Приемы сборки в индивидуальном и мелкосерийном производстве
Решетчатые конструкции весьма разнообразны по размерам и формам. К ним относятся фермы, состоящие из двутавров, швеллеров, уголков, труб , опоры буровых установок для глубоководного бурения, состоящие из труб диаметром от 200¸300 мм ; решетки арматуры железобетона, изготовленные из прутков диаметром 4¸32 мм. Общей для таких конструкций является необходимость соединения между собой нескольких отдельных стержней в узел. Сварные соединения имеют относительно малую протяженность и располагаются в различных пространственных положениях. При изготовлении решетчатых конструкций наибольшее применение находит ручная дуговая и полуавтоматическая сварка в среде углекислого газа. Рациональное конструирование узлов позволяет в некоторых случаях применить высокопроизводительную контактную сварку. Для узлов с нахлесточными соединениями перспективным является применение пайки.
При изготовлении ферм, стержни которых состоят из парных элементов, широко используется метод копирования. Сущность метода заключается в следующем. По разметке собирают полуферму, состоящую из одиночных элементов (рис.5.1 а), и закрепляют её на стеллаже косынками вверх. Затем, используя эту полуферму в качестве копира, производят сборку деталей следующей полуфермы. Для этого детали полуфермы 2 (рис. 5.1 б) раскладывают на копире 1 и совмещают с одноименными деталями. После скрепления между собой детали полуфермы 2 сварными швами, ферму снимают с копира, кантуют на 1800 и дополняют её недостающими элементами. Для того, чтобы исключить накопление погрешностей при сборке, подменять копирную ферму в процессе изготовления не рекомендуется.
К точности изготовления опорных узлов фермы предъявляются повышенные требования, поэтому на концах копира обычно укрепляют специальные съемные фиксаторы (рис. 5.2), которые определяют положение деталей с монтажными отверстиями и ограничивают наиболее важные геометрические размеры конструкции в пределах заданных допусков.
Сборка ферм по копиру с фиксаторами производится в следующем порядке. Сначала устанавливаются концевые планки 2, предварительно сваренные с фасонками 1. Их правильное положение обеспечивает совмещение монтажных отверстий концевых планок с отверстиями в стойке фиксатора IV. Затем на копире раскладывают все остальные элементы, производят прихватку элементов собираемой фермы между собой, снимают собранную ферму с копира и дополняют её недостающими элементами, как описано выше.
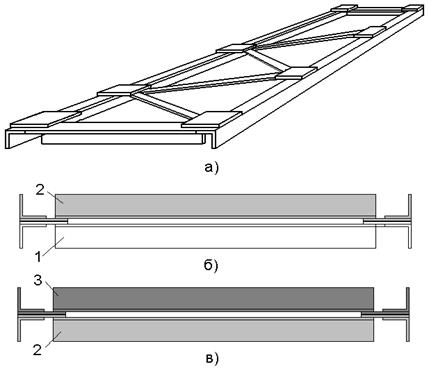
Рис. 5.1. Изготовление ферм методом копирования:
1 - элементы копирной полуфермы; 2 - элементы собираемой полуфермы; 3 - дополнительные элементы фермы.
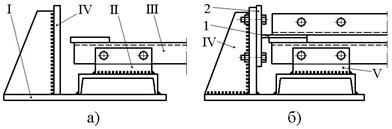
Рис. 5.2. Схемы фиксирования положения монтажных
отверстий в опорных узлах ферм
Дата добавления: 2016-06-18; просмотров: 3029;
Поиск по сайту
Узнать еще
- Yandex_direct_print() Сэндвич панели поэлементной сборки
- А – полносборная заводского изготовления; Б – поэлементной сборки
- А. Модели экономического прогноза на базе производственных функций.
- Автоматизация сборки
- Агротехнические методы (приемы) обработки почвы.
- Амортизация основных производственных фондов
- Анализ интенсивности и эффективности использования основных производственных фондов
- Анализ использования производственной мощности предприятия

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
