Индукционная сварка. (нет в волпросах)
Этим способом преимущественно сваривают продольные швы труб в процессе их изготовления на непрерывных станах и наплавляют твердые сплавы на стальные основания при изготовлении резцов, буровых долот и другого инструмента.
При этом способе металл нагревается пропусканием через него токов высокой частоты и сдавливается. Индукционная сварка удобна тем, что она бесконтактна, токи высокой частоты локализуются вблизи поверхности нагреваемых заготовок. Подобные установки работают следующим образом. Ток высокочастотного генератора подводится к индуктору, который индуцирует вихревые токи в заготовке, и труба разогревается. Станы подобного типа успешно применяют для изготовления труб диаметром (12-60) мм со скоростью до 50 м/мин. Питание током производится от ламповых генераторов мощностью до 260 кВт при частоте 440 кГц и 880 кГц. Изготавливаются так же трубы больших диаметров (325 мм и 426 мм) с толщиной стенки (7-8)мм, со скоростью сварки до (30-40) м/мин.
Газовая сварка.
При сварке пламенем большой мощности во избежание перегрева металла уменьшают угол наклона мундштука к основному металлу, а пламя преимущественно направляют на конец проволоки.
При сварке следует стремиться к одновременному расплавлению кромок шва и конца проволоки, чтобы капли расплавленного присадочного металла не попадали на недостаточно нагретую кромку основного металла. С целью уплотнения и повышения пластинности шва можно применять проковку. При сварке листов большой толщины, а также сварке ответственных изделий применяют термическую обработку сварного шва или изделия в целом.
При сварке сталей важное значение имеет чистота поверхности кромок, так как загрязнения вызывают в шве поры, непровар, шлаковые включения. Подготовка кромок должна соответствовать существующим стандартам (табл. 69).
Прихватку деталей под газовую сварку необходимо производить той же присадочной проволокой и тем же наконечником горелки, каким выполняется основная сварка. Расположение прихваток, их количество, длину устанавливают согласно существующим стандартам. Прихватки необходимо производить в местах наименьшей концентрации напряжений. Не рекомендуется производить прихватку в острых углах, в местах резких переходов, на окружностях с малым радиусом.
Удовлетворительно свариваются газовой сваркой
низколегированные строительные стали 10ХСНД и 15ХСНД. Данные о мощности наконечника и других необходимых параметрах режима сварки этих сталей представлены в табл. 65, 66 и 67. Для улучшения качества шва целесообразно проковать шов при температуре 800—850 °С с последующей нормализацией.
При ремонте паровых котлов и трубопроводов применяют газовую сварку низколегированных молибденовых теплоустойчивых сталей. Мощность при сварке этих сталей выбирают из расчета 100 дм3/ч ацетилена на 1 мм толщины металла. Сварочную проволоку применяют следующих марок: Св08ХНМ, Св10НМ, Св18ХМА, Св10ХМ. Сварку
необходимо производить небольшими участками длиной 15—25 мм, поддерживая весь свариваемый участок нагретым до светло-красного каления.
Широко применяют низколегированные хромокремнемарганцовые стали (хромансили) для изготовления нагревающих устройств и трубопроводов, работающих в области невысоких температур. При газовой сварке этих сталей выгорают легирующие элементы, что вызывает появление в шве включений окислов и шлаков. Для предупреждения этого явления сварку ведут нормальным пламенем, мощностью 75—100 дм3/ч ацетилена на 1 мм толщины металла. Рекомендуется применять низкоуглеродистую сварочную проволоку Св08 и Св08А или легированную Св18ХГСА и Св18ХМА. Сварку производят только в один слой. Большое значение для качества шва при сварке этих сталей имеют тщательная очистка и подгонка кромок, а также точное соблюдение зазора между ними, который, должен быть одинаковым по всей длине. Эти стали при резком охлаждении склонны к образованию трещин, поэтому горелку необходимо отводить медленно, подогревая конечный участок сварки. Сварку необходимо производить по возможности быстро, без перерывов и не останавливаясь.
Контактная сварка (дополнение к вышеизложенной информации)
Современные способы контактной сварки весьма разнообразны и их можно классифицировать по следующим признакам: технологическому (точечная, рельефная, шовная, стыковая сопротивлением и оплавлением и др.); конструкции соединения (нахлесточное, стыковое и др.); числу одновременно выполняемых соединений (одноточечная, многоточечная, многошовная и др.); характеру перемещения деталей или электродов во время пропускания импульса тока (непрерывная и шаговая шовная); способу подвода тока и форме импульса тока (контактный и индукционный токоподвод, сварка переменным током различной частоты, постоянный ток и др.)
Кроме того, различают способы контактной микросварки, при которой сваривают детали малой толщины (до нескольких микрометров) и небольших сечений. В последнее время стали применять контактную наплавку. При этом способе к изношенной поверхности приваривают тонкую ленту или проволоку с одновременной ее деформацией.
Способами контактной сварки соединения выполняются в жидкой (точечная, рельефная и шовная) или твердой (стыковая, некоторые разновидности рельефной) фазе.
Обычно контактную сварку осуществляют в воздушной среде, но в некоторых случаях место сварки защищают различными газами, флюсами и др.
Точечная сварка - способ, при котором детали, образующие нахлесточные соединения, свариваются в месте соприкосновения в отдельных точках. Свариваемые детали (рис. 2) сжимаются электродами усилием Рсв и нагреваются проходящим электрическим током Iсв до появления в зоне сварки расплавленного ядра необходимого размера.
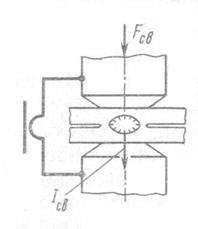
Рис. 2. Схема точечной двусторонней сварки
Расплавленный металл этой зоны удерживается от выплеска и защищается от окружающей атмосферы уплотняющим пояском нагретого и пластически деформированного металла. По способу подвода тока точечная сварка может быть двусторонней (рис. 2)или односторонней (рис. 3). При односторонней сварке ток подводится к детали с одной стороны. Для лучшего ее расплавления в целях нагрева места сварки при этой схеме используют шунтирующий токоподвод.
Сварочный ток
Iсв = Iн + Iм ,
где Iн – ток, проходящий через нижний лист; Iм – ток, проходящий через нижний медный шунт.
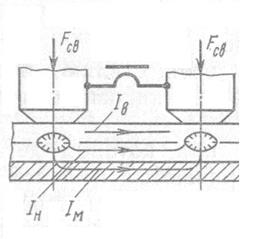
Рис. 3. Схема точечной односторонней сварки
Рельефная сварка - способ контактной сварки, при котором необходимая высокая плотность тока создается не электродами, а формой детали в месте сварки (рис. 4). Обычно рельеф - это выступ, предварительно выполненный в одной из деталей. Во время сварки детали в месте рельефа подвергают более концентрированному нагреву. Сварка в зависимости от разновидности способа происходит в расплавленном состоянии или в твердой фазе.
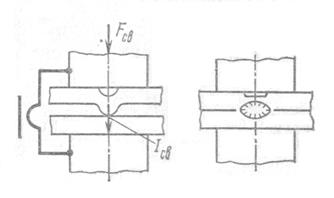
Рис. 4. Схема рельефной сварки
Шовная сварка - способ, при котором соединяемые детали свариваются в месте соприкосновения точками, частично перекрывающими друг друга (рис. 5), что позволяет получить герметичный шов. Сжатие детали и подвод тока осуществляются электродами в виде вращающихся дисков. При нахлесточном соединении каждая сварная точка имеет расплавленное литое ядро. Можно получить стыковые соединения со сваркой в жидкой или твердой фазе. Шовную сварку можно разделить на разновидности по способу подвода тока, числу роликов и одновременно свариваемых швов.
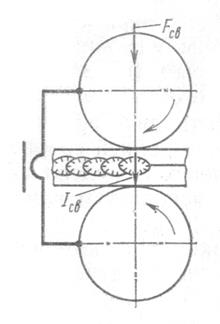
Рис. 5. Схема шовной сварки
Стыковая сварка - способ, при котором детали свариваются по всей поверхности их соприкосновения (рис. 6). Существуют два основных способа стыковой сварки: сопротивлением и оплавлением.
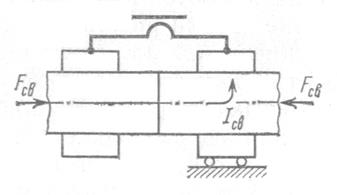
Рис. 6. Схема стыковой сварки
При стыковой сварке сопротивлением детали зажимают в электродах машины и сжимают усилием Рсв, после чего включают сварочный ток и нагревают детали до пластического состояния [температура (0,8 - 0,9).Тпл]. Соединение образуется в твердой фазе. В заключительной стадии иногда быстро повышают усилие сжатия, производя осадку.
При стыковой сварке оплавлением торцы свариваемых деталей нагревают до расплавления, а затем под влиянием усилия осадки расплавленный металл выжимается из зоны стыка и сварка происходит в основном в твердой фазе. В начале детали сближают при незначительном усилии сжатия и включенном сварочном трансформаторе.
Разновидностью стыковой сварки является продольно-стыковая сварка, при которой детали нагреваются электрическим током, проходящим параллельно плоскости соединения (рис. 7). Свариваемые детали сжимаются пуансоном. Сварочный ток, проходя по деталям, нагревает их. При достижении температуры, необходимой для сварки в твердой фазе, детали сжимаются осадочным усилием. При этом способе происходит медленный нагрев, поэтому места соединения необходимо защищать от воздуха флюсом или средой защитных газов. Можно выполнять и непрерывную сварку при прохождении двух полос между двумя парами роликов, через которые и подводится сварочный ток.
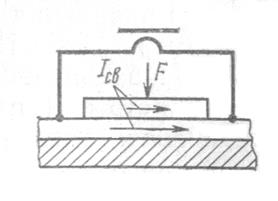
Рис. 7. Схема продольно-стыковой сварки
Для нагрева при различных способах контактной сварки обычно используют переменный ток частотой 50 Гц, а иногда токи более низкой или высокой частоты. Применяют для нагрева и импульсы униполярного тока, полученные с помощью выпрямителей или конденсаторов. Число и форма импульсов, действующая сила тока в каждом из них существенно влияют на характер нагрева.
Дата добавления: 2021-11-16; просмотров: 617;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
