Финишная обработка металлов: притирка, полирование, ГОСТ и безопасность
Притирка — метод доводки поверхностей до микронной точности (до 1 мкм), используемый для устранения микронеровностей и обеспечения идеальной посадки сопрягаемых деталей. Этот процесс особенно важен в производстве прецизионных узлов: направляющих станков, клапанов гидравлических систем, эталонных измерительных плиток.
Технология притирки
1. Инструменты и материалы:
- Притиры изготавливаются из серого чугуна (твердость HB 180–200), меди, латуни или мягкой стали. Формы варьируются: плиты, конусы, диски (рис. 2.41).
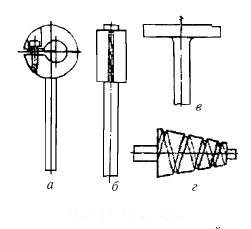
Рис. 2.41. Притиры: а – для валов; б – для отверстий; в – дисковый; г – конусный
Абразивы:
- Шаржирующиеся: алмазные пасты, карбид бора, электрокорунд (для стали).
- Нешаржирующиеся: окись хрома, крокус (для цветных металлов).
- Смазки: керосин, машинное масло, стеариновая кислота (ускоряет процесс).
2. Процесс:
- Подготовка притира: абразив втирают в поверхность притира стальным валиком или деталью.
- Притирка: вращательные или возвратно-поступательные движения с контролем равномерности давления.
- Контроль качества: проверка пятен контакта с помощью поверочной плиты и краски.
Пример: Притирка седла клапана двигателя внутреннего сгорания. Алмазная паста наносится на чугунный притир, после чего деталь обрабатывается до полного устранения зазоров.
Полирование: создание зеркальных поверхностей
Полирование сочетает декоративные и функциональные цели: снижает шероховатость до Ra 0.01 мкм, увеличивает коррозионную стойкость и усталостную прочность.
Методы полирования
1. Ручное:
- Используются войлочные круги с пастами на основе окиси хрома.
- Применяется для мелких партий или сложных форм (например, ювелирных изделий).
2. Механизированное:
- Галтовка: обработка деталей во вращающихся барабанах со стальными шариками (Ø 3–8 мм) и абразивом.
- Ленточное полирование: абразивные ленты с алмазным напылением для конвейерной обработки.
Современные технологии:
- Лазерная полировка: локальный нагрев поверхности лазером для выравнивания микронеровностей.
- Электрохимическое полирование: растворение выступающих участков в электролите.
Матирование и декоративная отделка
Матирование создает равномерную матовую поверхность, скрывая мелкие дефекты.
1. Оборудование:
- Стальные или медные вращающиеся щетки (частота до 3000 об/мин).
- Пескоструйные установки с мелкодисперсным абразивом (оксид алюминия).
2. «Наведение мороза»:
- Ручное шабрение или фрезерование узоров (волны, сетка).
- Применяется в дизайне оружия, часовых корпусов.
Пример: Обработка корпуса наручных часов. Медная щетка с мыльным раствором создает матовый фон, а лазер гравирует декоративные линии.
Оксидирование и чернение: защита и эстетика
Оксидирование формирует защитный оксидный слой на стали.
1. Термическое оксидирование:
- Деталь покрывают льняным маслом и нагревают до 300–400°C. Образуется слой Fe3O4 сине-черного цвета.
- Используется для инструментов и декоративных элементов.
2. Химическое оксидирование:
- Растворы на основе нитратов и хроматов (например, «вороненая сталь»).
- Применяется в авиации и автомобилестроении.
Чернение:
- Этапы: полировка → обезжиривание → травление в растворе FeCl3 → обработка паром.
- Результат: износостойкое черное покрытие с антикоррозийными свойствами.
Окраска: технологии и материалы
Окраска защищает металл от коррозии и улучшает внешний вид.
1. Подготовка поверхности:
- Пескоструйная очистка → обезжиривание щелочными растворами → фосфатирование (для адгезии).
2. Грунтовка и шпаклевка:
- Эпоксидные грунты для защиты от влаги.
- Полиэфирные шпаклевки для заполнения пор.
3. Нанесение краски:
- Пневматическое распыление: для равномерного слоя.
- Электростатическое напыление: краска наносится на заряженную деталь, снижая расход материала.
Типы красок:
- Нитроэмали: быстрое высыхание, но низкая устойчивость к УФ.
- Полиуретановые: износостойкие, применяются для промышленного оборудования.
Безопасность и экология
1. Работа с абразивами и химикатами:
- СИЗ: респираторы (тип FFP3), защитные очки, перчатки из нитрила.
- Вентиляция: вытяжные системы с фильтрами HEPA.
2. Пожарная безопасность:
- Хранение красок в огнеупорных шкафах.
- Исключение открытого огня в зонах работы с растворителями.
3. Утилизация отходов:
- Отработанные абразивы и химикаты собираются в герметичные контейнеры.
- Соблюдение норм ГОСТ 12.3.002-75 по обращению с промышленными отходами.
Современные тенденции
- Нанотехнологии: покрытия на основе графена для супергидрофобных поверхностей.
- Экологичные материалы: водорастворимые краски, биоразлагаемые смазки.
- Роботизация: роботы-манипуляторы для полирования сложных 3D-деталей.
Заключение. Финишная обработка — критически важный этап производства, влияющий на долговечность, функциональность и эстетику изделий. Современные методы, такие как лазерная полировка и электрохимическое оксидирование, сочетают высокую точность с экологичностью. Однако традиционные техники, как шабрение и ручное полирование, остаются актуальными для уникальных задач. Соблюдение норм безопасности и внедрение инноваций позволяют достигать выдающихся результатов в металлообработке.
Дата добавления: 2025-03-16; просмотров: 408;
Поиск по сайту
Узнать еще
Обработка металлов. Рабочее место. Инструменты для измерения и разметки
Ножовочные полотна и труборезы: виды, распиловка, ГОСТ и безопасность
Общие принципы автоматизации. Основные условия
Требования к автоматизированным технологическим процессам
Правка и гибка металла: технологии, ГОСТ, развальцовка труб и безопасность
Отрезание металла отрезными фрезами

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
