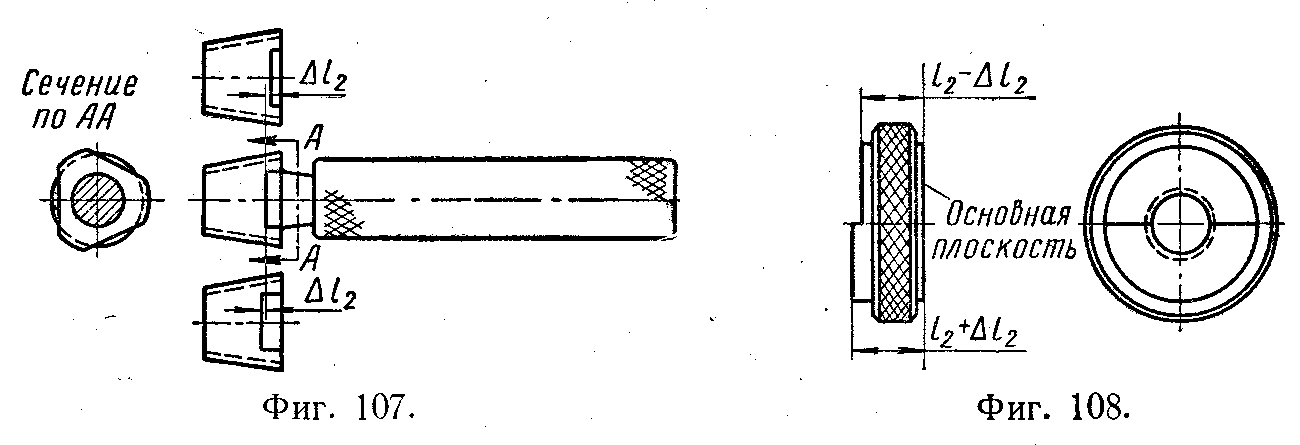
У кольца средней ступеньки основной плоскости соответствует торец с большего конца резьбы (фиг. 108). Предельные ступеньки сделаны на противоположном торце на расстоянии l2 — Δl2 и l2 + Δl2 от основной плоскости (l2 — номинальная толщина кольца).
При изготовлении пробки и кольца их припассовывают одно к другому по основной плоскости.
Проверку детали производят только по предельным ступенькам калибров.
Правильной считают деталь, торец которой лежит между ступеньками калибра.
Особое влияние на герметичность соединения имеет длина свинчивания. Отсюда вытекает необходимость введения специальных калибров для проверки наружных резьб, подлежащих затем антикоррозионному покрытию так, как при малом угле конуса резьбы (φ = 1°47'24") небольшое увеличение диаметра ведет к значительным осевым смещениям, к заметному уменьшению длины свинчивания.
Для того чтобы после металлопокрытия резьба по размерам могла удовлетворять требованиям стандарта, нарезание следует производить с занижением по среднему диаметру. Это особенно важно при нарезании конической резьбы. Тонкий слой металлопокрытий на боковой поверхности нитки вызывает увеличение среднего диаметра резьбы на величину, в четыре раза большую, чем толщина покрытия. Для конических резьб это, в свою очередь, вызывает уменьшение длины свинчивания приблизительно на 20%. Уменьшение же длины свинчивания влечет за собой ухудшение герметичности соединения и появление течи.
Специальные калибры-кольца под резьбу, подлежащую покрытию, имеют все размеры, совпадающие с размерами окончательных калибров, за исключением толщины L, подлежащей расчету па формуле
 , (17)
, (17)
где L— толщина кольца;
а — толщина слоя металлопокрытия;
l2 — толщина окончательного калибра.
Проверку калибров-колец под металлопокрытие производят теми же контрольными калибрами, какими производят проверку окончательных колец.
Когда приходится проверять коническую внутреннюю резьбу, торец которой расположен неудобно для осмотра, следует применять специальные калибры.
Примером такого инструмента может служить калибр, приведенный на фиг. 109.
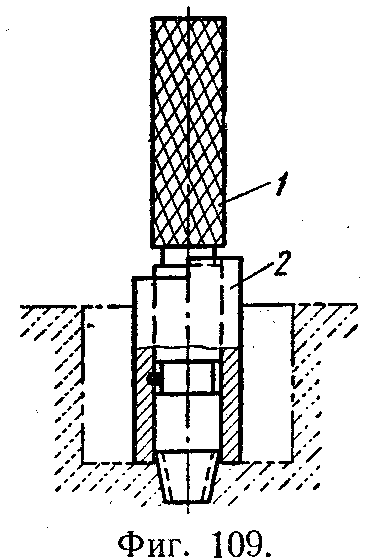
Калибр представляет собой обычную резьбовую коническую пробку, но с удлиненной ручкой 1 и втулкой 2.
При проверке калибр ввинчивают в проверяемое отверстие, а втулка своим торцом упирается в поверхность детали. Если резьба выполнена правильно, то торец цилиндрической части калибра должен находиться между ступеньками втулки. Размер ступени равняется удвоенной величине шага резьбы 2S.
Дата добавления: 2020-02-05; просмотров: 2156;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
