IX. Сварка взрывом и др.
7.9 Технология сварки
Стали с содержанием углерода до 0,25% относятся к низкоуглеродистым. Они хорошо свариваются всеми способами. Стали, содержащие углерода 0,26-0,45%, относятся к среднеуглеродистым. В большинстве случаев их сваривают с предварительным подогревом, а иногда с последующей термической обработкой - нормализацией или отжигом стали, которые содержат углерода 0,46-0,75%, относятся к высокоуглеродистым . Они плохо свариваются, поэтому их не применяют для изготовления сварных конструкций.
Чугун сваривают при получении брака чугунных отливок, при ремонтных работах,
например заварка трещин в блоках цилиндров двигателей, в станинах станков и прессов, а также при изготовлении сварно-литых конструкций из высокопрочных чугунов. Основные трудности таких работ связаны с образованием в сварном соединении отбеливания - структуры цементита, возникающей при быстром охлаждении расплавленного чугуна, и появлением в зоне термического влияния структур закалки, возникающих при быстром охлаждении чугуна, нагретого выше 7270С. Чугун с такими структурами имеет высокую твердость и очень хрупок, его трудно обрабатывать обычным инструментом. Поэтому основной задачей при сварке чугуна является получение сварного соединения с одинаковой твердостью металла шва и переходных зон без трещин, которое можно было бы механически обрабатывать. На практике применяются много способов приемов сварки чугуна, которые можно разделить на три группы: .
1) Горячая сварка;
2) Полугорячая;
3) Холодная.
Основным факторами, затрудняющими сварку алюминия, являются:
-низкая температура плавления, Тпл= 6580С;
-большая теплопроводность, приблизительно в три раза выше теплопроводности стали;
-образование тугоплавких оксидов алюминия Al2О3, имеющих температуру плавления, Тпл =2050°С и плотность,  , что значительно превышает плотность алюминия,
, что значительно превышает плотность алюминия,  ;
;
-плохое удаление со шва оксидов ввиду их слабого реагирования как с кислыми, так и с основными флюсами.
Наиболее часто используется ГС алюминия ацетиленокислородным пламенем. В последние годы широкое применение получила автоматическая дуговая сварка металлическими электродами под флюсом и в среде аргона. При всех способах сварки, за исключением аргонно-дуговой, применяются флюсы или электродные покрытия, в состав которых входят фтористые и хлористые соединения лития, калия, натрия и других элементов. Под действием Al2О3 переходит в летучий А1Сl3, имеющий малую плотность  , и самовозгоняющийся при температуре, Т=1830С . Присадочным металлом всех способов сварки служит проволока или стержни того же состава, что и основной металл. Также алюминий хорошо сваривается электронным лучом в вакууме, на контактных машинах, электрошлаковым способом и др.
, и самовозгоняющийся при температуре, Т=1830С . Присадочным металлом всех способов сварки служит проволока или стержни того же состава, что и основной металл. Также алюминий хорошо сваривается электронным лучом в вакууме, на контактных машинах, электрошлаковым способом и др.
7.10 Наплавка твердых сплавов
Наплавка нанесение слоя сплава необходимого состава и свойств на рабочую поверхность детали.
Наплавка широко применяется при изготовлении новых и восстановлении изношенных поверхностей, для получения поверхностного слоя, обладающего высокой твердостью и износостойкостью, необходимой жаропрочностью и кислотостойкостью и т.п.
Существуют различные ТМ наплавки, но наиболее распространенными являются следующие:
1) Ручная дуговая;
2) Автоматическая и полуавтоматическая дуговая;
3) Газовым пламенем;
4) Вибродуговая;
5) Токами высокой частоты;
6) Электрошлаковая;
7) Наплавка шлаковой дугой и др.
Ручная дуговая наплавка наиболее универсальна и широко применимая при наплавке штампов, режущего инструмента, рельсовых концов и крестовин, зубьев щек камнедробилок и экскаваторов, бил размольных мельниц и т.п. Для этого чаще всего используются металлические электроды. Для получения наплавленного металла необходимого состава и свойств в шихту электродных покрытий вводятся различные легирующие элементы в виде феррохрома, ферромарганца, ферросилиция, ферромолибдена, графита и другие, которые позволяют получать наплавленный металл различной твердости, HRC 25-65 и высокой износостойкостью.
Ручную наплавку можно вести и угольным электродом по способу Бенардоса при этом используются порошкообразные смеси:
-сталинит (8%С; 13%Мп 3,0%Si; 18%Сг и др);
- ВОКАР (9.5%С; 85%W и др.);
- ВИСХОМ-9 (6%С; 5%Мп; 5%Сг; остальное чугунная стружка).
Эти сплавы применяются для получения наплавок высокой твердости, HRC 60-62 и высокой износостойкостью.
7.11 Резка металлов
Существуют следующие ТМ резки металлов:
I.Газокислородная резка;
П. Дуговая резка:
1)Резка угольными и металлическими электродами;
2)Воздушно дуговая резка;
3)Кислородно-дуговая резка;
4)Резка плазменной дугой.
Наиболее распространенной па практике является газо-кислородная резка (ГКР). Она основана на способности металла, нагретого газо-кислородным пламенем до температуры воспламенения, сгорать в струе чистого, так называемого, режущего кислорода. ГКР происходит следующим образом. После того, как разрезаемый металл нагреется подогревательным пламенем до температуры воспламенения (на что затрачивается в зависимости от толщины материала (время t=5-40с), подается струя кислорода и металл зажигается. При горении выделяется значительное количество тепла, которое распространяется вглубь металла и подогревает нижележащие слои до воспламенения. Жидкие оксиды, образующиеся при сварке, выдуваются из полости реза режущим кислородом.
Обычная ГКР производится ручным, полуавтоматическим и автоматическим способами.
Ручными резками разрезается сталь толщиной s = 6-300 мм со скоростью V=800мм/мин. Специальными резаками разрезается более толстая сталь.
ГКР в основном подвергаются только углеродистые и низколегированные стали, содержащие С<0,7%. Стали с большим содержанием углерода, а также высоколегированные стали, чугуны, цветные металлы и их сплавы режутся кислородно-флюсовой резкой. При ней в зону резки вместе с режущим кислородом подается порошкообразный флюс. Им в большинстве случаев является железный порошок, который при сгорании вызывает дополнительное выделение тепла и разжижает тугоплавкие оксиды.
При ГКР используется не только ацетиле, но и другие газы: природный и нефтяной газы, водород, а также горючие жидкости керосин и бензин.
Для кислородной резки необходимо, чтобы металл удовлетворял следующим основным требованиям:
1) Температура воспламенения металла должна быть ниже температуры его плавления;
2) Температура плавления оксидов металла должна быть ниже температуры плавления самого металла;
3) При горении металла должно выделяться достаточное количество тепла,
необходимого для нагрева нижележащих слоев до температуры воспламенения;
4) Теплопроводность металла не должна быть слишком высокой;
5) Оксиды металла, образующиеся при резке, должны быть достаточно жидкотекучими и легко выдуваться из полости реза.
7.12 Контроль качества сварки
Дефекты сварных соединений при дуговой и газовой сварке:
I. Наружные:
1)Неравномерность поперечного сечения по длине швов;
2)Незаплавленные кратеры;
3)Подрезы основного металла;
4) Наружные трещины;
5) Открытые поры и др.;
П. Внутренние:
1)Непровар кромки пли несплавление отдельных слоев при многослойной сварке;
2) Внутренние поры и трещины;
З) Шлаковые включения т п.
Дефекты при контактной точечной и шовной сварке:
I. Наружные:
1) Большие вмятины в основном металле, ослабляющие места сварки;
2) Прожоги и выплески металла;
П. Внутренние:
1) Трещины;
2) Поры и др.
Дефекты в сварных соединениях образуются по разным причинам. При дуговой и газовой сварках сечение швов будет неравномерным, если нарушен режим сварки. Причинами подрезов с большинстве случаев является большой ток и большая мощность сварочной горелки.
Основной причинной образования пор в сварных швах является насыщенность их водородом, азотом и другими газами, проникающим в шов при сварке электродами с отсыревшими покрытиями, при наличия оксидов или других загрязнений на кромках свариваемого металла.
Трещины и непровары являются наиболее опасными дефектами сварных соединений. Трещины образуются при сварке сталей с повышенным содержанием углерода или легирующих примесей, завышенном содержании серы или фосфора в металле шва и пр.
Причинами непроваров может быть малая величина тока пли недостаточная мощность, низкая квалификация сварщика, неправильная технология сборки и сварки.
Основными видами контроля качества сварных соединений являются:
1) Испытание сварных швов на плотность (для сосудов);
2) Механические испытания металла шва и сварных соединений (на образцах);
3) Металлографические исследования и просвечивание швов рентгеновскими и гамма-лучами;
4) Ультразвуковой и магнитный методы контроля.
7.13 Условное обозначение швов сварных и паяных соединений
I.Сварные соединения:
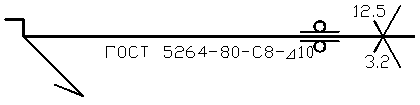
1) Пример условного обозначения сварного шва стыкового соединения с криволинейным скосом одной кромки двухстороннего, выполненного электродуговой ручной сваркой при монтаже изделия, усиление снято с обеих сторон, катет не более 10 мм:
а) лицевая сторона:
|
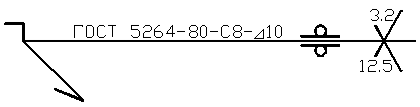

б) оборотная сторона
|

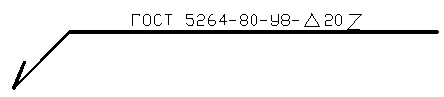
2) Пример условного обозначения сварного прерывистого шва узлового соединения У8 с прямолинейным скосом двух кромок двустороненнего, выполненного электродуговой сваркой, катет не более 20 мм:
|
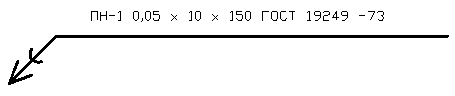
II. Паяные соединения:
1) Пример условного обозначения паяного шва соединений внахлестку ПН-1, толщиной 0,05мм, шириной 10мм и длиной шва 150мм по
|
2) Пример условного обозначения паяного шва телескопического соединения ПН-4 толщиной 0,05мм, шириной 10мм, по замкнутой линии:
Лекция 8 Технология обработки заготовки и деталей резанием
8.1 Общие сведения
Обработка КМ резанием – процесс отделения режущими инструментами слоя материала с заготовки для получения детали нужной формы, заданных размеров и шероховатости поверхностей. Только ОМР обеспечивает высокую (классную) точность размеров и низкую шероховатость поверхностей.
ОМР определяет качество изготовляемых машин, их точность, долговечность, а также надежность и стоимость. Доля ОМР в машиностроении и самолетостроении достигает 30-50% общей трудоемкости изготовления машин.
Основные типы металлических заготовок:
1) Отливки из чугуна, стали и цветных сплавов;
2) Поковки и штамповки из стали и цветных сплавов;
3) Сортовой прокат из стали и цветных сплавов.
Припуск – слой металла удаляемый с заготовки при обработке.
Виды движений в металлорежущих станках подразделяются следующим образом:
1) Рабочие (движения резания):
а) главное:
- вращательное;
- прямолинейное (возвратно – поступательное);
б) движение подачи:
- непрерывное;
- прерывистое;
2) Установочные (настроечные);
3) Вспомогательные (быстрое перемещение рабочих органов, переключение скоростей резания и подач и др.)
Основными ТМ ОМР являются:
I. Точение (токарные, карусельные, револьверные и расточные станки, токарные автоматы и полуавтоматы и др.):
- обработка цилиндрических, конических и фасонных внешних и внутренних, а также торцовых поверхностей;
- нарезание резьб;
- затылование и др.;
II. Сверление (сверлильные, токарные, револьверные, расточные, фрезерные и многоцелевые станки, токарные автоматы и полуавтоматы и др.):
- сверление и расверливание отверстий;
- высверливание отверстий и окон
- зенкерование;
- развертывание;
- зенкование;
- цекование;
- нарезание резьбы и др.;
III.Фрезерование (фрезерные, расточные и многоцелевые станки и др.):
- фрезерование плоскостей, криволинейных поверхностей, уступов, пазов и др.;
- нарезание зубьев, спиралей, шлицев и др.
IV.Строгание (поперечно – строгальные, продольно – строгальные и долбежные станки):
- обработка плоскостей, фасонных поверхностей, уступов, пазов и др.;
- строгание зубьев и др.;
V.Протягивание (горизонтально- протяжные и вертикально – протяжные станки):
- протягивание классных отверстий, многогранников и пазов;
- упрочнение поверхностей;
VI.Шлифование (плоскошлифовальные, круглошлифовальные, внутришлифовальные, бесцентрошлифоальные, шлицешлифовальные, оптикошлифовальные, зубошлифовальные и резьбошлифовальные станки и др.):
- круглое внешнее шлифование;
- плоское шлифование;
- внутреннее шлифование;
- профильное шлифование.
- зубошлифование;
- резьбошлифование и др.
8.2 Классификация и нормы точности станков
Металлорежущие станки в соответствии с видами обработки делятся на десять групп. Каждая группа подразделяется на десять типов, а каждый тип на десять типоразмеров:
I.Группы станков определяются технологическим назначением станка:
- токарные;
- сверлильные и т.д.;
Типы:
1) Расположением рабочих органов:
- бесцентровошлифовальные;
- внутришлифовальные и др.;
2) Количеством главных рабочих органов:
- одношпиндельные;
- многошпиндельные;
3)Степенью автоматизации:
- автомат;
- полуавтомат и т п.;
II. По степени специализации станки подразделяются:
1) Универсальные общего назначения;
2) Специализированные;
3) Специальные;
4) Широкоуниверсальные;
III. По типоразмерам станки бывают:
1) Токарные – по наибольшему размеру обрабатываемой детали над станиной;
2) Сверлильные – по наибольшему диаметру сверления в сплошном материале средней твердости;
3) Фрезерные – по размерам стола и т.д.
Металлорежущие станки изготавливаются пяти классов точности:
1. Нормальной – Н;
2. Повышенной – П;
3. Высокой - В;
4. Особо высокой – А;
5. Особо точной – С.
Условное обозначение модели металлорежущего станка состоит из сочетаний цифр и букв. Первая цифра обозначает группу, вторая - тип станка, последние цифры – типоразмер. Буква после первой или второй цифры указывает на различное исполнение и модернизацию основной базовой модели станка. Наличие букв в конце цифровой части обозначает модификацию базовой модели, степень точности или особенности станка.
Пример прочтения условного обозначения модели металлорежущего станка 16Б16П: Токарно – винторезный станок с наибольшим диаметром обрабатываемого изделия над станиной 320 мм (высотой центров 160 мм) повышенной точности.
8.3 Теория резания
Срезание слоя металла впервые было исследовано основоположником учения о резании металлов И.А. Тамме. Согласно его теории резец под действием силы вдавливается в обрабатываемый материал, сжимая расположенный перед ним слой, вследствие чего в срезаемом слое образуются значительные напряжения, вызывающие упругие и пластические деформации. В момент, когда возникающие напряжения превосходят прочность обрабатываемого материала, происходит сдвиг (скалывание) элемента стружки по плоскости, которая была названа плоскостью сдвига. С обработанной поверхностью она образует угол, называемый углом сдвига, не зависящий от геометрических параметров режущего инструмента и свойств обрабатываемого материала и равный обычно  .
.
Т.е., резание – это процесс последовательного упругого и пластического деформирования срезаемого слоя металла, а затем его разрушения.
Коэффициент усадки стружки позволяет приблизительно оценить степень пластического деформирования поверхностного слоя обрабатываемой детали при резании:
 (18)
(18)
где  путь резца;
путь резца;
 длина стружки.
длина стружки.
При резании металлов поверхностный слой обработанной детали пластически деформируется на глубину от нескольких сотых до целого миллиметра и более, вызывая упрочнение (наклеп).
При наклепе повышается твердость и прочность поверхностного слоя, а пластичность снижается, что положительно при окончательной обработке и отрицательно при промежуточной.
Кроме того, при резании пластичных материалов (сталь, латунь и др.) происходит наростообразование.
Нарост– образование на передней поверхности резца у режущей кромки плотно и скопления скопление частиц металла (застой), прочно укрепляющихся на поверхности. Он периодически разрушается и образуется вновь.
Наибольшее наростообразование происходит при средних скоростях резания  При малых и больших скоростях наростообразование незначительное. В основном негативное влияние на шероховатость поверхности нарост оказывает при чистовой обработке. Применение СОЖ и тщательно доведенных резцов со значительными передними углами уменьшают наростообразование.
При малых и больших скоростях наростообразование незначительное. В основном негативное влияние на шероховатость поверхности нарост оказывает при чистовой обработке. Применение СОЖ и тщательно доведенных резцов со значительными передними углами уменьшают наростообразование.
При ОМР стружка бывает:
I. Сливная – сплошная лента, завивающаяся в спираль с зазубринами (пластичные металлы: мягкая сталь, латуни, алюминий и др.);
II. Стружка скалывания – состоит из отдельных связанных между собой элементов, образуется при обработке металлов средней твердости;
III. Стружка надлома – состоит из отдельных несвязанных или слабо связанных между собой кусочков металла неправильной формы (хрупкие металлы: чугуны, бронзы, некоторые сплавы алюминия и др.). Эта стружка наиболее удобна для удаления из зоны резания и транспортирования.
Сливная стружка является самой неудобной и опасной при работе. Чтобы изменить её вид и структуру необходимо:
- придать (переточить) соответствующую геометрическую форму режущей части резца;
- применять стружколомы.
Резец для ОМР состоит из рабочей части (головки) и стержня (тела), предназначенного для закрепления резца в резцедержателе.
На рабочей части резца, срезающей стружку, заточкой образуются следующие поверхности:
1) Передняя, по которой сходит стружка;
2) Две задние, обращенные к обрабатываемой заготовке.
Режущие кромки резца – пересечение передней и задних поверхностей (главная и вспомогательная).
Вершина резца – сопряжения главной и вспомогательной режущих кромок.
В некоторых случаях резцы могут иметь переходную режущую кромку и примыкающую к ней переходную заднюю поверхность.
Главная задняя поверхность – задняя поверхность, проходящая через главную режущую кромку.
Вспомогательная задняя поверхность – поверхность, проходящая через вспомогательную режущую кромку.
При станочной обработке заготовок на них различают следующие поверхности:
1) Обрабатываемая;
2) Обработанная;
3) Поверхность резания, образующаяся при резании непосредственно режущей кромкой.
Поверхность резания является переходной от обрабатываемой к обработанной.
Для определения углов резцов установлены следующие координатные и секущие плоскости:
1) Плоскость резания – плоскость, касательная к поверхности резания и проходящая через главную режущую кромку резца;
2) Основная плоскость – плоскость, параллельная направлению продольной и поперечной подач;
3) Главная секущая плоскость – плоскость, перпендикулярная к проекции главной режущей кромки на основную плоскость;
4) Вспомогательная секущая плоскость – плоскость, перпендикулярная к проекции вспомогательной режущей кромки на основную плоскость.
Главные углы резца – углы, измеренные в главной секущей плоскости.
Вспомогательные углы резца – углы, измеренные во вспомогательной секущей плоскости.
Главные углы:
I. Главный задний угол  - угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения (
- угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения (  );
);
II. Угол заострения  - угол между передней и главной задней поверхностями резца;
- угол между передней и главной задней поверхностями резца;
III. Передний угол  - угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания (
- угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания (  ). Влияет на стойкость (
). Влияет на стойкость (  );
);
IV. Угол резания  - угол между передней поверхностью резца и плоскостью резания.
- угол между передней поверхностью резца и плоскостью резания.
Соотношения между главными углами резца:
 ;
;
 ; (19)
; (19)
 .
.
Углы в плане (измеряются в основной плоскости):
I. Главный угол в плане  – угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. Влияет на стойкость и шероховатость поверхности (
– угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. Влияет на стойкость и шероховатость поверхности (  );
);
II.Вспомогательный угол в плане  - угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением, обратным направлению подачи.
- угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением, обратным направлению подачи.
Угол наклона главной режущей кромки  - угол между главной режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости. Измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости. От него зависит направление отвода стружки (
- угол между главной режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости. Измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости. От него зависит направление отвода стружки ( 
 ).
).
Технологические параметры режима резания представляют собой:
I. Глубина резания t – толщина слоя металла, снимаемого за один проход. Она определяется расстоянием между обрабатываемой и обработанной поверхностями, измеренным перпендикулярно.
Для продольного точения цилиндрической поверхности:
 , (20)
, (20)
где D- диаметр заготовки;
d- диаметр обработанной поверхности;
II.Скорость резания  - скорость главного движения, представляющей собой путь точки, расположенной на обрабатываемой поверхности заготовки относительно режущей кромки инструмента в единицу времени.
- скорость главного движения, представляющей собой путь точки, расположенной на обрабатываемой поверхности заготовки относительно режущей кромки инструмента в единицу времени.
Для главного вращательного движения (точение, сверление, фрезерование):
 , (21)
, (21)
где D- диаметр заготовки;
n – частота вращения заготовки или инструмента.
Кроме того:
 (22)
(22)
где K – общий поправочный коэффициент, учитывающий измененные условия резания в сравнении с теми, для которых даны значения  :
:
Т – стойкость инструмента.
III. Подача s – величина перемещения режущей кромки инструмента относительно заготовки в направлении подачи за один оборот или двойной ход заготовки или инструмента с соответствующими размерностями.
В зависимости от направления движения подачи могут быть:
- продольная;
- поперечная;
- наклонная;
- вертикальная;
- тангенциальная;
- круговая и др.
Сечение срезаемого слоя характеризуется:
1) Ширина срезаемого слоя b - расстоянии между обрабатываемой и обработанной поверхностями, измеренное по поверхности резания:
 ; (23)
; (23)
2) Толщина срезаемого слоя a – расстояние между двумя последовательными положениями главной режущей кромки за время одного полного оборота заготовки, измеренное в направлении, нормальном ширине срезаемого слоя:
 ; (24)
; (24)
3)Номинальная площадь поперечного сечения срезаемого слоя определяется произведением подачи на глубину резания или толщины срезаемого слоя на его ширину:
 (25)
(25)
Тогда шероховатость поверхности через остаточные гребешки c площадью сечения будет равна:
 . (26)
. (26)
Силы резания при точении:
I. Сила Pz - касательная или вертикальная составляющая силы резания, действующая в плоскости резания в направлении главного движения;
II.Сила Ру – радиальная составляющая силы резания, действующая перпендикулярно к оси обрабатываемой заготовки;
III. Сила Рх – осевая составляющая силы резания или сила подачи, действующая вдоль оси заготовки параллельно направлению продольной подачи.
IV. Равнодействующая сила резания R, действующая на резец или главная составляющая силы резания:
 . (27)
. (27)
По силе Pz определяется крутящий момент на шпинделе станка, мощность резания и производится динамический расчет коробки скоростей.
Для точения:
 , (28)
, (28)
где CPz- коэффициент, зависящий от свойств обрабатываемого материала;
t- глубина резания;
s- подача;
KPz- обобщенный поправочный коэффициент на измененные условия обработки в сравнении с теми, для которых дано значение СPz.
По силе Ру рассчитывают на прочность станины и суппорта.
По силе Рх рассчитывают механизм подачи станка.
При точении острым резцом с геометрическими параметрами  ,
,  и
и  соотношение сил составляет:
соотношение сил составляет:
 ;
;
 . (29)
. (29)
Крутящий момент на шпинделе станка:
 , (30)
, (30)
где Dзаг– диаметр обрабатываемой заготовки.
Мощность, затрачиваемая на резание при продольном точении (эффективная мощность):
 , (31)
, (31)
где n – частота вращения заготовки.
Величина мощности от силы Рх составляет 1-2% от всей мощности, поэтому ею пренебрегают:
 . (32)
. (32)
Мощность, расходуемая электродвигателем:
 , (33)
, (33)
где - КПД, =0,7-0,8 для станков.
Условие выполнения ТО ОМР:
 . (34)
. (34)
При резании практически вся затрачиваемая механическая энергия превращается в тепловую. Образующиеся в зоне резания тепло порождает тепловые потоки, быстро распространяющиеся в стружку, заготовку, инструмент и окружающую среду.
Тепловой баланс процесса выражается :
 , (35)
, (35)
где QI - тепло, образующееся в результате упругопластических деформаций и разрушения при срезании стружки и формировании поверхностного слоя;
QII – тепло, образующееся от трения стружки о переднюю поверхность инструмента;
QIII – тепло, образующееся от трения задних поверхностей инструмента о поверхность резания и отработанную поверхность заготовки;
q1,q2,q3,q4 – количество тепла, уходящее соответственно в стружку, заготовку, режущий инструмент и в окружающую среду.
При обработке пластичных металлов со скоростью =50 и 200 м/мин Q1 =75и25% от общего количества тепла резания.
По практическим данным, количество тепла, уходящее в стружку, составляет 25-85% всей выделившейся теплоты, в заготовку – 10-50%, в режущий инструмент – 2-8%. При этом с увеличением скорости резания отводимое стружкой тепло увеличивается, а заготовкой и инструментом – уменьшается.
В нормальных условиях работы инструментом у него должна быть следующая температура:
- углеродистые стали t =200-2500С;
- быстрорежущие стали t =550-6000С;
- твердый сплав t= 800-10000С;
- минералокерамика t= 1000-12000С.
Стойкость инструмента – время его работы между переточками при определенном режиме резания.
Так стойкость токарных резцов:
- из быстрорежущей стали Т =30-60мин;
- твердого сплава Т =45-90мин;
Для фрез цилиндрических Т=180-240мин.
Критерий затупления – предельно допустимая величина износа, при которой инструмент теряет нормальную работоспособность.
При чистовой обработке резцами, фрезами, развертками, протяжками и другими инструментами устанавливается технологический критерий затупления.
Технологический критерий затупления – такая величина износа задней поверхности, превышение которой приводит к тому, что точность и шероховатость обработанной поверхности перестают удовлетворять техническим условиям.
Т.к. изнашивание, главным образом, происходит по задней поверхности и определяется высотой стертой фаски h3 ,то для токарных резцов, оснащенных пластинками из твердого сплава, величина допустимого износа будет равна:
- для чернового точения стали h3=0,8-1,0 мм;
- при точении чугуна h3=1,4-1,7 мм.
А у фрез в зависимости от их типа и характера обработки
h3=0,15-2,0 мм.
Катастрофическое изнашивание – состояние инструмента на задней поверхности, при котором продолжать процесс резания невозможно.
Смазочно – охлаждающие вещества оказывают большое влияние на резание и качество обработанной поверхности. В качестве смазочно – охлаждающих веществ или технологических средств (СОТС), главным образом, используются жидкости – СОЖ, в которые иногда добавляются твердые вещества (порошки мыла и парафина, битум, воск, графит, дисульфит молибдена, соду и др.). Значительно реже для этой цели используются газы.
СОЖ подразделяются на две основные группы:
1) Охлаждающие (черновая обработка):
- эмульсии;
- водные растворы соды, солей и др.
2) Смазывающие (чистовая обработка, нарезание резьбы и зубьев):
- минеральные и растительные масла;
- керосин;
- сульфофрезоры и др.;
При использовании СОЖ:
- стойкость режущего инструмента значительно возрастает, а следовательно, увеличивается допустимая скорость резания;
- обработанные поверхности имеют большую точность и меньшую шероховатость;
- уменьшается на 10-15% эффективная мощность резания.
Для охлаждения хрупких материалов, когда образуется стружка скалывания, довольно часто используются газы, подаваемые под давлением в зону резания: азот, сжатый воздух, углекислота и др.
Производительность обработки резанием – количество деталей, обрабатываемых за определенное время Т (смена, ч):
 , (36)
, (36)
где ТШК – время обработки детали или норма штучно – калькуляционного времени.
 (37)
(37)
или
 (38)
(38)
где Тшт- штучное время, затрачиваемое на каждую деталь или норма штучного времени;
Тпз- подготовительно – заключительное время, отнесенное к одной или партии деталей n.
 (39)
(39)
где То – основное (технологическое) время, затраченное на резание;
Тв - вспомогательное время, необходимое для установки и снятия детали , измерения её при обработке, управление станком и др. ;
Тоб – время обслуживания станка и рабочего места, отнесенное к одной детали;
Тот – время перерывов на отдых и естественные надобности, отнесенное к одной детали.
Основное (машинное) время для обработки на станках с главным вращательным движением:
 , (40)
, (40)
где h – расчетная длина обработки, в направлении подачи,
 , (41)
, (41)
здесь l – непосредственная длина обрабатываемой поверхности;
l1,l2 - длины врезания и перебега;
n- частота вращения заготовки или инструмента;
s- подача;
i – число проходов.
8.4 Обработка на токарных станках
Токарные станки являются наиболее универсальными из всех видов металлорежущего оборудования. На них можно производить следующие работы:
-обтачивание, растачивание цилиндрических, кинических и фасонных поверхностей вращения;
- подрезание торцов и обработка плоскостей;
- прорезание канавок;
- нарезание резцом крепежной и ходовой резьб любого профиля;
- сверление, зенкерование, зенкование и развертывание отверстий;
- нарезание внутренней и наружной крепежных резьб метчиком и плашкой.
Точность и шероховатость, достигаемые на токарных станках, следующие:
а) черновая обработка:
- квалитеты 12-14;
- Ra=100-12,5мкм;
б) чистовая обработка:
- квалитеты 9-10;
- Ra=6,3-1,6мкм;
в) алмазная обработка:
- квалитеты 6-7;
- Ra=1,25-0,63мкм.
Для основных видов токарной обработки применяются различные типы резцов:
- проходные;
- подрезные;
- канавочные;
- резьбовые и др.
Токарно – винторезные станки мод. 16К20 состоит из следующих узлов:
- станина;
- основание;
- передняя бабка с коробкой скоростей, гитары сменных колес и коробки передач:
- фартук;
- суппорт;
- задняя бабка;
- органы управления;
- системы охлаждения и смазывания.
На базе станка мод. 16К20 освоен выпуск токарного станка с числовым программным управлением (ЧПУ) мод. 16К20Ф3.
В серийном производстве широкое применение находят токарно – револьверные станки. Многорезцовые токарные станки и токарные автоматы используются в крупносерийном и массовом производстве. Карусельные токарные станки служат для обработки крупных деталей типа дисков, у которых высота составляет -  .
.
Токарно – затыловочные станки используются в инструментальных цехах для затылования режущих инструментов типа фрез и метчиков.
8.5 Обработка на сверлильных и расточных станках
Большинство деталей машин и механизмов имеют круглые отверстия:
- неточные крепежные;
- точные посадочные.
Отверстия бывают сквозными и глухими, цилиндрическими, коническими и резьбовыми. Особое место занимают глубокие отверстия, в которых длина в 10раз и более превышает диаметр -  .
.
Станки сверлильной группы предназначены для обработки всех типов круглых отверстий.
На сверлильных и расточных станках выполняются <
Дата добавления: 2020-11-18; просмотров: 1009;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
