Технологии соединения металлов: пайка, склеивание, ГОСТ и безопасность
Пайка — процесс соединения металлов с использованием припоя, температура плавления которого ниже, чем у основного материала. Применяется в электронике, сантехнике, авиации и других областях, где требуется точность и надежность.
1. Пайка: виды, инструменты и материалы
Типы пайки:
Мягкая пайка (температура до 450°C):
- Припои: оловянно-свинцовые сплавы (ПОС-40, ПОС-60), бессвинцовые (Sn-Ag-Cu).
- Область применения: электронные компоненты, радиаторы, медные трубки.
Твердая пайка (600–1450°C):
- Припои: медно-цинковые (Л63), серебряные (ПСр-45), никелевые.
- Область применения: соединение стальных деталей, инструментов, турбинных лопаток.
Инструменты:
Паяльники:
- Электрические (20–150 Вт) — для точной работы с микросхемами (рис. 2.42б).
- Газовые горелки — для твердой пайки и крупных деталей (рис. 2.42а).
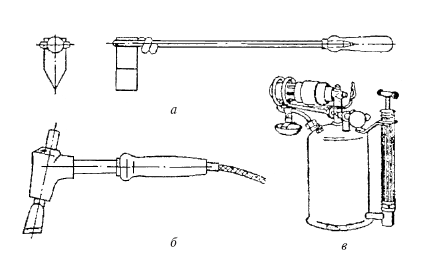
Рис. 2.42. Паяльники: а – обычный, нагреваемый пламенем; б – электрический; в – паяльная лампа
Флюсы:
- Канифоль — для электроники.
- Бура — для высокотемпературной пайки меди и стали.
- Хлорид цинка — травление поверхностей перед пайкой.
Современные технологии:
- Лазерная пайка — для микроэлектроники и медицинских приборов.
- Индукционная пайка — быстрый нагрев без открытого пламени.
2. Лужение и цинкование: защита от коррозии
Лужение — покрытие поверхности оловом.
Применение: пищевая промышленность (посуда), электротехника (провода).
Методы:
- Горячее лужение — погружение в расплавленное олово.
- Гальваническое — электрохимическое осаждение слоя Sn.
Цинкование — нанесение цинка для защиты стали.
Способы:
- Горячее цинкование — погружение в Zn при 450°C (трубы, балки).
- Холодное (цинкосодержащие краски) — для ремонта кузовов автомобилей.
Пример: Оцинкованные кровельные листы служат до 50 лет благодаря защитному слою цинка.
3. Подшипниковые сплавы: состав и применение
Основные типы:
- Оловянные баббиты (Sn-Sb-Cu): низкий коэффициент трения, устойчивость к ударным нагрузкам.
Применение: высокоскоростные подшипники турбин.
- Свинцовые сплавы (Pb-Ca-Sn): дешевле оловянных, но менее износостойкие.
- Бронзы (Cu-Sn-P): для тяжелых условий эксплуатации (прокатные станы).
Технология заливки:
1. Подготовка вкладыша: очистка, нанесение флюса.
2. Заливка расплава (450–1100°C) в форму.
3. Охлаждение под давлением для предотвращения пористости.
4. Металлизация напылением: ремонт и защита
Методы:
Термическое напыление:
- Плазменное — для тугоплавких материалов (вольфрам, карбиды).
- HVOF (высокоскоростное газопламенное) — износостойкие покрытия.
- Холодное напыление — восстановление деталей без деформации.
Применение:
- Восстановление коленвалов, шестерен, авиационных компонентов.
- Защита нефтепроводов от коррозии.
5. Склеивание: материалы и технологии
Типы клеев:
- Эпоксидные смолы (ЭД-5, ЭД-6): высокая прочность, термостойкость до 200°C.
- Полиуретановые (ПУ-2): гибкость, устойчивость к вибрациям.
- Анаэробные — для фиксации резьбовых соединений.
Этапы склеивания:
1. Подготовка поверхностей: пескоструйная обработка, обезжиривание ацетоном.
2. Нанесение клея равномерным слоем.
3. Фиксация под давлением до полимеризации (24–72 часа).
Пример: Склеивание углепластиковых деталей в аэрокосмической отрасли.
6. Техника безопасности и экологичность
Меры предосторожности:
- Вентиляция: вытяжные системы для удаления паров свинца, кислот, растворителей.
СИЗ:
- Респираторы (FFP3) — при работе с аэрозолями.
- Термостойкие перчатки — для пайки и литья.
- Защитные очки — от брызг металла и химикатов.
- Хранение реактивов: кислоты — в стеклянной таре, флюсы — в герметичных контейнерах.
Экологичные альтернативы:
- Бессвинцовые припои (Sn-Ag-Cu) — снижают токсичность отходов.
- Водорастворимые флюсы — заменяют агрессивные химикаты.
- Биоразлагаемые клеи — на основе растительных смол.
7. Инновации в соединении металлов
Нанотехнологии:
- Графеновые покрытия для повышения электропроводности паяных соединений.
- Квантовые точки в клеях для улучшения адгезии.
Роботизация:
- Автоматические паяльные станции с ИИ-контролем температуры.
- Роботы-манипуляторы для точного нанесения клея.
3D-печать металлами:
- Прямое лазерное спекание (DMLS) для создания сложных деталей с интегрированными соединениями.
Заключение. Современные методы соединения металлов сочетают традиционные технологии с инновационными решениями. Выбор способа зависит от требований к прочности, условий эксплуатации и экологических норм. Например, в аэрокосмической отрасли предпочтение отдают твердой пайке и композитным клеям, тогда как в бытовой электронике доминируют бессвинцовые припои. Соблюдение техники безопасности и внедрение «зеленых» технологий делают эти процессы не только эффективными, но и безопасными для человека и окружающей среды.
Дата добавления: 2025-03-16; просмотров: 347;
Поиск по сайту
Узнать еще
Обработка металлов. Рабочее место. Инструменты для измерения и разметки
Ножовочные полотна и труборезы: виды, распиловка, ГОСТ и безопасность
Общие принципы автоматизации. Основные условия
Требования к автоматизированным технологическим процессам
Правка и гибка металла: технологии, ГОСТ, развальцовка труб и безопасность
Отрезание металла отрезными фрезами

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
