Дуговая сварка в защитных газах
Общие сведения
Применение защитных газов началось вместе с изобретением дуговой сварки, но при ручной сварке плавящимися сменяемыми электродами, удовлетворительные результаты получить не удавалось, поэтому защитные газы используют лишь при механизированной автоматической и полуавтоматической сварке или при ручной электродуговой сварке неплавящимся электродом.
Способ газовой защиты, приведенный на рисунке 9.9, заключается в том, что в зону дуги 1 непрерывно подается струя защитного газа 2. Он используется для устранения вредного влияния атмосферного воздуха, вызывающего хрупкость наплавленного металла.
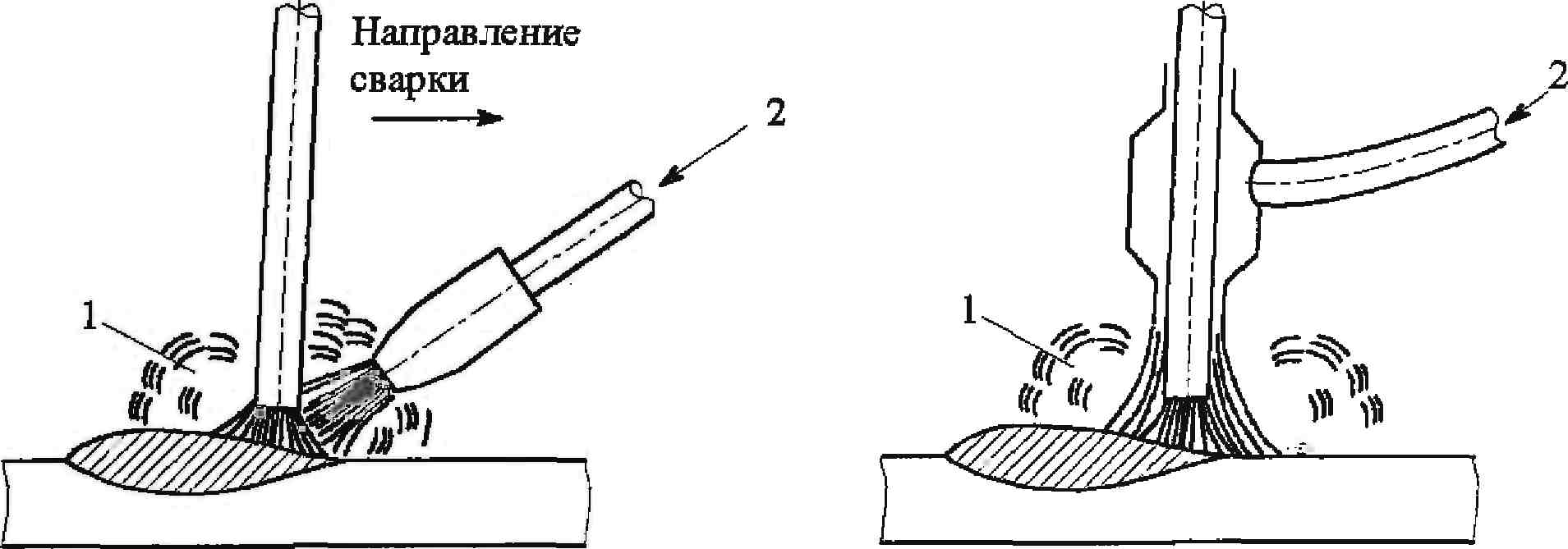
а) внешняя б) внутренняя
1 — зона дуги
2 - струя защитного газа
Рисунок 9.9 – Способы подачи защитного газа
В качестве защитных газов применяли азот, водород, всевозможные углеводородные газы, пары жидких углеводородов и спиртов, двуокись и окись углерода, ацетилен, ацетилено-кислородную смесь, аммиак и т.д. Наиболее удовлетворительные результаты дали водород и газовые смеси, богатые водородом и окисью углерода. Весьма перспективной оказалась сварка в инертных газах неплавящимся вольфрамовым электродом, а при высоких плотностях тока удовлетворительные результаты дает сварка плавящимся стальным электродом в углекислом газе.
Сварка в инертных газах
Инертные, или благородные газы — это гелий, неон, аргон, криптон и ксенон. Они не способны ни к каким химическим реакциям, не соединяются ни с какими веществами и практически нерастворимы в металлах.
Сопоставление гелия и аргона показывает в большинстве случаев значительные преимущества аргона, который и является сейчас основным защитным газом для дуговой сварки. Помимо чистых аргона и гелия, иногда применяется смесь этих газов, а также аргон с добавкой небольшого количества кислорода.
Сварка в аргоне
Сварка в аргоне применяется преимущественно для изделий из более дорогих сортов металла: специальных сталей, легких сплавов алюминиевых и магниевых, титана и пр. Алюминиевые и магниевые сплавы свариваются без флюсов и не требуют последующей очистки от остатков флюса, что является крупным преимуществом. Сварка в аргоне очень высокопроизводительна, в особенности на металле малых и средних толщин (от 2 до 8 мм). Она возможна во всех пространственных положениях, место сварки доступно визуальному наблюдению, качество сварного соединения высоко.
Дата добавления: 2021-05-28; просмотров: 594;
Поиск по сайту
Узнать еще
- IX. Сварка взрывом и др.
- Автоматическая дуговая сварка под флюсом.
- Б) сварка дуговая под слоем флюса (автоматическая)
- ВИБРОДУГОВАЯ НАПЛАВКА ДЕТАЛЕЙ
- Газовая сварка и наплавка.
- Диагностирование двигателя внутреннего сгорания автомобиля. Определение токсических веществ в отработавших газах.
- Диффузия частиц, взвешенных в газах и жидкостях

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
