Конструкции долбежных станков для древесины
Цепнодолбежные станки выпускаются двух моделей: ДЦА
- 3 - для выработки гнезд шириной до 25 мм и длиной 40-430 мм и ДЦА-4 - для выработки гнезд шириной до 20 мм и длиной 40-350 мм.
Цепнодолбежный станок ДЦА - 4 (рис. 143 ) состоит из станины 3, рабочего стола с гидроприжимом 6 и суппорта 7 с режущей головкой 8. Стол состоит из двух плит. Вертикальная плита 4 имеет продольную подачу, которая осуществляется от маховичка 10, и горизонтальная плита 5 может регулироваться по высоте в зависимости от вырабатываемой заготовки.
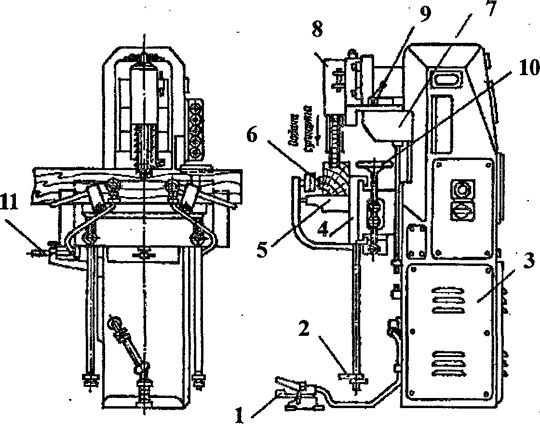
Рис.143. Цепнодолбежный станок ДЦА-4:
1-педаль; 2-упор; 3-станина; 4-вертикальная плита; 5-горизонталь-ная плита; 6-гидроприжим; 7-суппорт; 8-режущая головка; 9-рукоятка; 10-маховичок продольной подачи; 11-ограничитель хода стола
Суппорт может перемещаться по направляющим вверх и вниз. На нем смонтирована режущая головка, которая при помощи рукоятки 9 может переставляться в поперечное направление.
Наладка станков состоит в правильном подборе и установке режущей головки или долбежной фрезы, настройке стола, регулировке хода суппортов, упоров и прижимов, установке скорости подачи режущего инструмента.
Режущую головку выбирают в зависимости от размеров
обрабатываемого гнезда. Предельные размеры гнезд определяют по клейму на направляющей линейке.
Звездочку режущей головки устанавливают на вал электродвигателя. Фрезерную цепочку надевают на звездочку, направляющую линейку и роликоподшипник так, чтобы режущие кромки зубьев цепочки соответствовали правильному направлению вращения вала электродвигателя. Натяжение цепочки регулируют рукояткой. Слабое натяжение приводит к вибрации и соскальзыванию цепочки с линейки во время работы, а сильное - вызывает преждевременный износ цепочки. Цепочка считается натянутой правильно, если при оттягивании ее от направляющей линейки образуется зазор 6-8 мм.
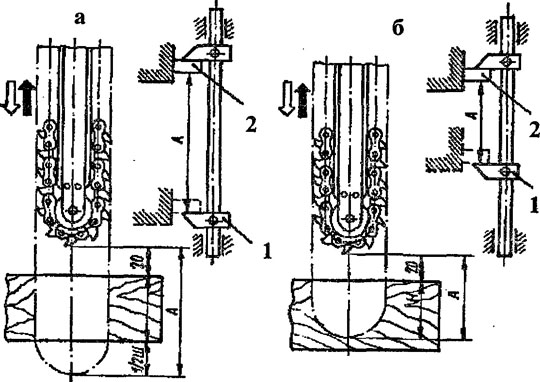
Рис. 144. Наладка ограничителей вертикального хода суппорта цепнодолбежного станка: a-при выработке сквозного, гнезда: б-при выработке несквозного гнезда; 1-упор-ограничитель; 2-толкатель
Величину рабочего хода суппорта выбирают в зависимости от глубины вырабатываемого гнезда (рис. 144). Придолблении сквозного гнезда (рис. 144 а) нижний упор-ограничитель 1 устанавливают по высоте так, чтобы расстояние А между ним и толкателем 2 суппорта в крайнем верхнем положении было равно
А = Н + Ш/2 + 20 мм,
Где Н - глубина вырабатываемого гнезда (мм), Ш - ширина режущей головки (мм). При выработке несквозного гнезда (рис. 144 б ) расстояние между нижним упором и толкателем должно быть на 20 мм больше глубины гнездаРежущую головку регулируют в поперечном направлении в зависимости от расстояния гнезда до базовой поверхности детали. Требуемое расстояние получают, переставляя ползун на суппорте съемной рукояткой.Настройка торцовых упоров определяется способом получения гнезда. Если ширина режущей головки соответствует длине гнезда, то устанавливают только один торцовый упор. Его закрепляют винтом на столе, располагая относительно цепи
так, чтобы обеспечивалось нужное расстояние от гнезда до торца детали. Если длина гнезда больше, чем ширина цепочки, долбление производят за два и более проходов. Требуемой длины гнезда достигают расстановкой двух и более упоров, ограничивающих ход стола.Скорость рабочей подачи суппорта зависит от размеров режущей головки и твердости древесины. При выборке гнезд шириной 8-10 мм следует применять скорости подачи 0,5 - 2м/мин, для гнезд шириной 16-20 мм - 2 - 4 м/мин. Чем больше глубина гнезда, тем меньше должна быть скорость подачи.
После настройки станка осуществляют пробный пуск и выборку гнезд на черновом бруске. Выфрезерованные гнезда проверяют на точность их взаимного расположения, а также осуществляют контроль размеров и качества обработанных поверхностей. При отклонении размеров станок поднастраивают.
Дата добавления: 2016-06-18; просмотров: 2776;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
