Наплавка судовых валов и баллеров.
При необходимости только восстановления изношенных поверхностей валов применяют автоматическую наплавку малоуглеродистой сварочной проволокой марки Св-08А под флюсом АН-348А. Применяется также наплавка малоуглеродистой лентой.
При необходимости защиты вала, баллера от коррозии в морской воде применяют автоматическую наплавку под флюсом аустенитной хромоникелевой сварочной проволокой. Марки проволок: Св-08Х20Н10Г6, Св-10Х18Н9Т, Св-08Х19Н25М6А и др. Флюсы АН-26, 48-ОФ-6М и др.
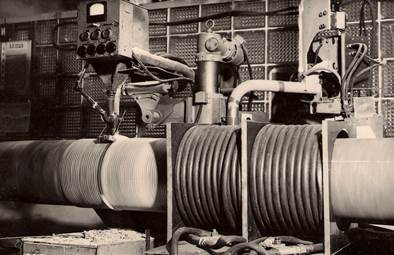
Рис. Наплавка баллера под флюсом автоматической головкой А-580.
Справа на валу установлен индуктор для предварительного подогрева.
Поверхности баллеров, валов, работающие в подшипниках скольжения наплавляются бронзой. Автоматическая наплавка бронз марок: Бр. АМц9-2, БрАЖНМц 8,5-4-5-1,5. и др. выполняется на постоянном токе плавящимся электродом диаметром 2-3мм в среде аргона. Режим наплавки импульсно-дуговой, обеспечивает струйный перенос металла. На основной ток накладываются импульсы высокого тока. Частота и сила тока импульсов регулируется. Применяется сварочный источник для импульсно-дуговой сварки ВДГИ-401 украинской фирмы SELMA (см. рисунок).

Источник сварочного тока ВДГИ -401
Часто при наплавке массивных деталей применяется предварительный подогрев валов до температуры 200-3000С. Предварительный подогрев выполняется газовыми горелками или с помощью индуктора током промышленной частоты. В дальнейшем температура поддерживается за счет тепла сварочного процесса.
В судостроении наплавка валов выполняется в соответствии со стандартом ОСТ5.9873-81 «Наплавка дуговая стальных деталей судовых машин и механизмов. Типовой технологический процесс. Правила приёмки и методы контроля».
Дата добавления: 2016-06-18; просмотров: 4037;
Поиск по сайту
Узнать еще
- B Убедитесь что звезды распредвалов должным образом точно выставлены до установки и затяжки болтов
- Акустическое разрешение диатонических интервалов
- Аналіз валового прибутку від реалізації продукції, тис. грн.
- Болезнь Вильсона – Коновалова
- Валовой внутренний продукт (ВВП) и методы его расчета
- Валовой внутренний продукт и валовой национальный продукт. Метод добавленной стоимости
- Валовой внутренний продукт, методы его исчисления
- Валовой выпуск, очищенный от повторного счёта.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
