Послепечатная обработка
Послепечатная обработка продукции охватывает стадии, которые проводятся после запечатывания бумаги или другого материала (рис. 2-37).
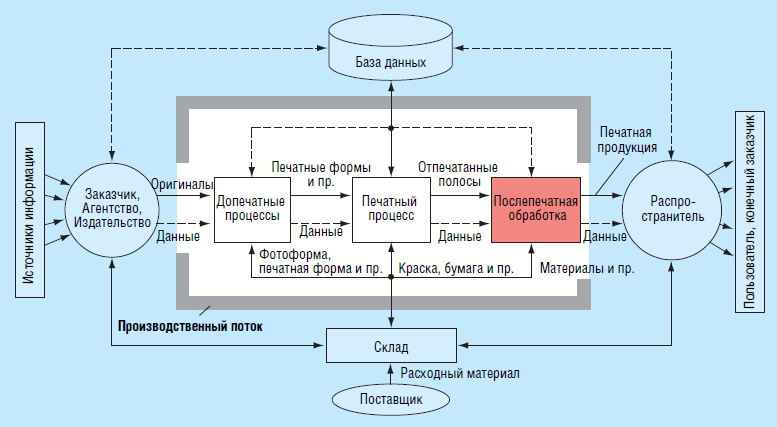
Рисунок 2.37 - Послепечатная обработка в производственном потоке изготовления печатной продукции
Характер печатной продукции определяет и процессы ее обработки после печати. Они так же многообразны, как продукция: книги, газеты, коробки или этикетки. В этом разделе рассмотрены только некоторые, наиболее часто встречающиеся процессы.
Такие операции, как резка, фальцовка, подборка листов и переплетные работы, являются важными составными элементами конечного этапа производства печатной продукции. На рис. 2.38 изображена послепечатная обработка на резальных и фальцевальных машинах. На рис. 2.39 показан пример подборки и отделки сфальцованных листов. На рис. 2.36 показана рулонная офсетная машина, объединенная с фальцаппаратом и другим послепечатным оборудованием. Такая линия может производить готовые брошюры. Классическое переплетное производство, или цех по изготовлению книг в жестком переплете, сегодня осуществляет только часть послепечатных работ.
Рисунок 2.38 - Резальные и фальцевальные машины для послепечатной обработки (Heidelberg)
Рисунок 2.39 - Подборка сфальцованных листов и их дальнейшая обработка для изготовления брошюр (Prosettter 562, Heidelberg)
Ниже приведены наиболее важные виды процесса послепечатной обработки и связанные с ними соответствующие предприятия или цеха (отделения) обработки печатных изданий:
• книжные предприятия выпускают книги в твердых переплетах, а также брошюры с проклеенными корешками большими тиражами;
• газетно-журналъные типографии располагают ротационными машинами рулонной печати (офсетная или глубокая печать) с интегрированными агрегатами для послепечатной обработки (процессы выполняются в линию);
• предприятия по печати упаковки изготавливают различную продукцию в отдельных цехах (например, складные коробки) или в линию (например, полиэтиленовые пакеты);
• типографии по печати этикеток имеют высокую специализацию по послепечатной обработке с использованием автоматических резальных, высекальных и упаковочных машин;
• малые и средние типографии большей частью связаны с послепечатным производством других типографий, имеющих устойчивый, стабильный профиль заказов и изготавливающих коммерческую печатную продукцию: акциденцию, брошюры, сшитые внакидку или швейным скреплением.
Использование основных технологий послепечатной обработки может быть представлено следующим примером: брошюры бесшвейного скрепления промазываются клеем в области корешка и снабжаются обложкой из соответствующих материалов (например, для книг карманного формата, каталогов, товаров, рассылаемых по почте, телефонных справочников). Сшитые внакидку брошюры состоят из нескольких вложенных друг в друга двойных листов, прошитых в фальц проволокой (например, журналы, иллюстрированные периодические издания). Изготовление брошюр происходит в пять рабочих этапов, объясняемых ниже:
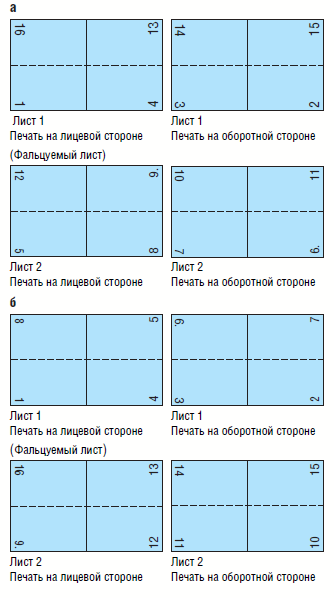
Рисунок 2.40 - Схемы спуска полос (8-страничная) для двух печатных листов при 16-страничной брошюре Схема для:
а шитья внакидку;
б бесшвейного клеевого скрепления
• Обрезка. Если на крупноформатных печатных машинах на одном печатном листе печатаются несколько фальцуемых листов (тетрадей) одинакового содержания, то они сначала должны быть разъединены. То же самое происходит при изготовлении обложек брошюр и разнообразных вставок (например, почтовых вложений). Резальные машины работают с ножами, которые могут прорезать стопу бумаги высотой до 20 см (рис. 1.2-38).
• Фальцовка. Сначала листы, включающие несколько печатных страниц, с помощью машины фальцуются в соответствии со схемой спуска полос (рис. 1.2-40). Под спуском понимается размещение страниц на печатном листе таким образом, чтобы после фальцевания и подборки нескольких сфальцованных листов страницы издания следовали бы одна за другой в правильном порядке. Спуск определяется уже на стадии допечатных процессов, но зависит всегда от послепечатной обработки.
При клеевом бесшвейном скреплении (рис. 2.40,б) отдельные сфальцованные листы размещаются один за другим, вследствие чего 1-й лист содержит страницы 1–8, а 2-й лист – страницы 9–16. При шитье внакидку сфальцованные листы вкладываются один в другой, при этом 1-й лист содержит внешние 8 страниц (1–4 и 13–16), а 2-й лист – внутренние 8 страниц (5–12) (рис. 2.40,а).
• Подборка или комплектовка. Если 32-страничная брошюра напечатана по 8 страниц на листе, то она будет состоять из 4 тетрадей. При тираже 1000 экземпляров после фальцовки получается 4 стопы по 1000 сфальцованных листов. Они должны быть разъединены и размещены в соответствии с заданием. Размещение друг за другом (для клеевого скрепления) называется подборкой и выполняется на специальных подборочных машинах. Вкладывание тетрадей одна в другую (для шитья внакидку) осуществляется последовательно. Оно большей частью выполняется на вкладочно-швейно-резальных агрегатах (ВШРА) (рис. 2.39), которые также выполняют рабочие операции по шитью и трехсторонней обрезке:
• Клеевое скрепление и шитье проволокой. Корешок подобранных тетрадей для клеевого скрепления брошюры сначала фрезеруется, чтобы облегчить проникновение клея. Затем корешок полностью обрабатывается клеем, большей частью расплавленным, накладывается обложка и приклеивается к корешку. Используемая в этом процессе машина клеевого скрепления может объединяться с имеющейся подборочной машиной и трехсторонней резальной машиной. В ВШРА вложенные друг в друга тетради будущей брошюры подводятся под проволокошвейные головки, которые прокалывают скобы и загибают их.
• Трехсторонняя обрезка. Листы соединенной таким образом брошюры еще не разделены по фальцу. Так как они на этой стадии не могут быть раскрыты, фальц должен быть обрезан. В своем большинстве брошюры обрезаются с двух или со всех трех сторон (верхнее поле, нижнее поле, лицевая сторона), что одновременно означает обрез брошюры до окончательного формата. Уже в процессе подготовки заказа на допечатной стадии следует учитывать эту обрезку и делать припуск, чтобы не произошло вырезания текста. Для трехсторонней обрезки имеются специальные машины с тремя ножами. В современных подборочношвейных агрегатах и машинах для клеевого (бесшвейного) скрепления оборудование для трехсторонней обрезки (триммер) большей частью уже встроено.
Послепечатная обработка в последние годы становится все более и более автоматизированной, однако еще не в той мере, как печать, и в гораздо меньшей степени, чем допечатные процессы. В послепечатных процессах требуется большее вмешательство человека в технологию, чем на допечатной и печатной стадиях (исключение составляет, например, интегрированная отделка в ротационных рулонных машинах). Поэтому в области послепечатных процессов предпринимаются меры по внедрению компьютерного управления производственными системами (Computer-integrated Manufacturing – CIM), чтобы и эта часть обработки не стала «узким местом» в изготовлении печатной продукции.
Дата добавления: 2017-05-02; просмотров: 2560;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анодно-механическая обработка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
