Калибры для проверки расположения отверстий
Для надежной собираемости соединяемых по отверстиям деталей необходимо выдержать взаимное расположение этих отверстий в пределах определенной точности, которая задается чертежами деталей.
Контроль точности взаимного расположения отверстий не всегда обязателен. Технологический процесс (сверление отверстий по кондукторным приспособлениям, одновременная пробивка их в штампе и т. п.) сам по себе часто гарантирует необходимую точность расположения отверстий и исключает потребность в ее проверке. Вместе с тем в ряде случаев (сверление отверстий без кондукторных приспособлений или по этим приспособлениям, но при высоких требованиях к точности расположения; пробивка отверстий в штампе с последующим формованием детали штамповкой или гибкой и др.) проверка точности расположения отверстий является совершенно необходимой.
Точность расположения отверстий проверяют различными калибрами. При этом следует различать два основных вида контроля точности расположения отверстий:
а) контроль точности взаимного расположения отверстий и
б) контроль расположения отверстий относительно какой-либо поверхности.
Рассмотрим каждый из этих случаев в отдельности.
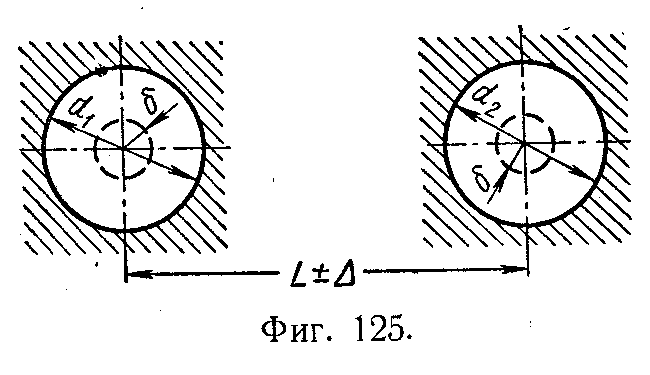
Точность взаимного расположения отверстий определяется в чертежах деталей или допуском Δ на расстояние Lмежду центрами отверстий, или допуском δ на точность расположения отверстий (фиг. 125).
При этом в соответствии с общими положениями, изложенными по этому вопросу в гл. I, точность расположения отверстий следует определять радиусом рассеивания (равным величине допуска δ) центра каждого отверстия от центра построенного по номинальным размерам чертежа детали.
Таким образом, как это видно из фиг. 125, Δ = 2δ
Исходя из основной принципиальной установки, что контроль точности расположения отверстий должен обеспечить безусловную их собираемость, следует вести расчеты размеров калибров из наименьших (по чертежу детали) размеров отверстий. Тем самым при сочетаниях больших (в пределах заданных допусков) размеров отверстий калибры могут пропустить и большие отклонения во взаимном их расположении, что, очевидно, ни в коей мере не нарушит собираемости деталей.
Простейшим является случай проверки взаимного расположения двух отверстий, приведенный на фиг. 126. Расстояние между осями двух отверстий или точность их взаимного расположения контролируют калибром с двумя неподвижными измерительными пальцами. Размер диаметра dк измерительного пальца подсчитывают по формуле dк = d — Δ = d — 2δ, (24) где dк — наименьший диаметр отверстия проверяемой детали.

Расстояние между осями группы отверстий (до шести отверстий) или точность их взаимного расположения контролируют калибром с тем же количеством неподвижных измерительных пальцев (фиг. 127).
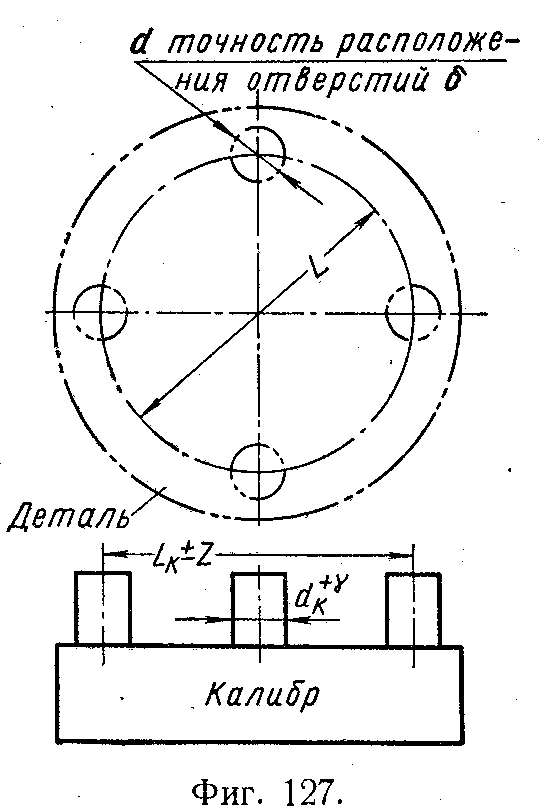
Диаметры измерительных пальцев калибра для данного случая подсчитывают по той же формуле (24).
В калибрах с постоянными неподвижными измерительными пальцами точность расположения этих пальцев должна обеспечиваться расточкой отверстий в корпусе калибра. Однако подобные конструкции калибров имеют существенные недостатки.
Во-первых, изготовление таких калибров требует координатно-расточных станков; во-вторых, точность расточки может быть нарушена при запрессовке пальцев и, в-третьих, при этом способе изготовления калибра его корпус нельзя подвергать термической обработке, чтобы исключить термические поводки, а это вызывает повышенный износ инструмента в эксплуатации. Вместе с тем и восстановление изношенных калибров такой конструкции практически невозможно.
Г. Н. Папушин (Московский автозавод имени Сталина) разработал конструкцию калибра с неподвижными измерительными пальцами, свободную от приведенных недостатков, простую в изготовлении и удобную в эксплуатации (фиг. 128).
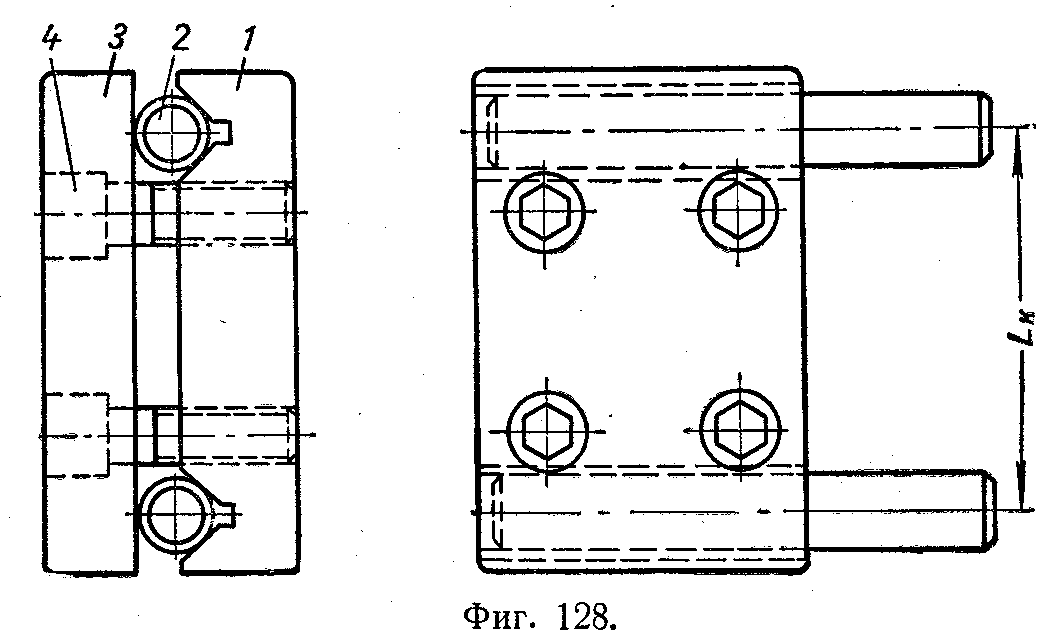
В закаленном корпусе 1 имеются две шлифованные призматические канавки, боковые плоскости которых расположены под углом 90°.
Расстояние Lк между осями канавок соответствует заданному расстоянию L, между проверяемыми отверстиями детали. Изготовление такого корпуса значительно проще, чем корпуса с расточенными отверстиями; случайная ошибка в изготовлении легко может быть исправлена доводкой. В призматические канавки корпуса вкладывают измерительные пальцы 2 нужного размера по диаметру и закрепляют крышками 3 при помощи винтов 4 с внутренними шестигранниками.
При износе измерительных пальцев их легко можно заменить новыми, что позволяет легко и дешево восстановить изношенный инструмент.
В случаях, когда установка зажимных планок для крепления сверху измерительных пальцев конструктивно невозможна или неудобна, применяют планки со скосом для крепления пальца сбоку (фиг. 129). Установку измерительных пальцев на нужные размеры в данной конструкции, равно как и в предыдущей, осуществляют шлифованием базовых плоскостей. Эта конструкция несколько сложнее, и применять ее следует лишь в тех случаях, когда нельзя по той или иной причине воспользоваться конструкцией, приведенной на фиг. 128.

Расстояния между осями группы отверстий (при количестве более шести отверстий) или точность их взаимного расположения рекомендуется проверять калибрами, у которых два базовых измерительных пальца являются неподвижными, а расположение всех остальных отверстий контролируется одним подвижным измерительным пальцем, который попеременно вставляют во втулки калибра (фиг. 130).
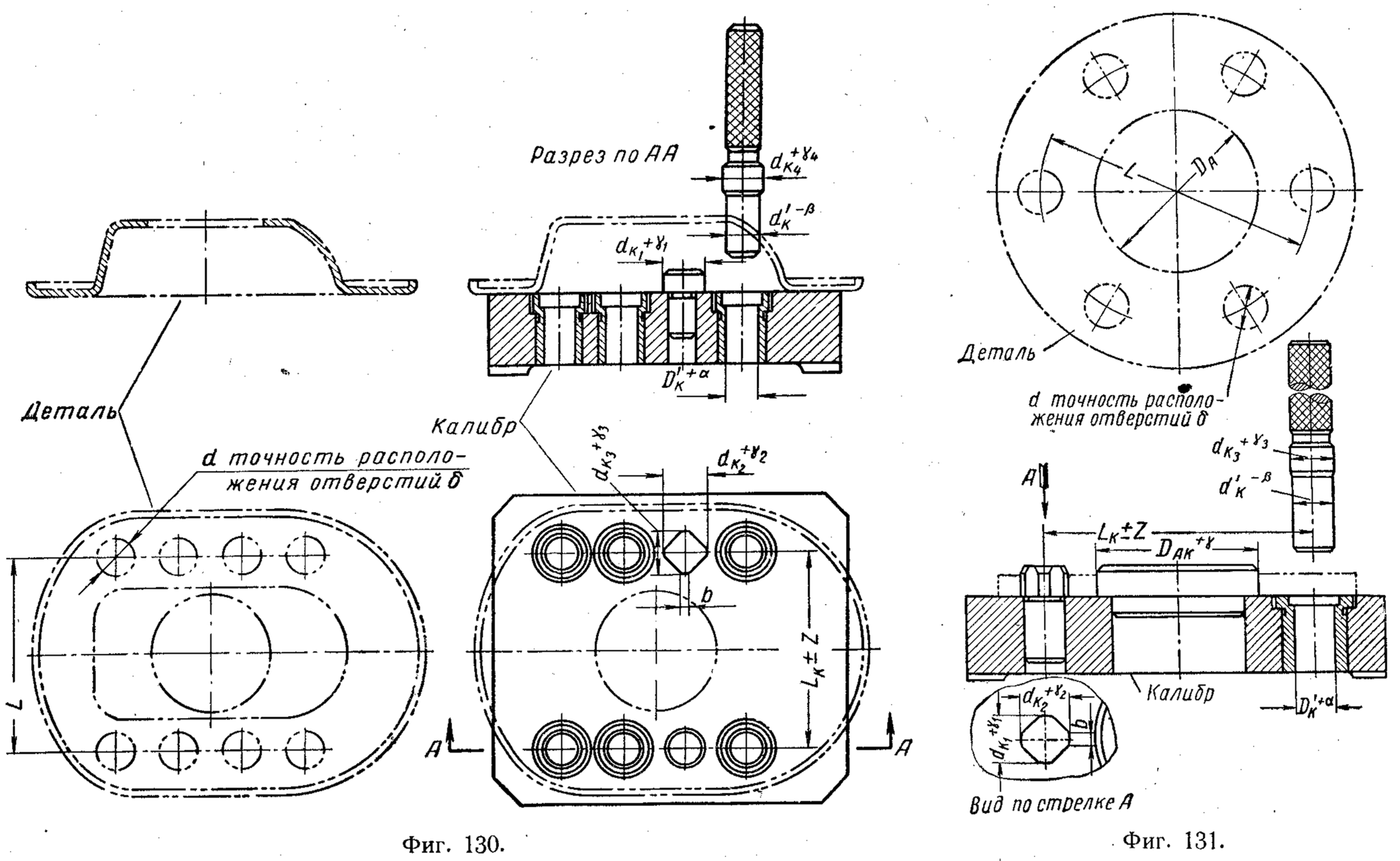
Калибр, как правило, делают стационарным. Деталь устанавливают на проверку двумя разнесенными отверстиями на два неподвижных измерительных пальца, из которых один должен быть цилиндрическим dК1, а второй срезанным с размерами dК2 и dК3. Диаметр неподвижного цилиндрического пальца. Подсчитывают по формуле
 (25)
(25)
Размеры срезанного неподвижного измерительного пальца подсчитывают по формулам
 (26)
(26)
 (27)
(27)
Размер подвижного измерительного пальца определяют по формуле
 (28)
(28)
Во всех приведенных формулах величина а есть поправка на облегчение установки проверяемой детали на калибр.
Должно быть
а = 0,1δ. (29)
Величину поправки а рекомендуется принимать не менее 0,02 мм и не более 0,05 мм.
Расстояние между осями группы отверстий и точность их расположения не только между собой, но одновременно и относительно базового отверстия (или буртика) детали рекомендуется проверять калибром, типовая конструкция которого приведена на фиг. 131.
Деталь устанавливают на базовый буртик (или базовое отверстие)калибра и один срезанный неподвижный измерительный палец. Точность расположения всех остальных отверстий контролируют одним подвижным измерительным пальцем.
Размеры базового буртика DАк или базового отверстия DВк калибра определяются:
 (30)
(30)
 (31)
(31)
где DА — наименьший диаметр базового отверстия детали;
DB — наибольший диаметр базового буртика детали.
Размеры срезанного неподвижного измерительного пальца подсчитывают по формулам:
(32)
 (33)
(33)
Размер подвижного измерительного пальца определяют по формуле
(34)
В случаях, когда точность взаимного расположения отверстий в различных направлениях определяется разными допусками и при иных комбинациях размеров между центрами отверстий деталей и допусков на эти размеры, расчет соответствующего калибра ведется по одному из приведенных выше случаев ,, или на основе их сочетаний.
Сопряженные размеры втулок калибра D'к и измерительного пальца d'к принимаются по конструктивным соображениям.
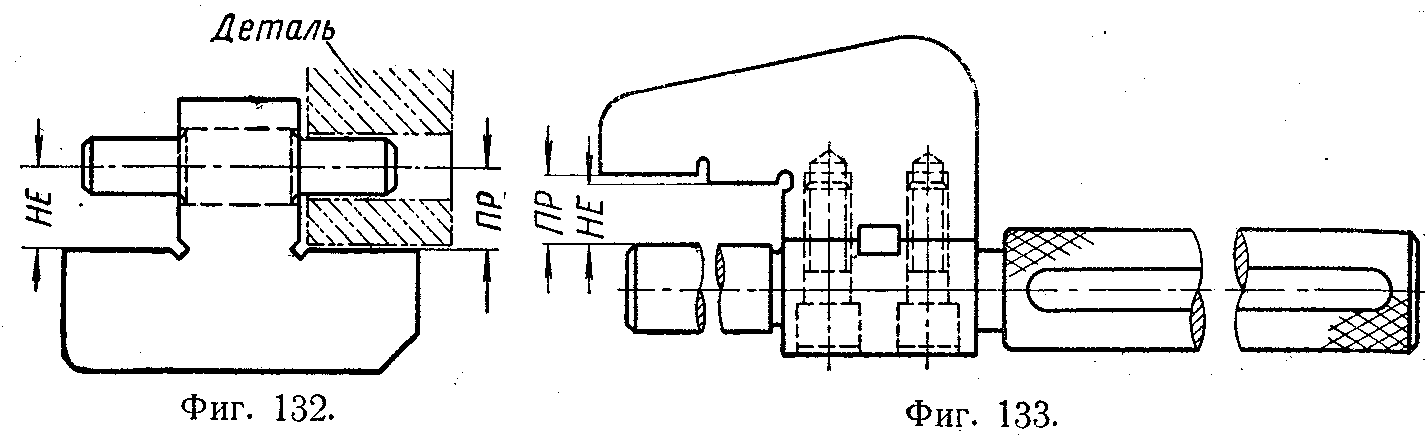
Контроль расположения отверстий относительно базовой плоскости осуществляют предельными калибрами по типам, приведенным на фиг. 132 (для размеров до 18 мм) или на фиг. 133 (для размеров свыше 18 мм).
Вместо последней конструкции возможно применение несколько более сложного регулируемого калибра (фиг. 134), преимуществом которого является легкость восстановления при износе.
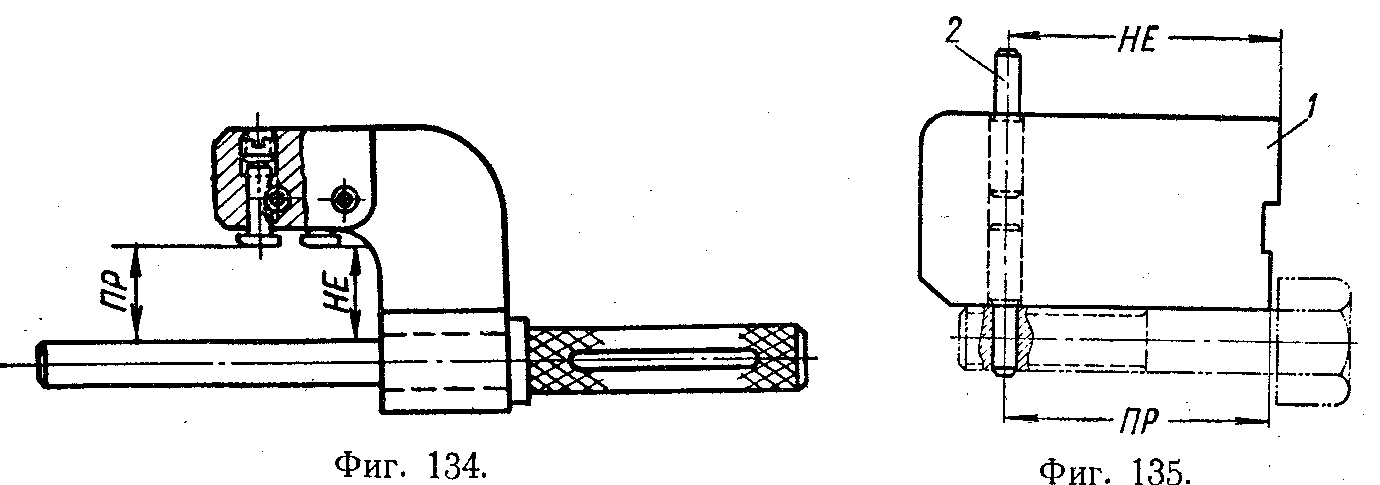
Частным случаем проверки размера от оси отверстия до плоскости является случай проверки расположения отверстия под шплинт относительно заднего торца головки болта. Для этой цели применяют калибры (фиг. 135), представляющие собой пластину /, в которую запрессованы два установочных штифта 2. Размеры этих штифтов определяют по формуле (25) с соответствующей компенсацией путем увеличения размеров ПР и НЕ.
Расчет рабочих размеров калибров для контроля расположения отверстий относительно базовой плоскости рекомендуется производить по данным, приведенным в «Справочнике инструментальщика».
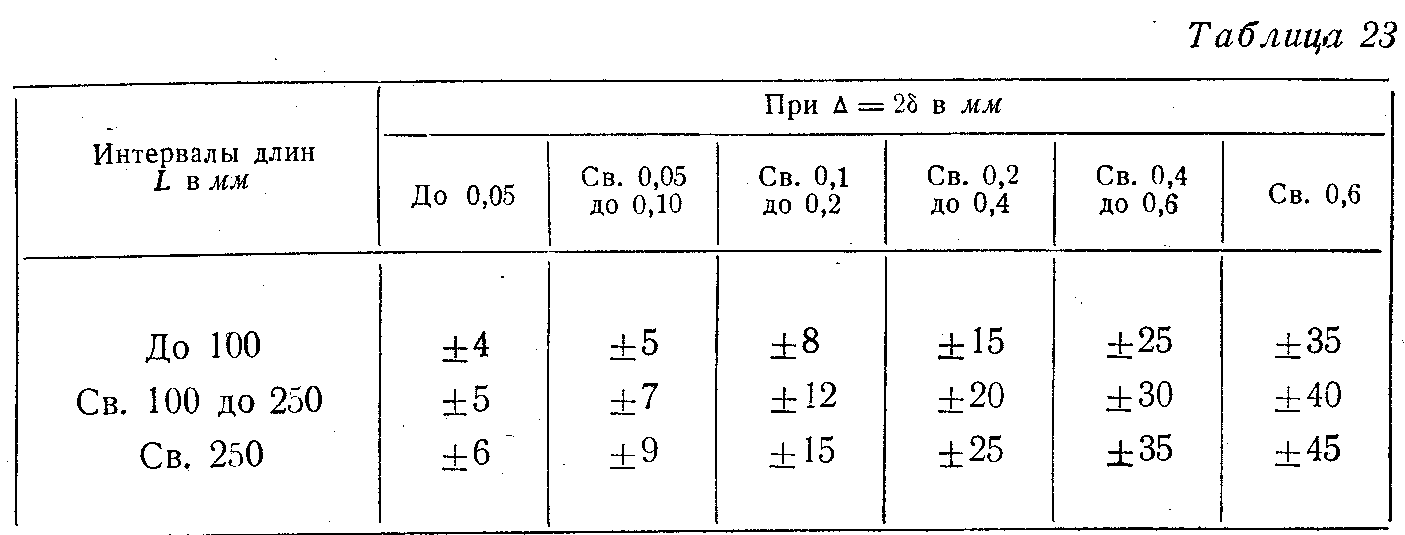
Допуски z на расстояния между осями измерительных пальцев калибров рекомендуется принимать (в микронах) по табл. 23.
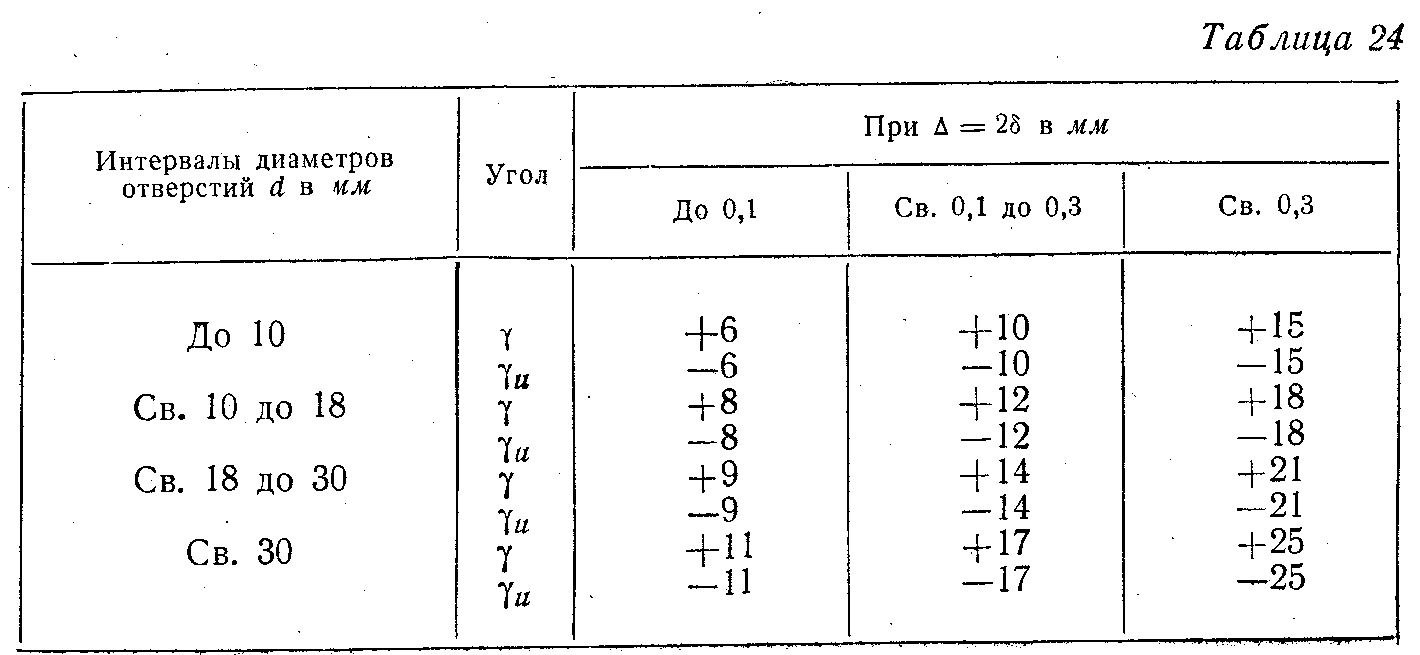
Допуски на изготовление γ и износ γи измерительных пальцев рекомендуется принимать (в микронах) по табл. 24.
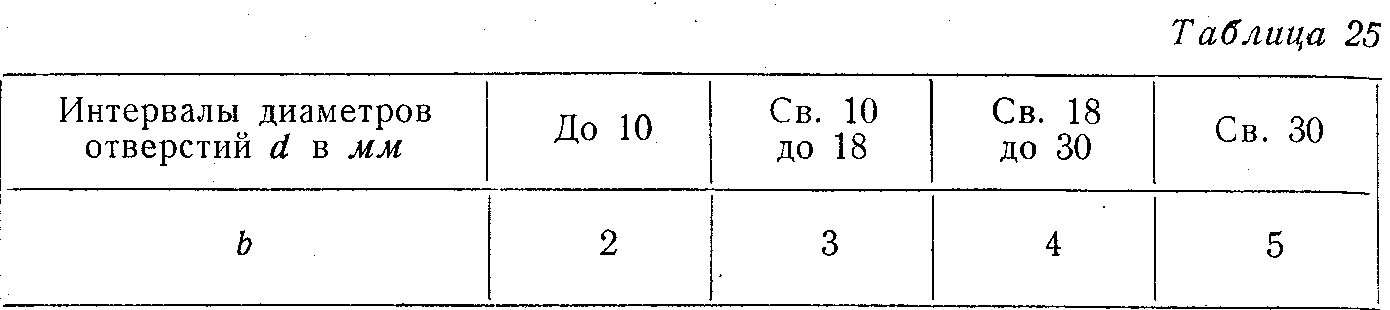
Размер по ширине установочной поверхности срезанного измерительного пальца (b в мм) рекомендуется назначать по табл. 25.
Допуски на диаметры втулок ос и подвижного измерительного пальца β рекомендуется принимать в микронах по табл. 26.

Дата добавления: 2020-02-05; просмотров: 2799;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
